
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd hoe ingewikkeld de ontwerpen van buigmatrijzen kunnen worden? Dit artikel duikt in de structurele ontwerpen van veelvoorkomende buigmatrijzen, van V-vormig tot Z-vormig, en legt hun unieke eigenschappen en toepassingen uit. Je ontdekt hoe elk ontwerp voldoet aan specifieke buigvereisten en de precisie in metaalbewerking verbetert. Al lezend krijg je inzicht in de mechanica achter de verschillende buigmatrijsstructuren en leer je welke ontwerpen optimaal zijn voor verschillende productiescenario's.

De structuur van een buigmatrijs varieert afhankelijk van de kenmerken van het gebogen onderdeel (vorm, grootte, precisieniveau enz.) en het productievolume. De complexiteit varieert en er zijn talloze vormen. Hier introduceren we slechts kort enkele veelvoorkomende structuren van buigmatrijzen.
Er zijn vele vormen van de veelgebruikte V-vormige buigmatrijsstructuren, zoals getoond in Figuur 2-23.
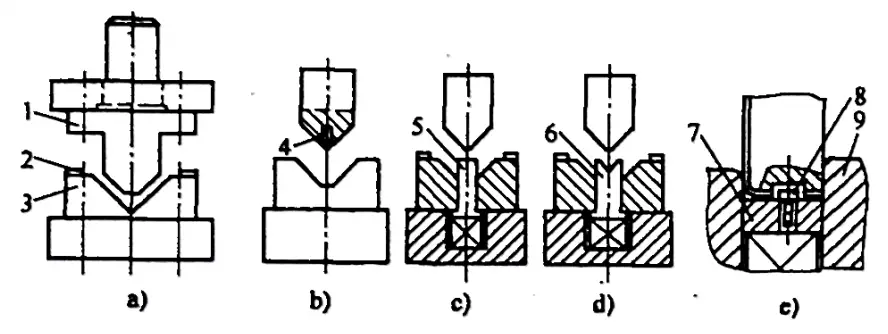
1) De structuur in Figuur 2-23a is een veel voorkomende V- (of L-) vormige buigmatrijsstructuur. De eigenschappen zijn eenvoud en veelzijdigheid, maar met een lagere efficiëntie en precisie.
2) De structuren in de figuren 2-23b tot 2-23d zijn buigmatrijsstructuren met positioneerpennen, uitwerpstangen en V-vormige uitwerpplaten. Hun kenmerk is dat ze kunnen voorkomen dat het werkstuk verschuift tijdens het buigen, waardoor de precisie van de gebogen onderdelen verbetert.
3) De structuur getoond in Figuur 2-23e is een buigmatrijsstructuur met positioneerpennen en een uitwerpplaat. Hiermee kan effectief worden voorkomen dat het werkstuk tijdens het buigen verschuift, waardoor de precisie van de gebogen onderdelen wordt verbeterd en gebogen onderdelen met een zijlengtetolerantie van 0,1 kunnen worden verwerkt.
4) Figuur 2-24 toont een V-vormige buigmatrijsstructuur met een omkeerplaat. Het werkingsprincipe is als volgt: De twee delen van de matrijs worden met elkaar verbonden door een kneedketting en in het scharnierpunt in de twee pilaren gestoken, waardoor het midden verticaal blijft en het onderdeel samen met de matrijs wordt gebogen. Wanneer de stempel wordt teruggetrokken, kantelt de matrijs en wordt deze teruggebracht naar de uitgangspositie met behulp van de bufferuitwerpstang eronder.
Het kenmerk is: Tijdens de buigprocesHet plaatwerkstuk is altijd in contact met de omkeermatrijs, geschikt voor buigbewerkingen die niet voldoende steunvlak hebben om te persen en smal en lang zijn.

Afhankelijk van de verschillende eisen die aan U-vormige onderdelen worden gesteld, zijn de meest gebruikte buigmatrijsstructuren afgebeeld in Figuur 2-25 en Figuur 2-26. Hieronder volgt een korte introductie van hun toepassingen en kenmerken.
