Grondbeginselen van TIG-lassen: Een complete handleiding voor beginners
Heb je je ooit afgevraagd hoe je perfecte, schone lassen maakt die er professioneel en sterk uitzien? Dit artikel over de basisprincipes van TIG-lassen beschrijft de essentiële technieken en apparatuur die je nodig hebt om aan de slag te gaan. Of je nu een beginner bent die het vak onder de knie wil krijgen of je vaardigheden wil verfijnen, deze gids behandelt alles van de beginselen van TIG-lassen tot gedetailleerde apparatuurinstellingen en procedurele tips. Leer hoe je lasnaden van hoge kwaliteit maakt met minimale vervorming en ontdek de veelzijdigheid van deze nauwkeurige lasmethode.
Argon is een inert gas dat niet chemisch reageert met metalen. Het lost ook niet op in vloeibaar metaal. Door het als beschermende gaslaag te gebruiken, wordt voorkomen dat legeringselementen in het gelaste metaal van oxidatie en verbranding bij hoge temperaturen. Daarom resulteert dit in hoge laskwaliteit.
(2) Minimale lasvervorming en spanning:
Hierdoor is het bijzonder geschikt voor dunne plaatlassen.
Met deze methode is mechanisatie en automatisering eenvoudig te implementeren.
3. Classificatie van Tig-lassen
Tig-lassen kan worden onderverdeeld op basis van het type elektrodemateriaal dat wordt gebruikt: Wolfraam Inert Gaslassen (niet-verbruikbare elektrode) (afgekort als TIG) en Metaal Inert Gas lassen (verbruikbare elektrode) (afgekort als MIG).
Op basis van de bedieningsmethode kan het verdeeld worden in: handmatig TIG-lassen, halfautomatisch TIG-lassen en automatisch TIG-lassen.
Afhankelijk van het type stroomvoorziening dat gebruikt wordt, kan het onderverdeeld worden in: Gelijkstroom (DC) Tig lassen en Wisselstroom (AC) Tig lassen.
4. Apparatuur voor TIG-lassen (wolfraam inert gas)
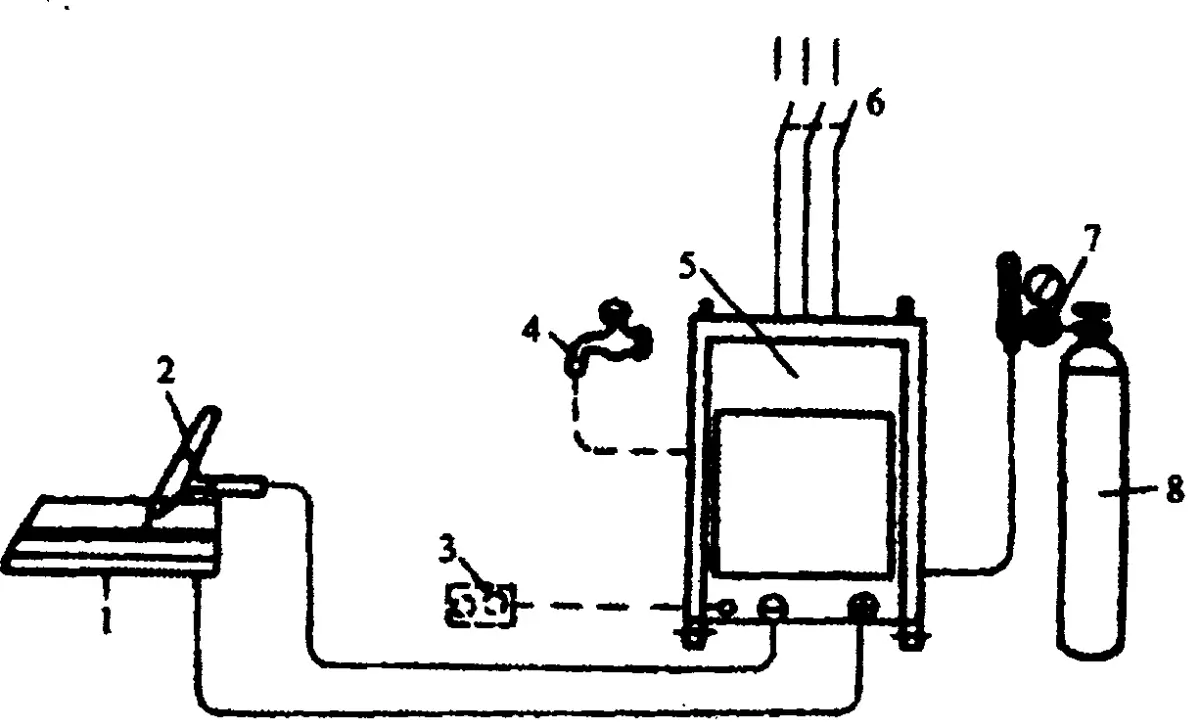
De handmatige TIG-lasapparatuur (TIG = Tungsten Inert Gas) bestaat uit een lasstroom toevoer, een lastoorts, een gastoevoersysteem, een regelsysteem en een koelsysteem.
Wolfraam Inert Gas (TIG) lassen vereist een lasstroombron met een uitwendige karakteristiek met steile daling, die zowel gelijkstroom (DC) als wisselstroom (AC) kan zijn. Veel gebruikte DC TIG lassers zijn modellen zoals de WS-250 en WS-400, terwijl AC TIG lassers modellen zoals de WSJ-150 en WSJ-500 zijn. Er zijn ook AC/DC TIG-lasapparaten, zoals de WSE-150 en WSE-400.
(2) Besturingssysteem
Het regelsysteem beheert de operaties in verschillende stadia van stroomtoevoer, gastoevoer en boogstabiliteit via het regelcircuit.
