
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd hoe CNC afkantpersen een nauwkeurige synchronisatie bereiken? Dit artikel gaat in op het elektrohydraulische systeem achter CNC afkantpersen en legt uit hoe componenten zoals hydraulische cilinders en proportionele kleppen samenwerken om een hoge synchronisatie en nauwkeurigheid te garanderen. U leert de principes, de rollen van de componenten en de operationele fasen, waardoor u inzicht krijgt in het handhaven van perfecte uitlijning en prestaties bij uw afkantperswerkzaamheden. Duik erin om te ontdekken hoe deze systemen zorgen voor precisie bij het buigen van metaal.

Het elektrohydraulische synchronisatiesysteem van de CNC afkantpers bestaat uit de volgende acht onderdelen:
De synchronisatie van de positie van de twee zuigercilinders tijdens de slag en de positionering van het eindpunt van de slag worden bereikt door het elektrohydraulische synchrone servosysteem, dat een hoge synchronisatie en herhaalde positioneringsnauwkeurigheid heeft. Zie de onderstaande afbeelding voor het werkingsprincipe van het synchronisatiesysteem van de afkantpers.
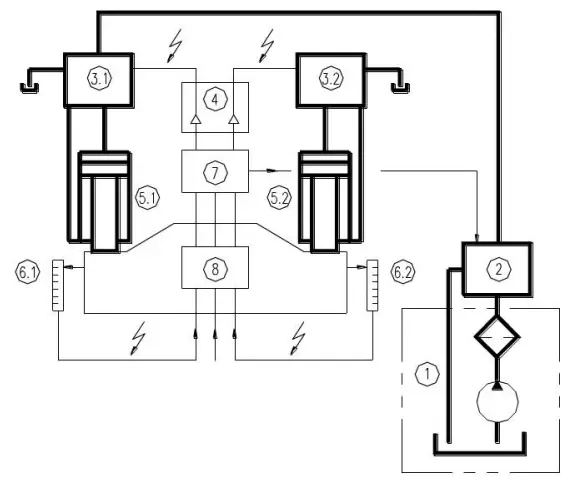
Fig. 2 Schematisch diagram van synchrone besturing
De olie die uit de aandrijfeenheid komt, gaat de hydraulische cilinders aan beide zijden via de drukregelklepeenheid en de klepeenheid met gesloten regelkring, drijft de ram aan om naar beneden (of naar boven) te bewegen en wordt gedetecteerd en teruggekoppeld naar het CNC-systeem en het elektrische systeem via het positiedetectiesysteem aan beide uiteinden van de ram. Vervolgens geeft het CNC-systeem het verwerkingssignaal door aan de proportionele klepversterker met gesloten regelkring en de klepeenheid met gesloten regelkring distribueert de olie naar de hydraulische cilinders aan beide uiteinden om synchronisatie aan beide uiteinden van de ram te bereiken. Het heeft een hoge synchronisatie en herhaalde positioneringsnauwkeurigheid.
Raadpleeg het hydraulische schema van de CNC afkantpers (Afb. 3) en de tabel met actievolgorde rechtsboven voor het principe van het hydraulische systeem en de actievolgorde van de hydraulische onderdelen van de CNC afkantpers. afkantpers machine.
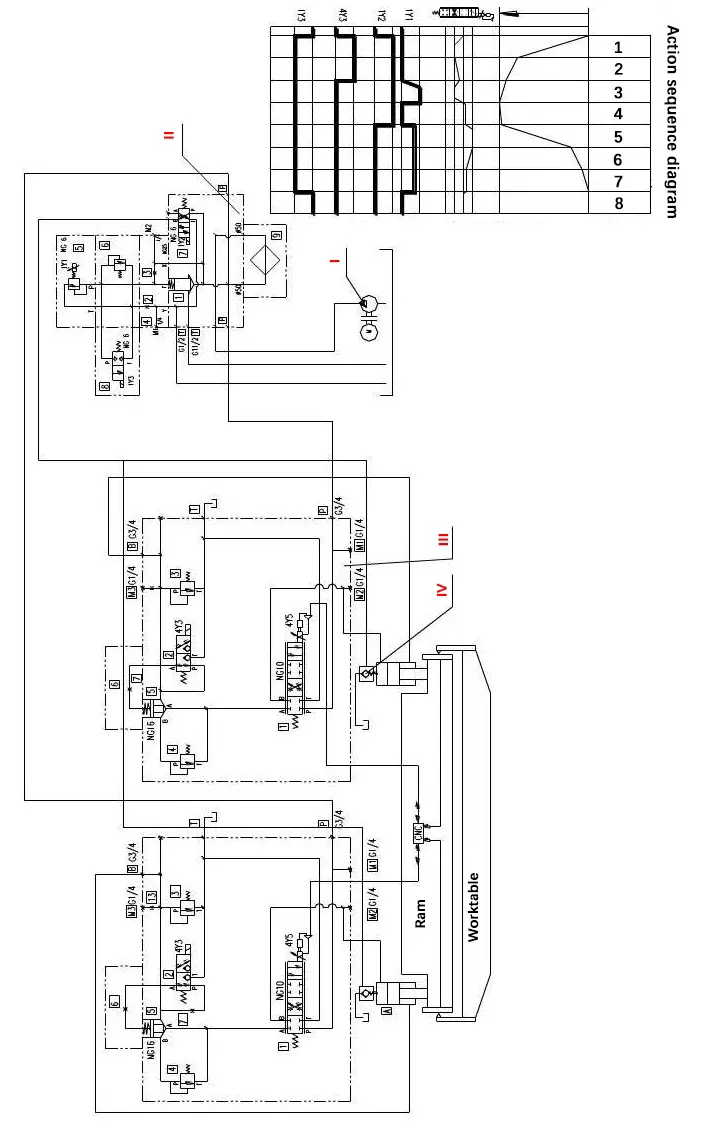
Fig.3 Hydraulisch schema van de CNC afkantpers
Raadpleeg Figuur 4 voor de lay-out van de drukregelklepgroep van het hydraulisch systeem en Figuur 5 voor de lay-out van de gesloten regelklepgroep. Het serienummer en de code van de onderdelen in de figuren zijn dezelfde als die in figuur 3.