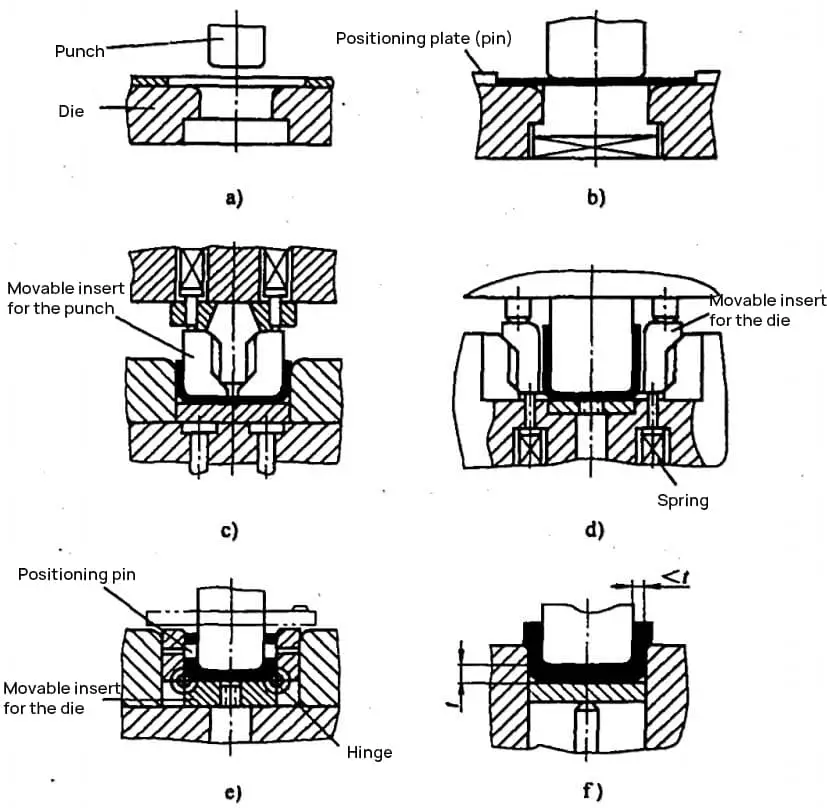
4) De structuur getoond in Figuur 2-25d wordt gebruikt voor onderdelen met hogere interne maatvereisten. Wanneer de tolerantie van de blinde dikte groot is, worden de zijkanten van de pons gemaakt tot beweegbare inzetstukken. Onder invloed van de veer kan de ponsbreedte automatisch worden aangepast aan de materiaaldikte.
5) De structuur getoond in Figuur 2-25 wordt gebruikt voor componenten die coaxiale gaten aan beide zijden vereisen. De beweegbare inzetstukken aan beide zijden van de matrijs hebben positioneerpennen voor het positioneren van de blenk. Wanneer de stempel naar beneden gaat, drukt hij de blenk en de beweegbare inzetstukken samen in de matrijs, zodat de gaten aan beide zijden coaxiaal zijn.
Wanneer de stempel stijgt, keren de beweegbare matrijs en de drukplaat onder invloed van de veer terug naar de bovenkant van de matrijs. Het nadeel is de complexe structuur en de moeilijke productie.
6) De structuur in Figuur 2-25f is voor werkstukken met dunner wordende zijwanden.
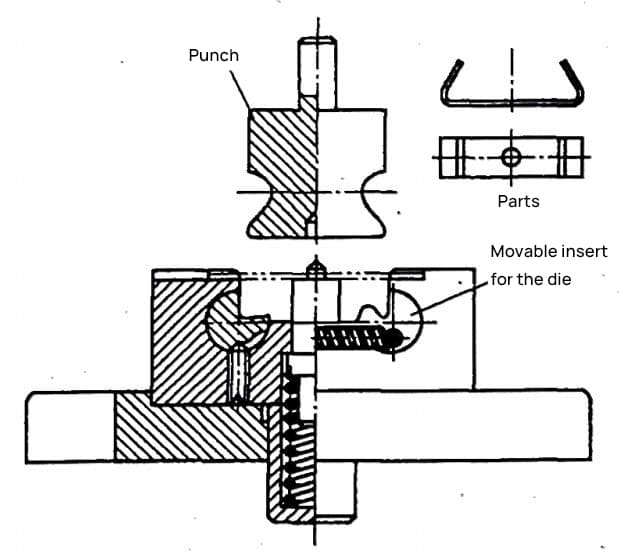
7) De structuur getoond in Figuur 2-26 wordt gebruikt voor het buigen van U-vormige onderdelen met hoeken φ<90°. De beweegbare inzetstukken aan beide zijden van de matrijs kunnen binnen de holte roteren. Tijdens het persbuigenDe pons buigt de blenk eerst in een U-vorm.