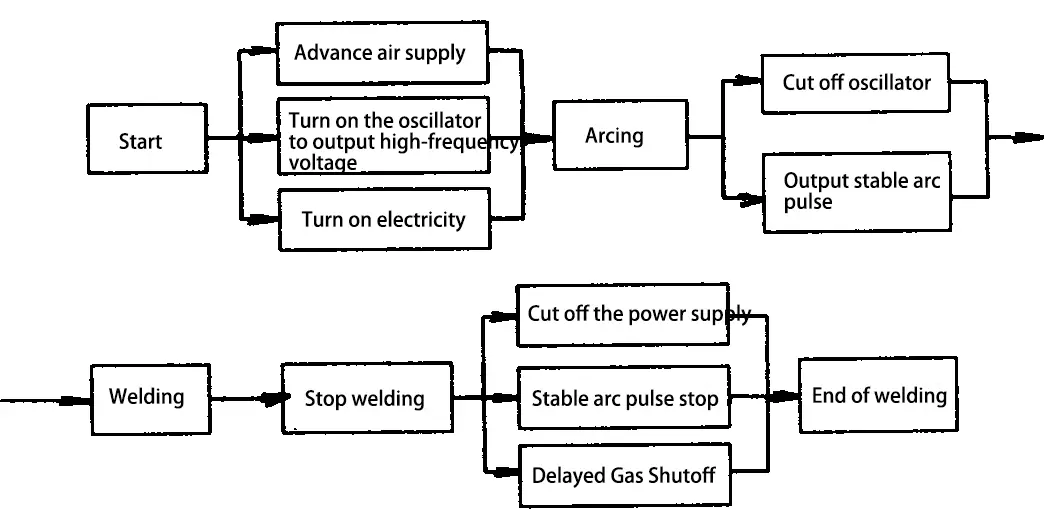
Handmatig TIG-lasprogramma (Inert Gas)
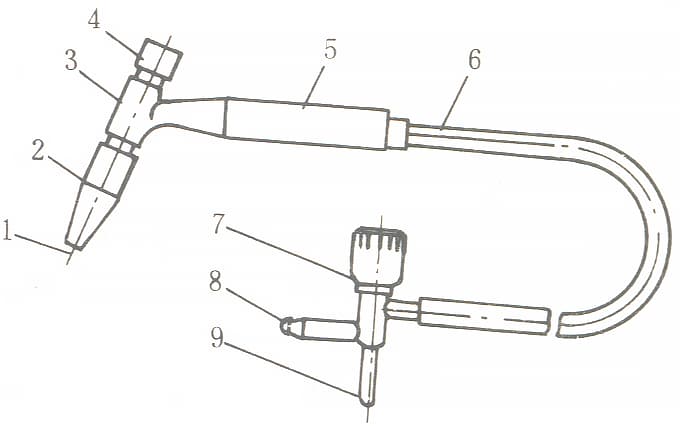
(3) lastoorts
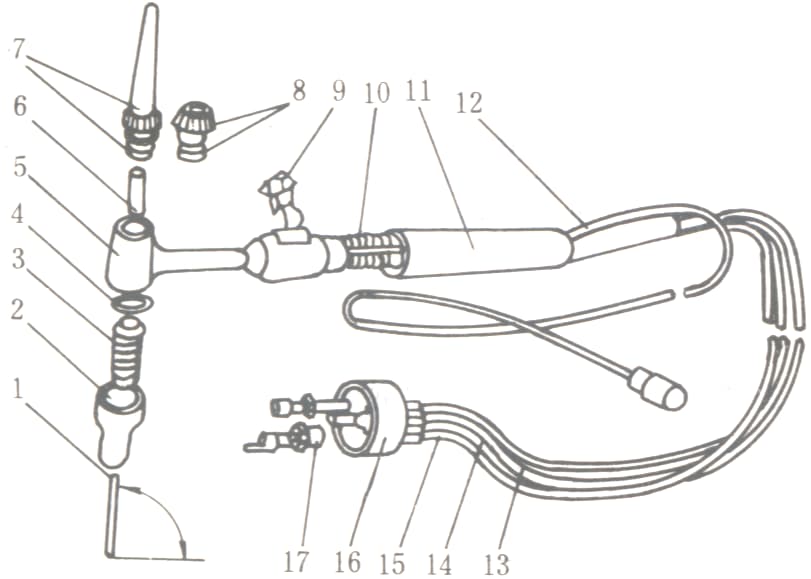
De functie van de lastoorts is het vastklemmen van de wolfraamelektrode, het geleiden van de lasstroom, het uitstromen van argongas en het starten of stoppen van het lasmachinesysteem. De lastoorts is verkrijgbaar in drie maten: groot, middelgroot en klein. Op basis van de koelmethode kan hij worden onderverdeeld in luchtgekoelde en watergekoelde types. Als de gebruikte lasstroom minder dan 150 A is, kan een luchtgekoelde lastoorts worden gekozen, zoals weergegeven in de onderstaande afbeelding.
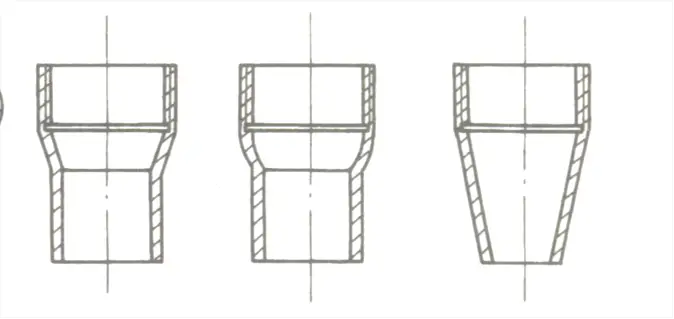
Schematisch diagram van veel voorkomende vormen lasmondstukken
a) Cilindrisch met een conisch uiteinde b) Cilindrisch met een bolvormig uiteinde c) Conische vorm
(4) Gastoevoersysteem
Het gastoevoersysteem bestaat uit een argongascilinder, een argongasstroomregelaar en een elektromagnetische gasklep.
1) Gasfles van argon
De buitenkant is grijs geschilderd en gemerkt met het woord "Argon" in groene verf. De maximale druk van de argongascilinder is 15MPa en het volume is 40L.
2) Elektromagnetische gasklep
Dit apparaat regelt het openen en sluiten van het gastraject, aangestuurd door een tijdvertraagd relais. Het kan de functies vervullen van het vooraf toevoeren van gas en het later stoppen van de gastoevoer.
3) Argon stroomregelaar
Dit apparaat wordt gebruikt voor drukvermindering, stabilisatie en aanpassing van de argonstroom. De argonstroomregelaar ziet eruit zoals in de afbeelding rechts.
