
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heeft u zich ooit afgevraagd waarom de lasersnijprecisie soms hapert? Thermische lenseffecten, veroorzaakt door warmtegeïnduceerde veranderingen in optische elementen, kunnen de laserfocus en -nauwkeurigheid verstoren. Dit artikel gaat in op de invloed van thermische lensvorming op lasertoepassingen zoals markeren, lassen en snijden en biedt praktische oplossingen om deze problemen te verminderen. Door deze effecten te begrijpen en aan te pakken, kunt u de prestaties en betrouwbaarheid van lasergebaseerde processen aanzienlijk verbeteren. Lees hoe u een optimale laserfunctionaliteit kunt behouden en uw resultaten kunt verbeteren.
De laserabsorptie neemt toe door slechte kwaliteit, vuil en beschadiging van de optische elementen. Voortdurende blootstelling aan laserstralen gedurende een langere periode kan thermische vervorming veroorzaken, waardoor de brekingsindex van het optische transmissie-element verandert en de reflectierichting van het reflectieve optische element verandert.
Dit resulteert in een verandering in de positie van de laserfocus (beam waist), wat de toepassing beïnvloedt. De transparante optische elementen hebben een hogere laserabsorptie en een grotere temperatuurstijging, waardoor het thermische lenseffect meer uitgesproken is.
In dit artikel analyseren we de optische elementen die gevoelig zijn voor thermische lensproblemen in verschillende lasertoepassingsapparatuur.
Hoe sneller de thermische uitzetting van een optisch element, hoe prominenter het thermische lenseffect, als gevolg van hoog vermogen en geavanceerde verwerking van inverse materialen.
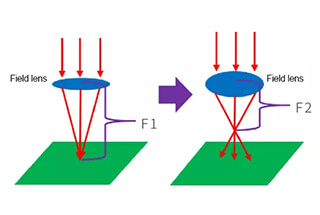
Het thermische lenseffect treedt op wanneer warmte ervoor zorgt dat het optische element uitzet, wat leidt tot een groter scherpstelvermogen, een kleinere brandpuntsafstand en een kortere brandpuntsafstand en -diepte.
Deze verschijnselen kunnen leiden tot instabiliteit tijdens laserbewerkingwat uiteindelijk van invloed is op de effectiviteit.
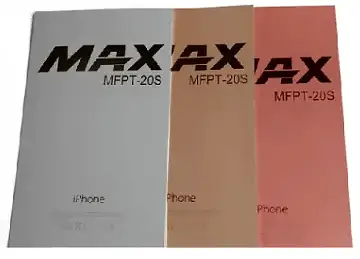
(1) Aluminiumoxide zwarting:
Als het thermische lenseffect optreedt, wordt de brandpuntsafstand korter, neemt de oppervlakte-energiedichtheid van het materiaal af en wordt het zwarten van aluminiumoxide onmogelijk. In ernstige gevallen kan het zwartingseffect in het midden en aan de rand inconsistent worden.
(2) Diep metaalsnijwerk:
Metalen diepe sculpturen maken meestal gebruik van veldspiegels met een kleine brandpuntsafstand (focusdiepte).
Tijdens diep snijden met hoog vermogen zorgt het thermische lenseffect ervoor dat de energiedichtheid van het materiaal snel afneemt, wat resulteert in een ondiepere diepte in het metaal.
Door de grotere uitzetting in het midden van het optische element vergeleken met de rand, is het midden ondieper en de diepte eromheen ongelijkmatig.

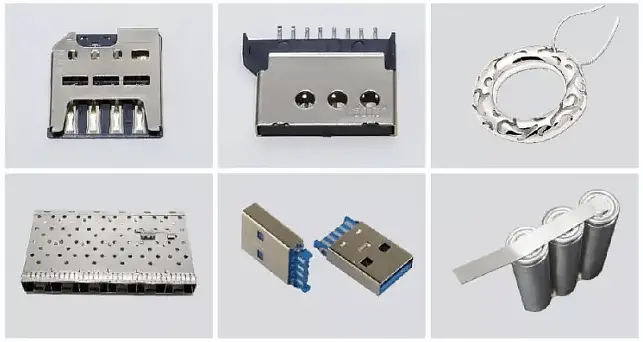
(3) Sheet snijden:
Gepulseerde vezellasers gebruiken ofwel één langzame snelheid of meerdere snelle snijmethoden, afhankelijk van het type materiaal dat verwerkt wordt.
Door de snelle thermische expansie en koeling die in een zeer kort tijdsbestek (< 1s) plaatsvindt, kan de beginpositie van het snijden met succes worden doorgesneden, terwijl andere posities mogelijk niet kunnen worden doorgesneden.
(1) Metalen plaat puntlassen:
Bij het gebruik van een krachtige fiberlaser voor het puntlassen van metalen platen kan het thermische lenseffect resulteren in inconsistente verbindingsmaten, onstabiel laswerk en onvoldoende trekkracht.
(2) Cononderbroken lassen van metalen:
Het reflectievermogen van metaal tijdens continu licht lassen hoger is dan tijdens het snijden.
Bij lassen met hoog vermogen kan het thermische lenseffect ervoor zorgen dat het voorste gedeelte van de las normaal is, terwijl het achterste gedeelte ondiep of volledig ondoordringbaar kan zijn.
Het thermische lenseffect is vooral uitgesproken bij het lassen van aluminium en koper, die sterk reflecterende materialen zijn.
(1) Sroestvrij staalsnijwerk:
Wanneer snijden van roestvrij staalHet thermische lenseffect kan leiden tot inconsistente snijvlakken, een toename van slak en zelfs problemen bij het handhaven van een continue snede.
(2) Carbon staal snijden:
Bij het snijden van koolstofstaal kan het thermische lenseffect resulteren in een toename van slak op de bodem en problemen bij het handhaven van een continue snede.