Wanneer de stempel blijft dalen, draaien de beweegbare inzetstukken aan beide zijden van de matrijs en buigen ze de blenk in het U-vormige onderdeel tot de gewenste hoek φ<90°. Wanneer de pons opstijgt, wordt het beweegbare inzetstuk teruggezet onder invloed van de veer, en de pons voert het onderdeel uit de matrijs en het onderdeel wordt ontladen uit de pons langs de Z-asrichting.
Gerelateerde lectuur: V- & U-vormige buigkracht calculator
Als de staphoogte H binnen 2t<H≤Z (de minimale buighoogte van de Z-vormige bocht) ligt, overweeg dan het gebruik van een getrapte matrijs of een eenvoudige matrijs en een laad- en ontlaadstructuur om de buiging in één keer in vorm te persen, zoals getoond in Figuur 2-27.
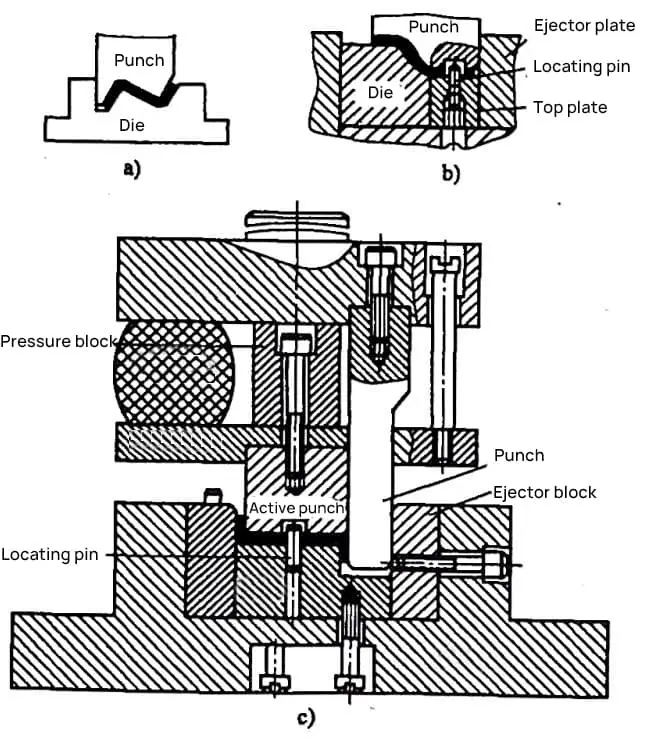
1) De structuur in Figuur 2-27a is eenvoudig. Zonder persapparaat kan de blenk echter gemakkelijk wegglijden tijdens het persen. persbuigen. Het is alleen geschikt voor onderdelen met lage precisievereisten.
2) Figuur 2-27b toont een Z-vormige (getrapte) buiging matrijsstructuur met een bovenplaat en positioneerpen, die effectief voorkomt dat de blenk gaat schuiven en verschuiven tijdens het buigproces, waardoor de bewerkingsnauwkeurigheid van de onderdelen wordt verbeterd.
3) Voordat het buigen begint in de structuur getoond in Figuur 2-27c, zijn de beweegbare pons en de stempel gelijk aan de bovenkant onder de kracht van een rubber plaat. Als het buigen begint, klemmen de beweegbare pons en de bovenplaat de blenk, en onder invloed van de kracht van het rubber vel (> veerkracht bovenplaat) dalen de beweegbare pons en de bovenplaat, waardoor de linkerkant van de blenk buigt.