(5) Koelsysteem
Dit systeem wordt gebruikt om de laskabel, het laspistool en de wolfraamelektrode te koelen. Als de lasstroom lager is dan 150 A, is waterkoeling niet nodig. Als de lasstroom echter hoger is dan 150 A, is waterkoeling verplicht, geregeld door een waterdrukschakelaar.
5. Lasmaterialen voor TIG-lassen (Tungsten Inert Gas)
De primaire materialen voor TIG-lassen (Tungsten Inert Gas) zijn wolfraamelektroden, argongas en lasdraad.
(1) Wolfraamelektroden
Tijdens het Tig-lassen dienen wolfraamelektroden om elektriciteit te geleiden, de boog te ontsteken en een stabiele boog te handhaven. De soorten wolfraamelektrodematerialen die momenteel in gebruik zijn, zijn de volgende:
1) Zuivere wolfraamelektroden: Met een zuiverheidsgraad hoger dan 99,85%, worden deze aangeduid met W1 en W2. Zuivere wolfraamelektroden vereisen een hogere nullastspanning van de lasmachine en hebben een slechtere stroomdragende capaciteit bij wisselstroom, dus worden ze tegenwoordig zelden gebruikt. Om ze gemakkelijker te kunnen identificeren, zijn ze meestal groen gecoat.
2) De thoriumelektrode met de modelnummers WTh-10 en WTh-15 wordt gemaakt door 1% tot 2% thoriumdioxide (ThO2) toe te voegen aan zuiver wolfraam. De elektronenemissiesnelheid van de thorium wolfraamelektrode is verbeterd, waardoor het toelaatbare stroombereik wordt vergroot, de nullastspanning wordt verlaagd en de booginitiatie en -stabiliteit worden verbeterd. De elektrode is echter licht radioactief. Om het gemakkelijk herkenbaar te maken, wordt het vaak rood gekleurd.
3) De ceriated wolfraamelektrode met modelnummer Wce-20 wordt gemaakt door 2% ceriumoxide (CeO) toe te voegen aan zuiver wolfraam. De ceriated wolfraamelektrode is gemakkelijker om een boog te starten in vergelijking met thoriated wolfraam, heeft een langere levensduur en de radioactiviteit is extreem laag, waardoor het de aanbevolen elektrodemateriaal die momenteel in gebruik is. Om identificatie te vergemakkelijken, is deze meestal grijs gekleurd.
Specificaties van de wolfraamelektrode:
De geleverde lengte varieert van 76 tot 610 mm;
De meest gebruikte diameters zijn 0,5, 1,0, 1,6, 2,0, 2,4, 3,2, 4,0, 5,0, 6,3, 8,0 en 10 mm.
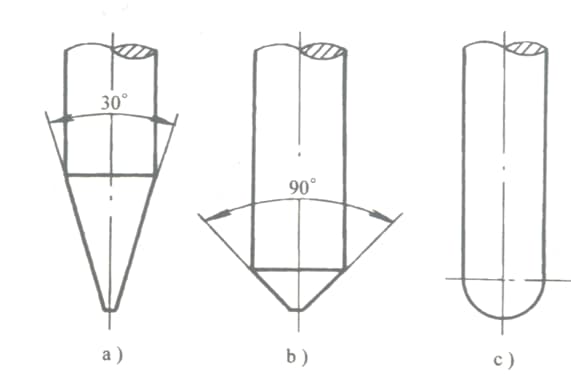
Vorm van de punt van de wolfraamelektrode:
a) Conisch
b) Frustum
c) Bolvormig
(2) argongas
Argon is een inert gas en heeft een grotere dichtheid dan lucht. Het vormt een stabiele gaslaag die het gebied rond het gesmolten bassin bedekt en zo een uitstekende bescherming biedt voor de omgeving. laszone. Er worden hoge eisen gesteld aan de zuiverheid van argon dat wordt gebruikt bij Tig-lassen. Volgens de huidige nationale normen moet de zuiverheid 99,99% bereiken.
Argongas voor lassen wordt geleverd in flessen die grijs geverfd zijn en voorzien van het groene woord "Argon". Het volume van een argongasfles is meestal 40 liter, met een maximale werkdruk van 15MPa. Tijdens het gebruik moet de fles meestal rechtop staan.
(3) Laskabel
De lasdraad voor Tig lassen valt voornamelijk uiteen in twee categorieën: stalen lasdraad en non-ferro metalen lasdraad. De lasdraad kan worden geselecteerd volgens GB/T8110-1995 "Carbon and Low Alloy Steel Welding Wire for Gas Shielded Arc Welding" en YB/T5092-1996 "Lassen Lassen van roestvast staal Draad.
Non-ferrometalen worden over het algemeen gelast met lasdraad die vergelijkbaar is met het moedermateriaal. De Tig lasdraaddiameters omvatten voornamelijk meer dan tien specificaties zoals 0,8, 1,0, 1,2, 1,4, 1,5, 1,6, 2,0, 2,4, 2,5, 4,0, 5,0, 6,0 mm, waarbij draden met een diameter van 2,0 tot 4,0 mm vaak worden gebruikt.
II. TIG lasprocesparameters
1. Soorten en polariteit van lasstroomvoorziening
TIG-lassen (Tungsten Inert Gas) kan zowel wisselstroom (AC) als gelijkstroom (DC) gebruiken. De keuze van de stroomvoorziening hangt af van de soort metaal of legering die wordt gelast; bij gebruik van een gelijkstroomvoeding moet ook rekening worden gehouden met de polariteit.