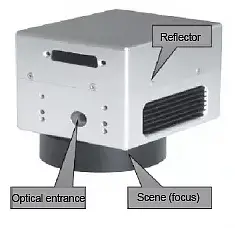
Galvanometer
| Optisch element | Oorzaken van thermische lens | Oplossing van thermisch lenseffect |
| Laseruitvoerkop | Vuile of beschadigde lens of kristal van de uitgangskop | Inspectie en reiniging voor installatie |
| Collimator (voor CW-lasers) | Slechte kwaliteit, vuil en beschadiging van de collimeerlens | Reinig de collimeerlens of vervang de collimeerlens door een lens van goede kwaliteit. |
| Gecombineerde lens | Slechte kwaliteit, vuil en beschadiging van gecombineerde lens | Selecteer de autonome rode laser of vervang de bundellens door een lens van goede kwaliteit. |
| Veldspiegel | Slechte kwaliteit, vuil en beschadiging van de veldlens | Reinig de veldlens of vervang de kwartsveldlens |
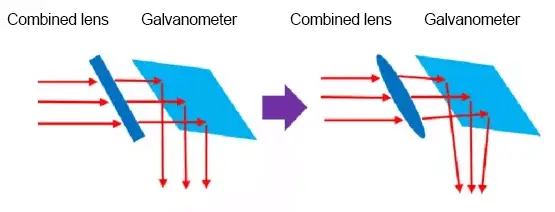
Vergelijking van rode fotosynthetische lens en thermische lens
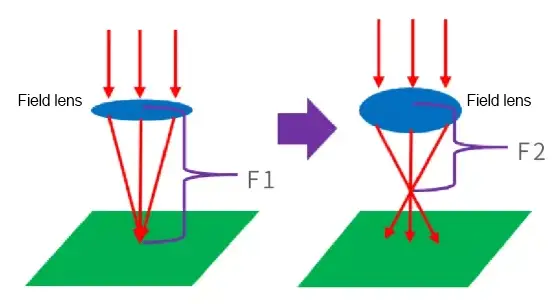
Vergelijking van veldlens en thermische lens
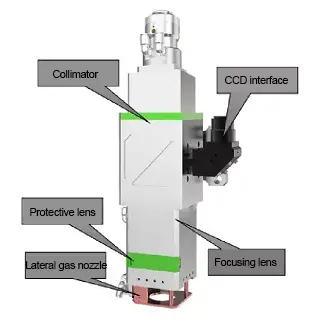
Laserlassen hoofd
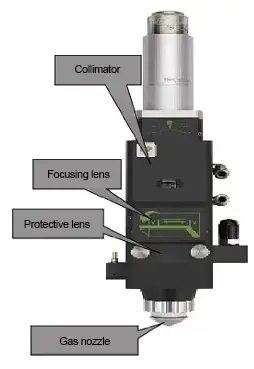
Lasersnijkop
| Optisch element | Oorzaken van thermische lens | Oplossing van thermisch lenseffect | |
|---|---|---|---|
| Laseruitvoerkop | Vuile of beschadigde lens of kristal van de uitgangskop | Inspectie en reiniging voor installatie | |
| Snijkop / laskop | Bovenste beschermende lens | Slechte kwaliteit, vuil en beschadiging van de lens | Reinig de lens of vervang de lens door een lens van goede kwaliteit. |
| collimeerlens | |||
| Focuseergroep | |||
| Onderste beschermende lens | |||
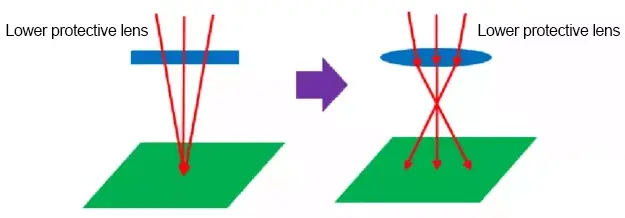
Vergelijking voor- en achterzijde van onderste beschermende lens en thermische lens
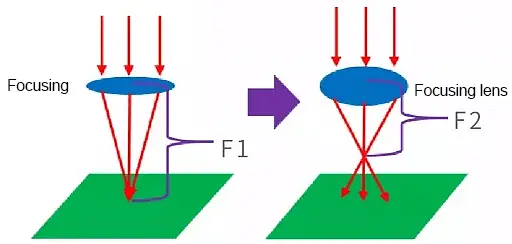
Voor- en achtercontrast van focuslens en thermische lens

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