Wanneer de bovenplaat de onderste malbasis raakt, neemt de kracht van de bovenplaat toe, waardoor de rubberplaat wordt samengedrukt. De stempel daalt en buigt de rechterkant van de blenk in vorm. Wanneer de bovenste matrijsbasis het drukblok raakt, wordt het onderdeel gecontroleerd en gecorrigeerd. Deze structuur kan onderdelen met hoge precisie maken, maar is complex en moeilijk te vervaardigen.
Vierhoek buigonderdelen kan in één of twee stappen worden gevormd.
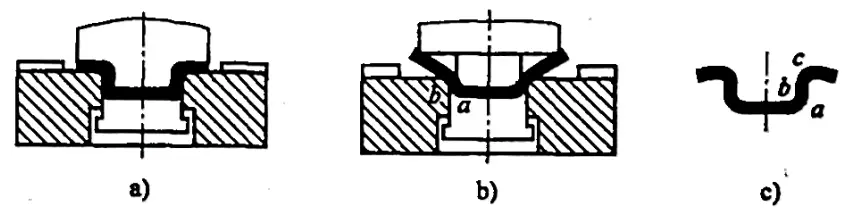
1) De structuur van de eenvoudige eenstaps buigmatrijs met vier hoeken wordt getoond in Figuur 2-28. Bij het buigen van onderdelen met deze matrijsstructuur ontstaan vaak onnauwkeurigheden in de uitwendige hoekvorm en het dunner worden van de rechte wanddelen (vooral als de materiaaldikte t>1~1,5 mm en het rechte wanddeel relatief hoog is).
Dit is te zien aan het vormproces in Figuur 2-28b. Wanneer de mannelijke mal daalt, buigt de binnenhoek a bij een vaste buiglijn positie. De buiglijnpositie van de buitenhoek ligt echter niet vast, eerst op punt b en uiteindelijk op punt c.
Daarom heeft het uiteindelijke onderdeel de vorm van Figuur 2-28c en wordt de rechte wand dunner door de trekkracht tijdens het buigen. Omdat deze buigmatrijsstructuur eenvoudig en gemakkelijk te vervaardigen is, kan hij worden gebruikt als de eisen aan het onderdeel niet hoog zijn en het productievolume niet groot.
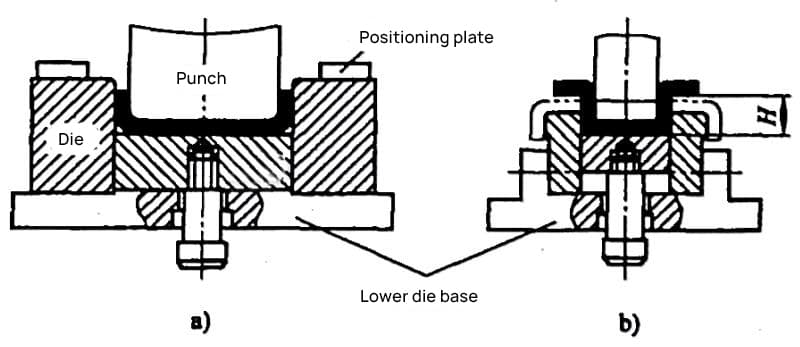
2) Figuur 2-29 toont de structuur van een tweestaps buigmatrijs met vier hoeken. Deze structuur zorgt ervoor dat de binnen- en buitenhoeken buigen op de buiglijn, waardoor het dunner wordende fenomeen van figuur 2-28c wordt vermeden en de kwaliteit van de gebogen delen wordt verbeterd. Deze mal heeft echter een lage productie-efficiëntie en kan alleen zorgen voor voldoende sterkte van de holle mal als de hoogte H van de gebogen onderdelen (zie Figuur 2-29b) >(12~15)t is.