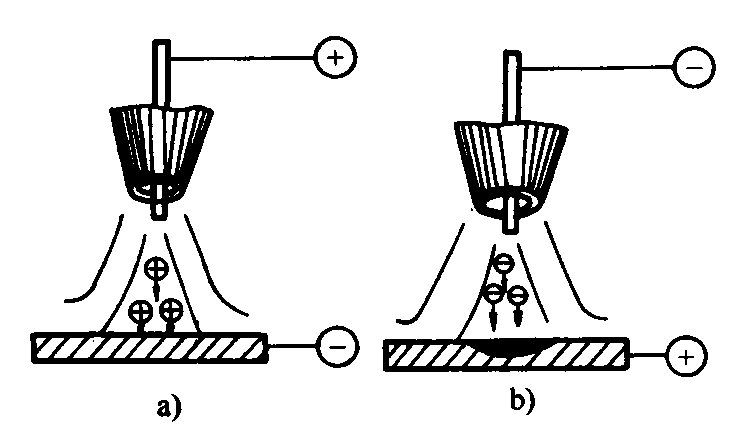
a) Gelijkstroom in omgekeerde richting b) Gelijkstroom voorwaartse verbinding
Bij gebruik van gelijkstroom met omgekeerde polariteit fungeert het werkstuk als kathode en stromen de positieve ionen met een hoge massa argon ernaartoe. Deze ionen raken het oppervlak van het metaalsmeltbad, waardoor de dichte, moeilijk te smelten oxidelaag op het oppervlak van metalen zoals aluminium en magnesium wordt afgebroken. Dit fenomeen staat bekend als "kathode desintegratie".
Bij gelijkstroom met omgekeerde polariteit heeft de wolfraamelektrode, die aan de positieve kant is aangesloten, echter de neiging om oververhit te raken of door te branden vanwege de hoge temperatuur. Daarom wordt het in het algemeen afgeraden om gelijkstroom met omgekeerde polariteit te gebruiken voor aluminium, magnesium en hun legeringen. In plaats daarvan moet voor het lassen zoveel mogelijk wisselstroom worden gebruikt.
Gelijkstroom met rechte polariteit daarentegen voert geen "kathode desintegratie" uit, waardoor het geschikt is voor het lassen van roestvrij staal, hittebestendig staal, titanium, koper en hun legeringen.
Selectie van typen voedingen en polariteit
Typen voeding en polariteit
Gelaste metalen materialen
Gelijkstroom - positieve aansluiting
Koolstofarm staal, laaggelegeerd staal, roestvrij staal, hittebestendig staal en koper, titaniumen hun legeringen
Gelijkstroom - Omgekeerde aansluiting
Toepasbaar voor verschillende metalen in Gas Tungsten Booglassen (GTAW), terwijl TIG-lassen (Tungsten Inert Gas) zelden wordt gebruikt.
Wisselstroomvoeding
Aluminium, magnesium en hun legeringen
2. Wolfraam elektrode diameter en lasstroom
De diameter van de wolfraamelektrode moet worden bepaald op basis van de grootte van de lasstroom, die meestal wordt gekozen op basis van het materiaal en de dikte van het werkstuk dat wordt gelast.
De toelaatbare stroom die overeenkomt met verschillende voedingspolariteiten en wolfraamelektrodiameters.
Thorium-wolfraam elektrode diameter. Toelaatbaar stroombereik in ampère Stroompolariteit
1.0
1.6
2.4
3.2
4.0
Gelijkstroom Voorwaartse Aansluiting
15-80
70~150
150~250
250-400
400~500
Gelijkstroom Omgekeerde Aansluiting
10-20
15-30
25~40
40-55
Wisselstroom Voedingsbron
20-60
60~120
100~180
160~250
200~320
Lasstroom voor handmatig wolfraambooglassen van roestvast staal en hittebestendig staal.
Boogspanning wordt voornamelijk bepaald door de booglengte. Een grotere booglengte kan leiden tot onvolledige penetratie en verslechtering van de afschermingseffecten, dus het is cruciaal om de booglengte zo veel mogelijk onder controle te houden zonder kortsluiting te veroorzaken. Over het algemeen is de booglengte ongeveer gelijk aan de diameter van de wolfraamelektrode.
4. Lassnelheid
De lassnelheid wordt meestal aangepast door de lasser op basis van de grootte, de vorm en de versmeltingstoestand van het lasbad. Een te hoge lassnelheid kan de beschermende gasatmosfeer verstoren, wat leidt tot onvolledige inbranding en porositeit in de lasnaad. Omgekeerd, als de lassnelheid te laag is, is de kans groot dat de lasnaad wordt doorgebrand en ondergesneden.
5. Argon debiet en mondstuk diameter
De diameter van de straalpijp heeft een directe invloed op het bereik van de afschermingszone, die over het algemeen wordt gekozen op basis van de diameter van de wolfraamelektrode. Op basis van productie-ervaring moet de diameter van de straalpijp tweemaal de diameter van de wolfraamelektrode plus 4 mm zijn.
Als de stroomsnelheid juist is, is het lasbad stabiel, is het oppervlak helder en vrij van slak, zijn er geen oxidatiesporen en is de lasnaad esthetisch gevormd.
Als de stroomsnelheid ongeschikt is, heeft het lasbadoppervlak slak en wordt het lasnaadoppervlak donkerder of heeft het een oxidehuid. De juiste argon stroomsnelheid is 0,8-1,2 keer de diameter van het mondstuk.
6. Afstand tussen de spuitmond en het werkstuk
De afstand tussen de spuitmond en het werkstuk moet tussen 8-14 mm liggen. Als de afstand te groot is, is het gasafschermende effect slecht. Als de afstand te klein is, is dit weliswaar gunstig voor de gasafscherming, maar worden het waarneembare bereik en de beschermingszone kleiner.
7. Wolfraam elektrode verlenging lengte
Om te voorkomen dat de hitte van de boog het mondstuk beschadigt, moet het uiteinde van de wolfraamelektrode buiten het mondstuk uitsteken. De uitschuiflengte ligt meestal tussen 3-4 mm. Als het uiteinde te kort is, kan de lasser de smelttoestand moeilijk waarnemen, wat nadelig is voor de werking. Als het verlengstuk te lang is, kan het gasafschermende effect worden beïnvloed.