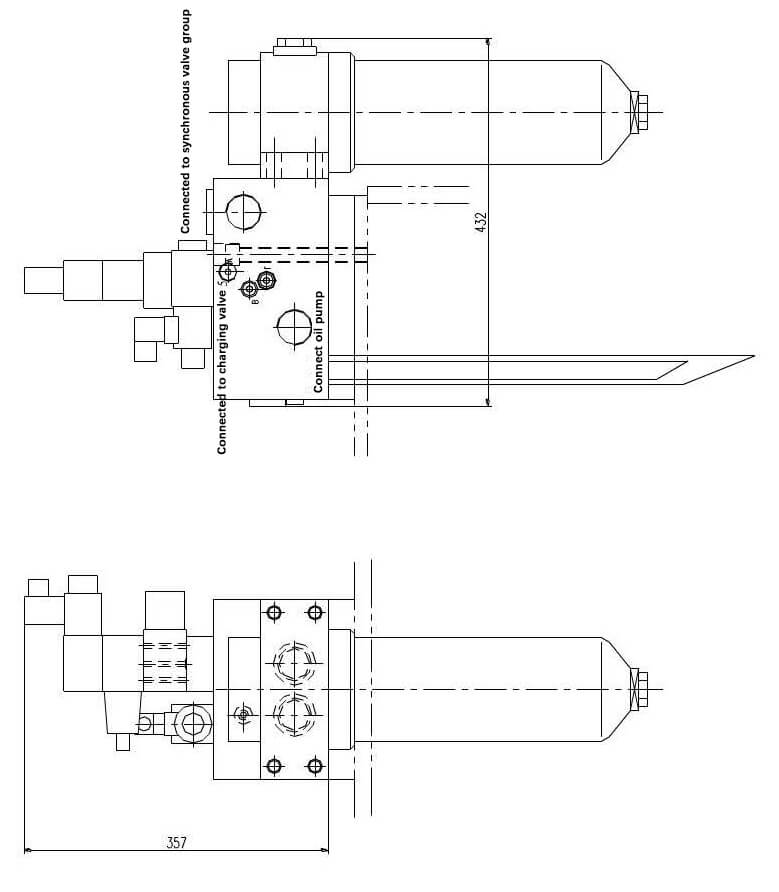
Fig4. Drukregelklepgroep van het hydraulisch systeem

Fig.5 Gesloten regelklepgroep
Tijdens machinebedieningDe ram moet acht fasen doorlopen om één slag te voltooien:
Fase 1:
Bedien de omlaag-knop om 4Y3 en 4Y5 in te schakelen.
Wanneer 4Y3 is ingeschakeld, zijn poort A en poort T van de liftklep (III-2) aangesloten, poort P is gesloten, zodat de bovenste kamer van de cartridgeklep (III-5) is verbonden met de olietank en de cartridgeklep (III-5) open is. Wanneer 4Y5 wordt ingeschakeld, zijn poort P en B van de proportionele servoklep (III-1) aangesloten, zijn poort A en T aangesloten en is de gasklep ingesteld op maximaal.
Door het openen van klep (III-5) gaat de olie in de onderste kamer van de twee oliecilinders snel terug naar de olietank via poort A en T van klep (III-5) en klep (III-1) en valt de oliedruk weg die nodig is om de ram te ondersteunen.
Als gevolg van het eigengewicht van de ram daalt de zuiger snel en is de volumeveranderingssnelheid van de bovenste kamer van de oliecilinder groter dan het debiet van de oliepomp, waardoor de bovenste kamer van de oliecilinder onderdruk genereert en de olie in de olietank via de vulklep (IV) in de bovenste kamers van de twee oliecilinders wordt geperst. De ram beweegt snel omlaag bij onbelaste werking.