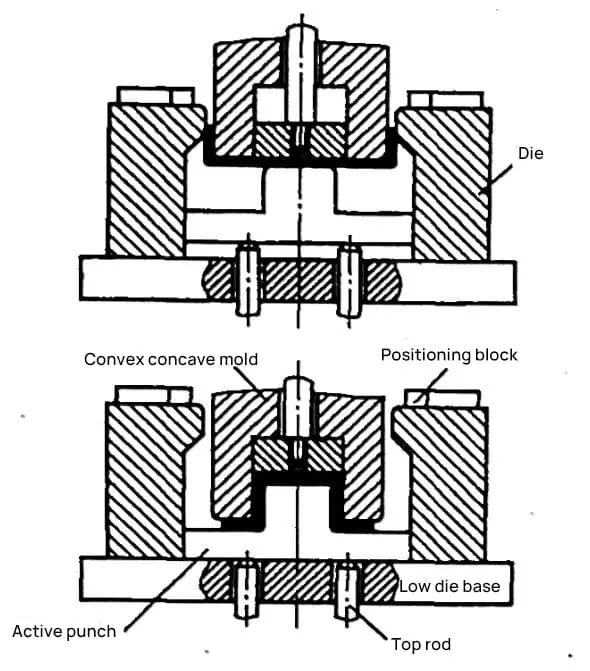
3) Figuur 2-30 toont de structuur van een tweetraps composiet buigmatrijs. Deze structuur zorgt ervoor dat de interne en externe hoeken buigen op de buiglijn, waardoor het buigvervormingsfenomeen dat wordt getoond in Figuur 2-28 wordt vermeden. Als de convexe en concave matrijzen dalen, wordt de blenk eerst in een U-vorm gebogen door de concave matrijs (convex-concave matrijs duwkracht > actieve convexe matrijs uitwerpkracht).
Wanneer de actieve convexe matrijs de onderste matrijsbasis raakt (uitwerpkracht actieve convexe matrijs > duwkracht convexe matrijs), blijft de convexe matrijs dalen en vormt de actieve convexe matrijs uiteindelijk het onderdeel door het te buigen. Het nadeel van deze buigmal is dat er een grote holle ruimte in de onderste mal nodig is om het zijdelings vormen van het onderdeel te vergemakkelijken.
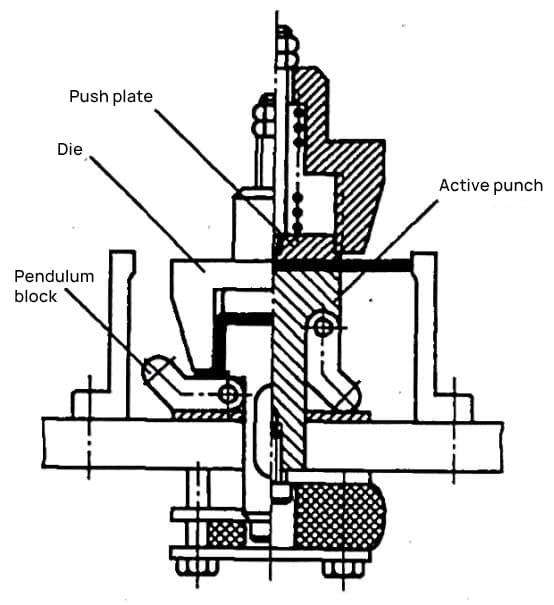
4) Figuur 2-31 toont een andere structuur van een tweestaps (met zwenkblok) samengestelde buigmatrijs. Als de holle matrijs daalt, wordt de blenk eerst in een U-vorm gebogen door de uitwerpkracht van de actieve bolle matrijs. De holle vorm blijft dalen en wanneer hij de bovenkant van de bovenplaat raakt, dwingt hij de bolle vorm om te dalen en het zwenkblok om naar de zijkant te draaien.
Onder de kracht van het zwaaiblok wordt het onderdeel uiteindelijk gevormd door te buigen. Het nadeel van deze samengestelde buigmatrijs is de complexiteit van de matrijsstructuur.
De buigmethode voor cilindrische onderdelen wordt meestal bepaald door de diameter van de cilinder. Voor cilinders met een diameter (d) kleiner dan 5mm, wordt het beschouwd als klein cirkelbuigen. Voor cilinders met een diameter (d) gelijk aan of groter dan 20 mm, wordt het gecategoriseerd als groot cirkelbuigen.