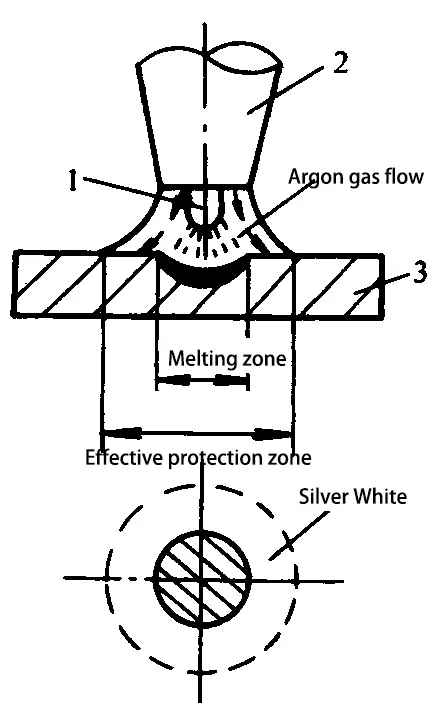
Bedieningstips:
Test de doeltreffendheid van gasafscherming met de puntlasmethode. De specifieke methode omvat puntlassen op een aluminium plaat. Nadat de boog is ontstoken, blijft de lastoorts stilstaan en na 5-10 seconden wordt de stroomtoevoer onderbroken.
Op dit punt verschijnt er, als gevolg van het "kathode versplinteringseffect", een zilverwit gebied rond de vlek op de aluminium plaat. Dit is het effectieve gasafschermingsgebied, bekend als het gebied van de desoxidatiefilm. Hoe groter de diameter van dit gebied, hoe beter het afschermingseffect.
1 wolfraamelektrode, 2 lastoorts, 3 werkstuk
In de werkelijke productie kan de effectiviteit van de gasbescherming worden beoordeeld door de kleur en de aanwezigheid van poriën op het lasoppervlak direct te observeren, zoals weergegeven in de onderstaande tabel.
Bepaling van de effectiviteit van gasbescherming voor roestvast staal en aluminiumlegeringen.
II. Belangrijke punten voor booglassen met wolfraam inert gas met de hand
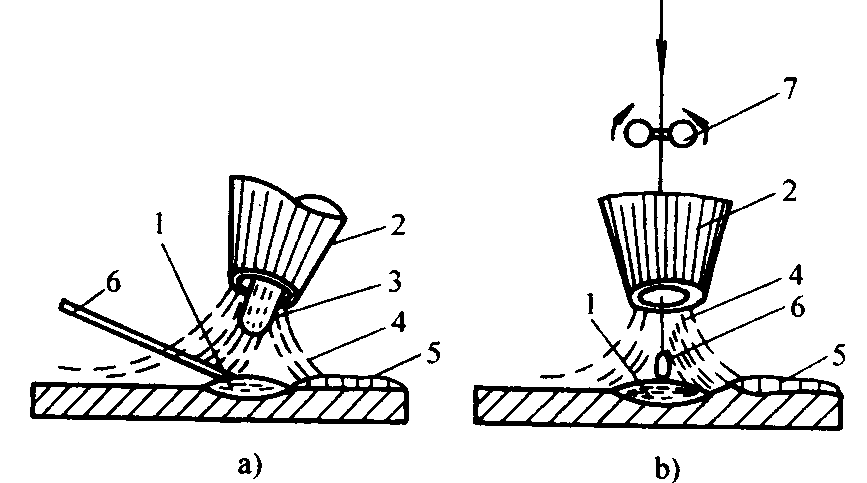
(1) Boogontsteking
Gewoonlijk worden handmatige booglasmachines met wolfraam inert gas geleverd met een boogontstekingsapparaat (hoogspanningspulsgenerator of hoogfrequente oscillator) dat de ontsteking van een boog direct op de laspunt mogelijk maakt door een bepaalde afstand tussen de wolfraamelektrode en het werkstuk aan te houden zonder contact.
Als de machine geen boogontsteking heeft, kan een zuiver koperen plaat of grafietplaat worden gebruikt als boogontstekingsplaat. Op deze plaat wordt de boog ontstoken om het uiteinde van de wolfraamelektrode tot een bepaalde temperatuur te verwarmen (ongeveer 1s), waarna deze onmiddellijk naar de laspositie wordt verplaatst om te booglassen. Deze contactontsteking kan een grote kortsluitstroom produceren, waardoor de punt van de wolfraamelektrode gemakkelijk kan verbranden.
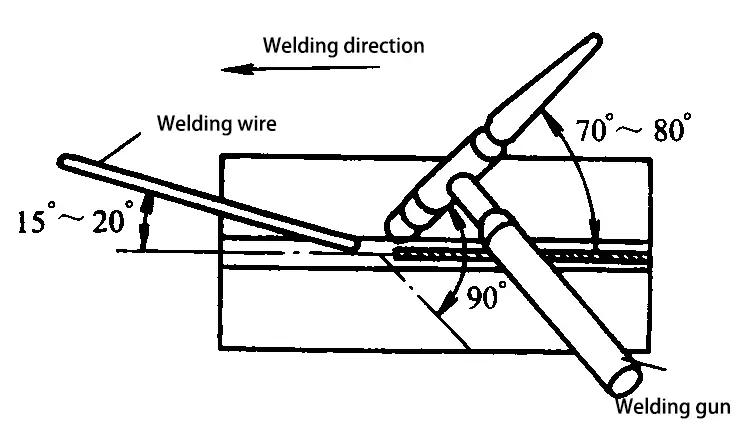
(2) Houding van de toorts en de relatieve positie van de lastoorts, het werkstuk en de lasdraad
Positie voor het vasthouden van de toorts tijdens vlak lassen.
De relatieve positionering van het laspistool, het werkstuk en de lasdraad houdt meestal in dat het laspistool een hoek van ongeveer 70° tot 80° vormt met het oppervlak van het werkstuk, terwijl de lasdraad een hoek van 15° tot 20° vormt met het oppervlak van het werkstuk.
(3) Rechts lassen en links lassen
Rechts lassen is geschikt voor het lassen van dikkere delen, waarbij de lastoorts van links naar rechts beweegt en de boog naar het reeds gelaste deel wordt gericht. Dit is gunstig voor argongas om het lasoppervlak te beschermen tegen oxidatie bij hoge temperatuur.
Links lassen is geschikt voor het lassen van dunnere delen, waarbij de lastoorts van rechts naar links beweegt en de boog naar het ongelaste deel wijst. Dit heeft een voorverwarmingseffect, waardoor het gemakkelijker is om de temperatuur van het smeltbad te observeren en te controleren. De vorming van de lasnaad is goed en de bediening is gemakkelijk onder de knie te krijgen. Over het algemeen wordt links gelast.
