
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Hoe kunnen precieze technieken en zorgvuldige grenzen plaatmetaal omvormen tot essentiële onderdelen? In dit artikel ontdek je verschillende methodes zoals platdrukken, 180° U-stuk buigen en drievoudig plooizomen, die van vitaal belang zijn voor het vormen van plaatmetaal. Ontdek hoe je minimale afmetingen berekent en veelvoorkomende valkuilen vermijdt, zodat je verzekerd bent van hoogwaardige resultaten. Aan het eind begrijp je de kritieke factoren die de effectiviteit en precisie van deze metaalbewerkingstechnieken beïnvloeden.

De methode van afplatten (ook wel zomen genoemd) wordt geïllustreerd in Figuur 2-20. Eerst wordt de rand van het plaatmetaal gebogen in een vorm van 30° met behulp van een 30°-buigmatrijs. Daarna wordt de gebogen rand afgevlakt. Afvlakken kan worden uitgevoerd op een persmachinehydraulische machine of een afkantpers.
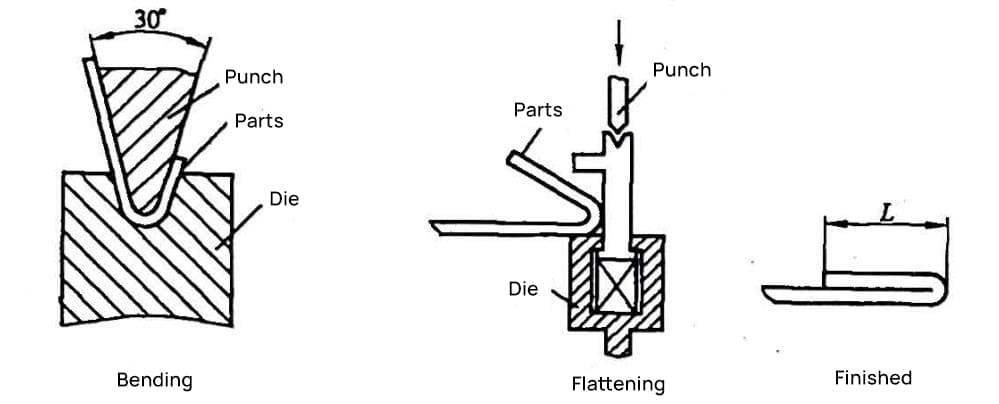
De minimale afvlakbreedte Lmin voor de buigmachine kan worden berekend met behulp van Vergelijking (2-3) plus 0,5t (t is de materiaaldikte), zoals weergegeven in Vergelijking (2-7):
Lmin = (Bvmin - x) / 2 + f + 1,5t (2-7)
Veelvoorkomende plaatmaterialen die geschikt zijn om te pletten zijn bijvoorbeeld roestvrij staal, verzinkte plaaten aluminium zinkplaat. Onderdelen die gegalvaniseerd moeten worden, mogen niet worden gebruikt omdat de afgeplatte gebieden zuurophoping kunnen veroorzaken, wat de behandeling bemoeilijkt.
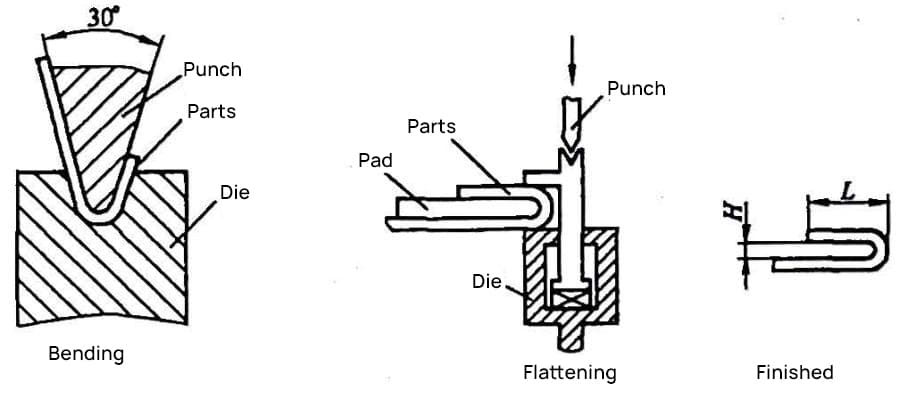
Het buigproces van een 180° U-stuk wordt getoond in Figuur 2-21. Buig het plaatmateriaal eerst tot 30° met een 30° buiggereedschap, vlak vervolgens de gebogen rand af en verwijder de afstandhouder na het afvlakken.