(1) Buigen van kleine cirkelvormige onderdelen met een diameter (d) van minder dan 5 mm
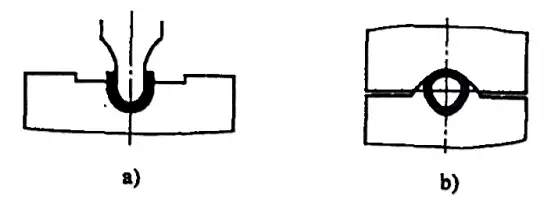
Het buigproces voor kleine cilindrische onderdelen bestaat eerst uit het buigen in een U-vorm en vervolgens uit het buigen van die U-vorm in een cilindrische vorm. Dit wordt gedaan met behulp van twee paar eenvoudige buigmallen om een cilinder te vormen, zoals getoond in Figuur 2-32.
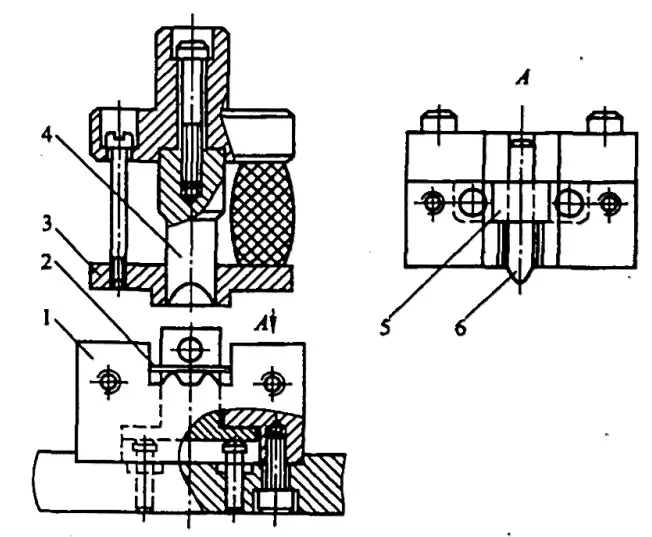
Door de kleine afmetingen van het werkstuk is het onhandig om de buigbewerking twee keer uit te voeren, dus de twee stappen kunnen gecombineerd worden of er kan een overgeslagen buigmal gebruikt worden voor het vormen. Figuur 2-33 toont een eenstaps buigmal voor kleine cilindrische onderdelen.
Wanneer de bovenste mal daalt, drukt de drukplaat de schuif naar beneden. Door het zinken wordt de staaf eerst in een U-vorm gebogen. Als de bovenste mal verder daalt, buigt de bolle mal de U-vorm in een cilindrische vorm. Deze structuur is geschikt voor zachte materialen en het buigen van cilindrische onderdelen met een kleine of middelgrote diameter.
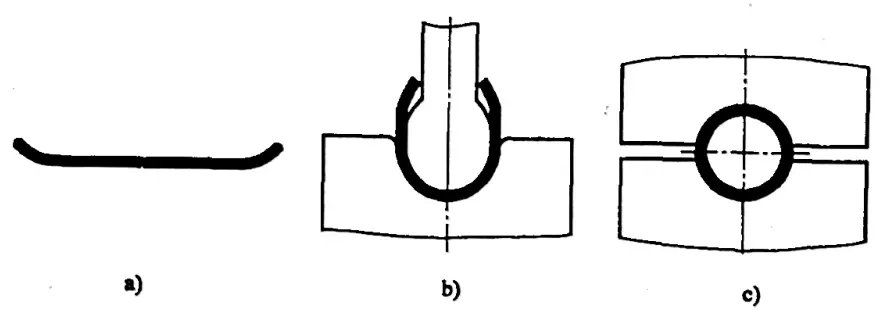
(2) Buigen van grote cirkelvormige onderdelen met een diameter (d) gelijk aan of groter dan 20 mm
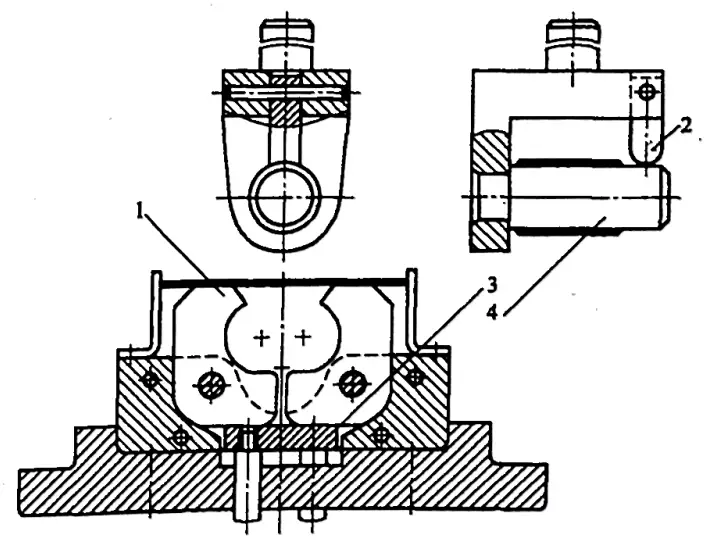
Figuur 2-34 toont een eenstaps buigmatrijs voor grote cilindrische onderdelen met een zwaaiende holle matrijs. Als de convexe mal daalt, vormt hij de blenk aanvankelijk in een U-vorm. Terwijl de convexe mal verder daalt, buigt de draaiende concave mal de U-vorm in een cirkelvorm.