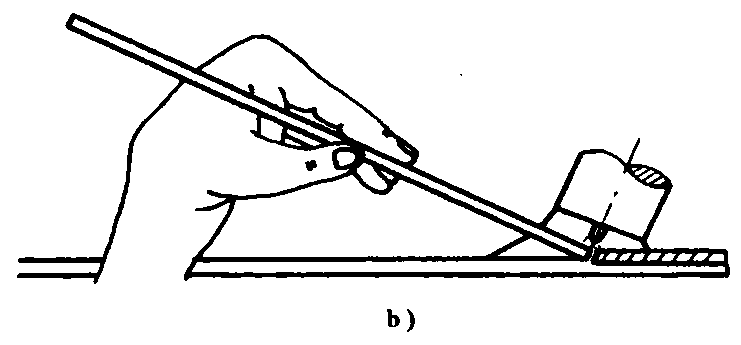
(4) Draad toevoermethode
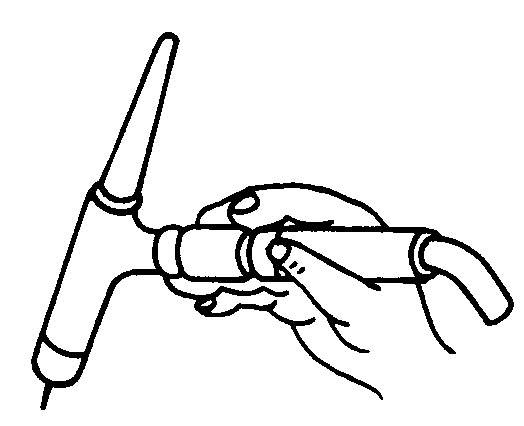
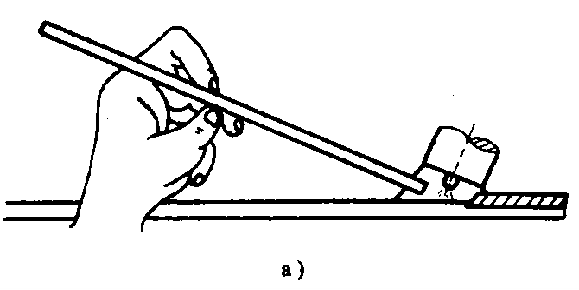
Een methode is om de lasdraad vast te houden met de duim en wijsvinger van de linkerhand, terwijl de middelvinger en de onderkant van de duim ondersteuning bieden. Wanneer draadaanvoer nodig is, houd je de duim en wijsvinger die de gebogen lasdraad vasthouden recht zoals op de volgende afbeelding b. Hierdoor wordt de lasdraad gelijkmatig in het lasgebied gevoerd.
Buig dan snel de duim en wijsvinger met de steun van de middelvinger en de basis van de duim en klem de lasdraad vast zoals op de volgende afbeelding a. Dit vul- en navulproces van de lasdraad wordt herhaald.
Een andere methode is te zien in de volgende afbeelding, waarbij de duim, wijsvinger en middelvinger van de linkerhand samenwerken om de draad aan te voeren. De ringvinger en pink houden de lasdraad vast om de richting te regelen. Door herhaalde opwaartse en neerwaartse bewegingen van de arm en pols wordt de gesmolten punt van de lasdraad in het smeltbad gevoerd. Deze methode wordt vaak gebruikt voor het lassen van alle posities.
(5) Boogbeëindiging
Over het algemeen zijn Tig lasmachines uitgerust met automatische stroomonderbrekers. Bij het beëindigen van de boog levert de knop op de handgreep van de lastoorts met tussenpozen stroom om de krater te vullen. Als er geen stroomafnameapparaat is, kan de boog handmatig worden beëindigd.
De sleutel is om de hitte van het werkstuk geleidelijk te verminderen, zoals het veranderen van de hoek van de lastoorts, de boog iets verlengen en met tussenpozen stroom leveren. Vul bij het beëindigen van de boog de krater en hef de boog langzaam op tot hij dooft. Onderbreek de boog niet abrupt.
Nadat de vlamboog is gedoofd, vertraagt het argongas automatisch enkele seconden voordat het wordt uitgeschakeld om metaaloxidatie bij hoge temperaturen te voorkomen.
1. Voorbereiding voor het lassen
(1) Lasapparatuur: WS-300 type TIG (Tungsten Inert Gas) lasmachine.
(2) Argon gasfles en debietregelaar (AT-15 type).
(3) Gekerfde wolfraamelektrode (Wce-20), 2,4 mm in diameter.
(4) Gasgekoelde lastoorts: QQ-85°/150-1 type.
(5) Werkstuk: Q235-A, afmetingen van 300mm x 100mm x 3mm.
(6) Lasdraad: H08A, 2,0 mm in diameter.
(7) Reinigen van werkstuk en lasdraad.
(8) Montage en hechtlassen.
2. Lasmachine afstellen
(1) Open respectievelijk de gasklep en de stroomschakelaar. Als er geen afwijkingen zijn, stel dan de lasstroom in op 70-100A en de argongasstroom op 6-7L/min.
(2) Voordat de apparatuur formeel in gebruik wordt genomen, moet een belastingscontrole worden uitgevoerd door middel van kort lassen en moet worden gecontroleerd of de gas- en elektrische systemen goed functioneren.
Gebruik links lassen. De hoeken tussen lasdraad, lastoorts en werkstuk zijn zoals aangegeven in de volgende afbeelding.
Beweeg bij het begin van het lassen de stabiel brandende boog naar de rand van de hechtlasnaad. Raak het lasgebied snel aan met de lasdraad om het te verkennen. Als je voelt dat het gebied zacht wordt en begint te smelten, voeg dan onmiddellijk lasdraad toe. Over het algemeen wordt intermitterend druppelen gebruikt om de lasdraad te vullen. Ondertussen maakt de lastoorts lichte voorwaartse zwaaibewegingen.
Als tijdens het lasproces de opening tussen de werkstukken kleiner wordt, moet je stoppen met draad toevoegen, de boog 1-2 mm laten zakken en doorgaan met direct doorsteken. Als de opening groter wordt, moet je snel lasdraad toevoegen aan het smeltbad en de lastoorts naar voren bewegen.