Fase 2:
Wanneer de ram snel de ingestelde waarde bereikt, moet u 4Y5 een nieuwe parameterwaarde geven via het CNC-systeem om de smoorpoort van de proportionele servoklep (III-1) te verkleinen en de ram af te remmen.
Fase 3:
Werkvoorschot stimuleren:
4Y3 is uitgeschakeld, 1Y2 is ingeschakeld, 4Y5 is ingeschakeld en de proportionele servoklep (III-1) is aangesloten op poort P-B en A-T.
Als 4Y3 kracht verliest, wordt de hefklep (III-2) gereset (poort P-A is aangesloten en poort T is gesloten), dus wordt de klep (III-5) ook gesloten, het oliecircuit in de onderste kamer van de oliecilinder wordt afgesloten en de druk die nodig is om de ram te ondersteunen wordt snel opgewekt, waardoor de ram niet vrij kan vallen.
1Y2 wordt ingeschakeld, verbind poort P-A en poort B-T van de omkeerklep (II-7). Sluit de controlepoort van de laadklep, sluit de laadklep en sluit de doorgang tussen de bovenste kamer van de oliecilinder en de olietank af.
De olie die door de oliepomp wordt geproduceerd, komt de bovenste kamer van de oliecilinder binnen via het fijne oliefilter (II-9) en poort P-B van de proportionele servoklep (III-1). Het proportionele overstroomventiel (II-5) brengt druk tot stand via elektromagneet 1Y1, waardoor de plunjer omlaag beweegt tegen de ondersteunende kracht en de materiaalperskracht van de onderste kamer van de oliecilinder in, terwijl de olie in de onderste kamer van de oliecilinder terugkeert naar de olietank via poort P-A van het overstroomventiel (II-5) en poort A-T van de proportionele servoklep (III-1).
Hiermee is het pers- en boostproces voltooid.
Fase 4:
Wanneer het persen voltooid is, blijft 1Y2 ingeschakeld, verliest 1Y1 stroom en wordt 4Y5 ingeschakeld.
Wanneer 1Y1 wordt uitgeschakeld, begint de systeemolie druk af te nemen terwijl 4Y5 wordt ingeschakeld. De P-, A-, B- en T-poorten van de proportionele servoklep (III-1) worden gesloten om de krachtbalans van de bovenste en onderste caviteiten van de oliecilinder te bereiken.
Fase 5:
Na de drukontlasting wordt 1Y2 uitgeschakeld en worden 1Y1 en 4Y5 ingeschakeld.
Als 1Y2 spanningsloos wordt, wordt de richtingsklep (II-7) teruggezet, waardoor poort P-B en poort A-T met elkaar verbonden worden. Omdat poort P-B is aangesloten, wordt de laadklep (IV) geopend om het olieretourpad tussen de bovenste kamer van de oliecilinder en de olietank te verbinden. 4Y5 wordt bekrachtigd en poort P-A en poort B-T van de proportionele servoklep (III-1) worden aangesloten.
Op dat moment stroomt de olie die door de oliepomp wordt geproduceerd naar de onderste kamer van de oliecilinder via het fijne filter (II-9), poort P-A van de proportionele servoklep (III-1), de eenrichtingsklep (IV-11) en de klep (III-5), en de proportionele overloopklep (II-5) brengt druk tot stand via de elektromagneet 1Y1, waardoor de ram snel omhoog beweegt. De hydraulische olie in de bovenste kamer van de oliecilinder gaat via de vulklep (IV) terug naar de olietank.
Fase 6 & 7:
Terwijl de ram tot een bepaalde positie stijgt, blijft 1Y1 ingeschakeld terwijl het elektrische signaal van 4Y5 verandert om de opening van de proportionele servoklep (III-1) aan te passen en langzaam te sluiten om de stijging te vertragen en het bovenste dode punt te bereiken.
Fase 8:
Als de ram het bovenste dode punt bereikt, verliest 1Y1 zijn vermogen en stopt de ram met lopen, waardoor een volledige slag van de bewerkingsmachine is voltooid.
Het synchrone servosysteem van een afkantpers regelt de ram van de CNC afkantpers zodat deze altijd parallel blijft aan de werkbank tijdens de snelle nadering, de werkslag, het positioneren van het eindpunt en de terugkeer.
Als de ram kantelt als gevolg van diverse verstoringen en excentrische belastingen, detecteert het positiedetectiesysteem aan beide uiteinden van de ram de afwijkingswaarde en stuurt deze terug naar de computer, die de parameters aanpast, zoals het debiet en de druk van de olie die de oliecilinder binnenkomt via de proportionele servoklep om de posities van de twee zuigers gesynchroniseerd te houden, zodat de ram parallel blijft aan de werkbank.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