De dikte H van de afstandhouder moet worden gekozen uit gangbare plaatafmetingen (zoals 0,5 mm, 0,8 mm, 1,0 mm, 1,2 mm, 1,5 mm, 2,0 mm) en het is niet raadzaam om een te grote plaatdikte te kiezen. Als de opening van het 180° U-stuk groot is, moet voor het buigen een speciale mal worden gebruikt.
De minimale afmeting van de buigrand Lmin van de buigbreedte kan worden berekend met vergelijking (2-3) plus H. De vergelijking is als volgt:
Lmin = (Bvmin - x) / 2 + f + H (2-8)
Driedubbel vouwzomen wordt getoond in Figuur 2-22. De buiging moet eerst worden gemaakt aan de kleinere kant die in de figuur wordt getoond, dan wordt het U-vormige deel gevormd met behulp van de eerder genoemde 180° U-stuk buigmethode, en ten slotte wordt het drievoudige plooizoomstuk gevormd met behulp van de plooimethode.
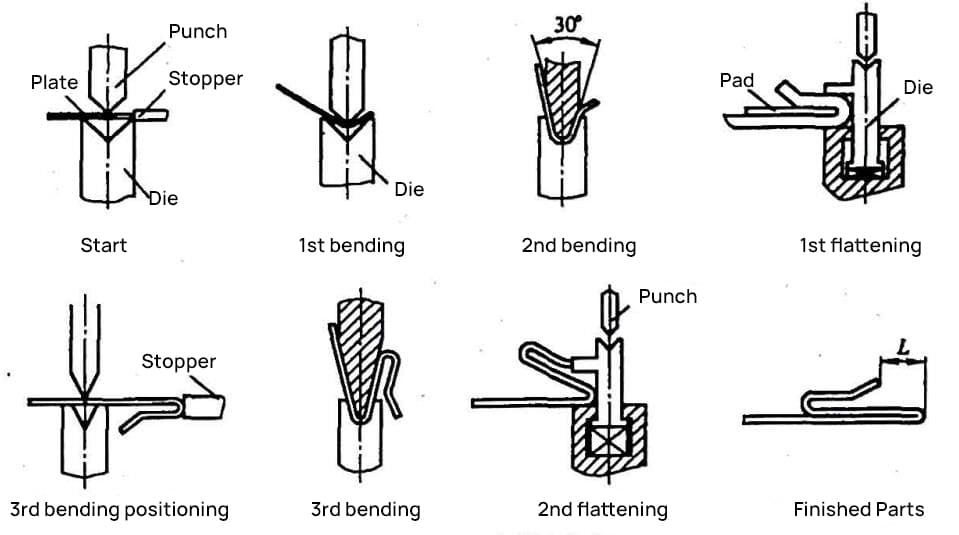
Bij het ontwerpen en voorbereiden van de verwerkingstechnologie voor de onderdelen die een drievoudige vouwkant nodig hebben, moet aandacht worden besteed aan de structurele afmetingen van alle onderdelen.
De structurele afmetingen moeten voldoen aan de minimale buigafmetingen die vereist zijn voor elke stap en de minimale breedteafmeting Lmin van de uiteindelijke afgevlakte samengedrukte rand, waardoor onnodige nabewerking of productie van speciale opspanmiddelen vermeden wordt.
De aanbevolen waarde van de minimale breedte Lmin van de afgeplatte samengedrukte rand wordt getoond in Tabel 2-5.
Tabel 2-5 Minimale breedteafmeting van de uiteindelijke afgevlakte gecomprimeerde rand voor drievoudig omvouwen (Eenheid: mm)
| Materiaal Dikte t | 0.5 | 0.6 | 0.8 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 |
| Minimale samengedrukte randafmeting Lmin | 4.0 | 4.0 | 4.0 | 4.0 | 4.5 | 4.5 | 5.0 | 5.0 |
Opmerking:

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