Nadat een lasdraad opgebruikt is, de lastoorts voorlopig niet optillen. Druk op de stroomvertragingsschakelaar, vervang de lasdraad snel met uw linkerhand, plaats het uiteinde van de lasdraad aan de rand van het smeltbad, start dan de normale lasstroom en las verder.
(2) Deksel lassen
Voor het lassen van de deklaag moet je de lasstroom op de juiste manier verhogen en een iets grotere diameter wolfraam elektrode en lasdraad kiezen dan bij het lassen van de grondlaag. Tijdens het lassen moet de hoek tussen de lasdraad en het werkstuk zo klein mogelijk zijn en moet de lastoorts zijdelings in een klein zaagtandpatroon bewegen.
(3) Sluit na het lassen de gasleiding en stroomtoevoer af en maak de lasplaats schoon.
Laskwaliteitsbeoordelingsformulier
Project
Beoordelingsvereisten:
Score
Aftrekcriteria:
Inspectieresultaten
Score
Bediening van lasmachine
Correct gebruik van lasmachines
10
Geen punten voor foute antwoorden.
Selectie van procesparameters
Rationele selectie van parameters
10
Geen punten voor onredelijke antwoorden.
Variatie lasnaadbreedte
≤1
10
Geen punten voor het overschrijden van de normen.
Resterende hoogte lasnaad
0~2
10
Geen punten voor het overschrijden van de normen.
Variatie in resterende lasnaadhoogte
≤1
5
Geen punten voor het overschrijden van de normen.
Verkeerde uitlijning
Geen
5
Geen punten voor het overschrijden van de normen.
Hoekvervorming na het lassen
≤3
5
Geen punten voor het overschrijden van de normen.
Slakinsluiting
Geen
10
Een aftrek van 5 punten voor elk voorval.
Poreus
Geen
5
2 punten aftrek voor elk voorval.
Onvolledige penetratie
Geen
5
Een aftrek van 5 punten voor elk voorval.
Onvolledige fusie
Geen
5
Een aftrek van 5 punten voor elk voorval.
Ondersnijding
Geen
5
Een aftrek van 4 punten voor elk voorval.
Depressie
Geen
5
Een aftrek van 4 punten voor elk voorval.
Lasnaad verschijningsvorm
De golf is gelijkmatig en esthetisch mooi.
10
Kortingen worden gepast toegepast op basis van de werkelijke situatie.
FAQ over TIG-lassen
1. Wat gebeurt er als de lasdraad per ongeluk de wolfraamelektrode raakt tijdens het lassen?
Als de lasdraad de wolfraamelektrode raakt, waardoor onmiddellijk kortsluiting ontstaat, de lasnaad wordt verontreinigd en wolfraam wordt ingesloten, moet u onmiddellijk stoppen met lassen. Gebruik een slijpschijf om de verontreinigde plek af te slijpen tot de metaalglans weer zichtbaar is. De verontreinigde wolfraamelektrode moet opnieuw worden geslepen voordat u verder kunt lassen.
2. Wat is de invloed van het argongasdebiet op de kwaliteit van de lasnaad bij handmatig lassen? wolfraam booglassen?
Als de argongasstroom te klein is, kunnen defecten zoals porositeit en lasnaadoxidatie optreden. Als de argongasstroom te groot is, ontstaat er turbulentie die lucht in het lasgebied trekt, waardoor het beschermende effect afneemt. In de productiepraktijk is het optimale argongasdebiet voor een mondstuk met een diameter van 12-20 mm 8-16 l/min.
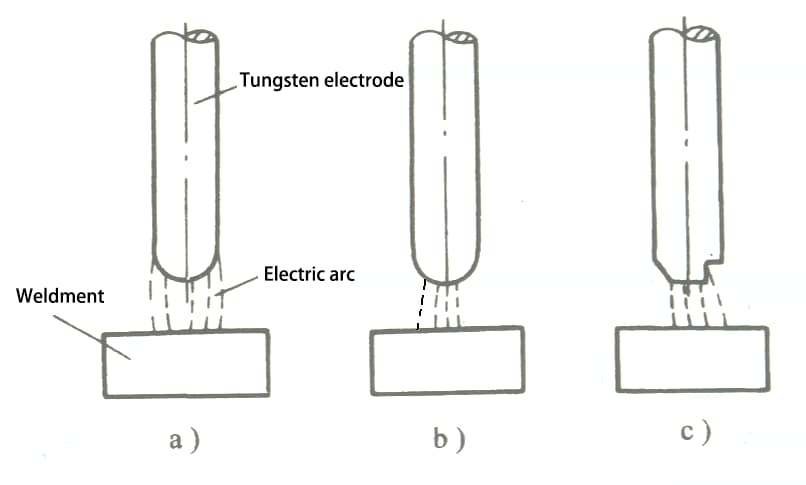
3. Hoe bepaal je of de lasstroom geschikt is bij booglassen met de hand?
Wanneer de lasstroom geschikt is, is de boog aan het uiteinde van de wolfraamelektrode halfrond (zoals weergegeven in figuur a hieronder), op welk punt de boog stabiel is en de lasvorming goed is.
Als de lasstroom te klein is, zal de boog aan het uiteinde van de wolfraamelektrode afwijken, waardoor de boog gaat drijven (zoals te zien is in afbeelding b hieronder).
Als de lasstroom te groot is, wordt de punt van de wolfraamelektrode heet en een deel van de wolfraamelektrode smelt en valt in het smeltbad (zie figuur c hieronder), waardoor defecten zoals ingesloten wolfraam ontstaan en de boog onstabiel wordt, wat leidt tot slecht laswerk kwaliteit.
a) Normale lasstroom b) Te kleine lasstroom c) Te grote lasstroom
4. Waar moet op gelet worden tijdens het booglassen met de hand?
Tijdens het grondlassen moet zoveel mogelijk gebruik worden gemaakt van kort booglassen, moet de hoeveelheid lasdraad kleiner zijn en moet de lastoorts zo min mogelijk bewegen. Wanneer de ruimte tussen de werkstukken klein is, penetratielassen direct worden uitgevoerd. Als er defecten zijn in de hechtlasnaad, moeten de defecten worden afgeslepen en de methode van omsmelten is niet toegestaan om de defecten op de hechtlasnaad aan te pakken.