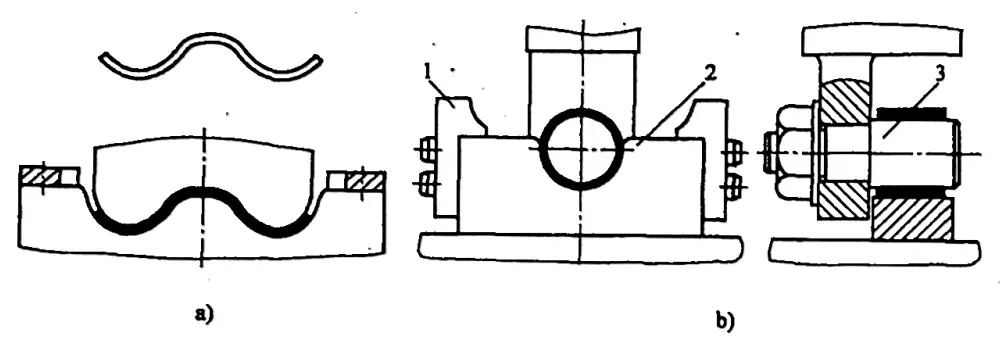
Het onderdeel kan worden verwijderd door de steun in de richting van de convexe matrijsas te duwen. Deze matrijs heeft een relatief hoge productiesnelheid, maar door de terugvering zijn er openingen en blijft er een klein stukje rechte rand over bij de deelnaad, wat resulteert in een slechte nauwkeurigheid van het onderdeel en een complexere matrijsstructuur. Afbeelding 2-35 toont een tweestaps buigmethode voor grote cilindrische onderdelen.
Eerst wordt het voorgebogen in drie golven van 120°, daarna wordt het gebogen in een cirkelvorm met behulp van het tweede paar mallen. Het onderdeel wordt verwijderd in de richting van de bolle matrijsas. Figuur 2-36 toont een buigmethode in drie stappen voor grote cilindrische onderdelen, die een lagere productiesnelheid heeft en geschikt is voor onderdelen met een grotere materiaaldikte.
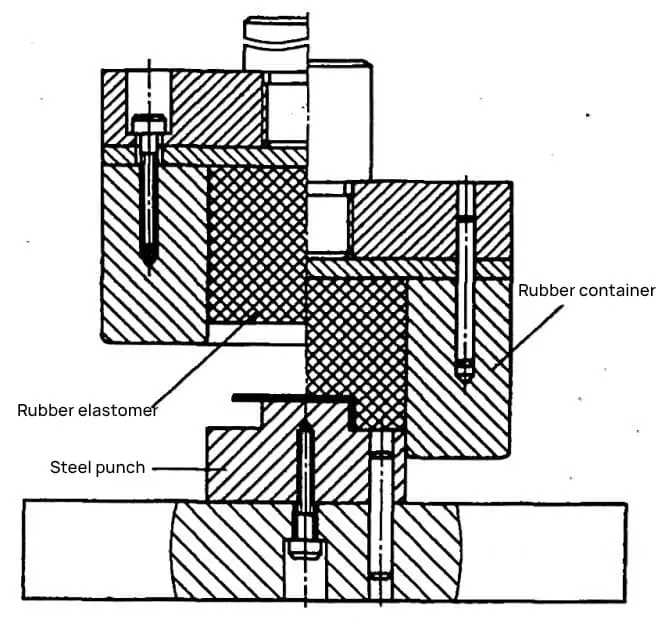
Bij een rubber buigmal wordt de holle kant van de buigmal vervangen door rubber, terwijl voor het bolle deel nog steeds een stalen mal wordt gebruikt, zoals getoond in Figuur 2-37. Het rubber kan de druk in alle richtingen overbrengen als een vloeistof in een afgesloten vat. Vergeleken met starre buigmallen ondergaat het buigproces voordelige veranderingen. Rubber of elastomeren met een hoge hardheid (60-80AS) geven betere resultaten.
De verwerkte gebogen onderdelen hebben niet alleen een hoge precisie en geen oppervlaktekrassen, maar het universele karakter van de rubber of elastomeer holle vorm is ook uitstekend. Hij is het meest geschikt voor het verwerken van enkele en kleine partij onderdelen met hoge eisen aan de buigmaatprecisie en oppervlaktekwaliteit, maar ook onderdelen van zachtere materialen.
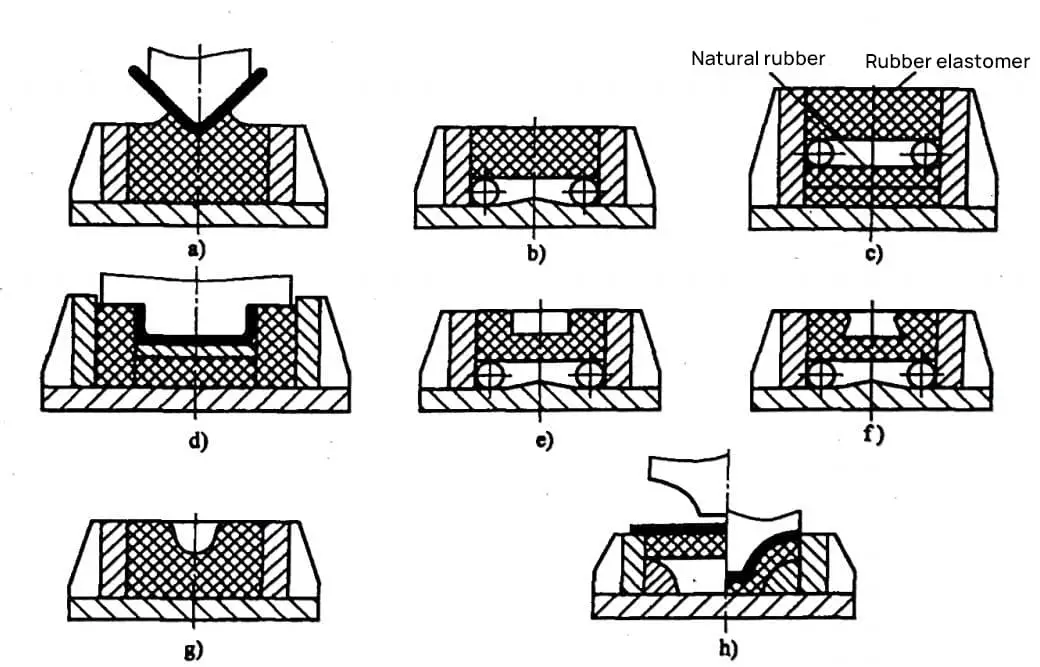
Figuur 2-38 toont een aantal veel voorkomende concave containerstructuren en buigmethoden voor rubberbuigmallen.
Afbeelding 2-38a is geschikt voor het buigen van V-vormige onderdelen met een kleine radius.
Afbeelding 2-38b is geschikt voor het buigen van U-vormige delen en V-vormige delen met kleinere radii.
Afbeelding 2-38c is geschikt voor het buigen van V-vormige onderdelen met grotere radii, gespreid open vervormen.
Afbeelding 2-38d is geschikt voor het buigen van U-vormige onderdelen.
Figuren 2-38e, f, g, h zijn respectievelijk geschikt voor het buigen van ringvormige delen of speciaal gevormde delen met vleugels aan beide zijden, ingesloten vormen.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