Tijdens het afdeklassen moet de toevoegdraad gelijkmatig en met de juiste snelheid worden toegevoegd. Als de snelheid te hoog is, zal de las een hoge resthoogte hebben; als de snelheid te laag is, zal de lasnaad hol en ondergesneden zijn. De temperatuur van het werkstuk zal aanzienlijk stijgen aan het einde van het lassen, op dit moment moet de lassnelheid op de juiste manier worden verhoogd en er moeten nog een paar druppels worden toegevoegd om de boogput te vullen wanneer de boog wordt gedoofd om de vorming van boogputscheuren te voorkomen.
Bij booglassen met de hand werken beide handen tegelijkertijd, wat anders is dan bij booglassen met een elektrode. Tijdens het lassen is de coördinatie van beide handen bijzonder belangrijk. Daarom moet de basisvaardigheidstraining op dit gebied worden versterkt.
5. Hoe gebruik je een handmatige wolfraambooglasmachine op de juiste manier?
Voordat de lasser aan het werk gaat, moet hij de gebruiksaanwijzing van het lasapparaat lezen en de algemene structuur van het lasapparaat en de juiste gebruiksmethode begrijpen; het lasapparaat moet correct worden aangesloten volgens het externe aansluitschema en de spanningswaarde op het typeplaatje moet overeenkomen met de spanningswaarde van het netwerk en de behuizing moet betrouwbaar worden geaard; voordat het lasapparaat wordt gebruikt, moeten de aansluitingen van de water- en gascircuits worden gecontroleerd om een normale water- en gastoevoer tijdens het lassen te garanderen. Als het werk klaar is of als de werkplaats tijdelijk wordt verlaten, moet de stroom worden uitgeschakeld en moeten de klep van de waterbron en de gasfles worden gesloten.
6. Wat zijn de veelvoorkomende storingen van handmatige wolfraambooglasmachines? Hoe problemen oplossen?
Veel voorkomende storingen van lasmachines voor booglassen zijn onder andere blokkering of lekkage van water- en gascircuits; de wolfraamelektrodehouder van de lastoorts is niet vastgedraaid, waardoor de boog instabiel is; slecht contact tussen het werkstuk en de massadraad of onzuivere wolfraamelektrode kan de boog niet veroorzaken; de zekering van de lasmachine is open circuit, de schakelaar van de lastoorts heeft slecht contact waardoor de lasmachine niet normaal kan starten; schade aan interne elektronische componenten van de lasmachine of andere mechanische apparatuurfouten, enz. Veel voorkomende storingen en methodes voor probleemoplossing staan in de volgende tabel.
Veel voorkomende storingen, oorzaken en foutopsporingsmethoden van wolfraam elektrode Tig lasmachines
Storingskenmerken:
Oorzaken
Methoden voor probleemoplossing:
Bij het aansluiten van de voeding gaat het indicatorlampje niet branden.
(1) Vervang de schakelaar (2) Vervang de zekering (3) Vervang de transformator (4) Vervang het indicatielampje
Het aircocircuit ontlaadt, maar het lasapparaat kan niet starten.
(1) Slecht contact van de schakelaar op het laspistool (2) Storing startrelais (3) Beschadiging stuurstroomtransformator of slecht contact
(1) Vervang de schakelaar op de lastoorts (2) Het relais repareren (3) Repareer of vervang de stuurstroomtransformator.
Er is een oscillatorontlading, maar die kan geen vlamboog starten.
(1) Slecht contact tussen de voeding en het lasstuk (2) Doorbranden van het contactpunt van de lasstroomschakelaar (3) Fout in besturingscircuit
(1) Reparaties uitvoeren (2) Repareer de contactor (3) Repareer het besturingscircuit
De lasboog wordt onstabiel na de initiatie.
(1) De boogstabilisator werkt niet goed. (2) De fout in de gelijkstroomcomponent herstellen. (3) De lasstroomkabel heeft een slechte verbinding.
(1) Inspecteer de boogstabilisator. (2) Vervang de gelijkstroomcomponenten. (3) Repareer de lasstroomvoorziening.
Er komt geen argongas uit nadat het lasapparaat is gestart.
(1) Luchtstroomobstructie (2) Storing elektromagnetische luchtklep (3) Storing in het besturingscircuit (4) Vertraging lijnbreuk
(1) Reinig de luchtdoorgang (2) Vervang de elektromagnetische luchtklep (3) Repareer het besturingscircuit (4) De vertragingslijn onderhouden
Er is geen oscillatie of de oscillatievonk is zwak.
(1) Storing in de pulsbooggenerator of hoogfrequente oscillator (2) Verkeerde vonkontladingsafstand (3) Mica doorboring in de afvoerplaat (4) Doorgebrande ontladingselektrode
(1) Onderhoud (2) De opening tussen de losplaten aanpassen (3) Mica vervangen (4) De elektrode van de ontladingsinrichting vervangen.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Stelt u zich eens voor hoe het zou zijn om uw lasproces te transformeren met een techniek die de efficiëntie verhoogt zonder aan kwaliteit in te boeten. Hete draad TIG-lassen bereikt precies dat door de lasdraad voor te verwarmen, waardoor zowel de snelheid...
Heb je je ooit afgevraagd of MIG- of TIG-lassen de beste keuze is voor jouw project? Dit artikel gaat in op de belangrijkste verschillen, voordelen en toepassingen van elke lasmethode. Van efficiëntie...
Stelt u zich eens voor dat u lassen met een ongekende diepte en sterkte kunt maken, wat een revolutie teweegbrengt in uw fabricageprojecten. Dit artikel onderzoekt de verschillen tussen TIG- en A-TIG-lassen, waarbij de nadruk ligt op hoe A-TIG de laspenetratie...
Wat als je de penetratie en efficiëntie van lassen drastisch zou kunnen verbeteren met een nieuwe lasmethode? Het artikel onderzoekt Poedersmeltbad gekoppeld actief TIG-lassen, een techniek waarbij MnCl2...
Heb je je ooit afgevraagd wat de verborgen gevaren zijn achter de felle lasvonken? In dit artikel onderzoeken we de schadelijke effecten van argonbooglassen op het menselijk lichaam....
Is volledig penetratielassen altijd beter dan diepfusielassen? Deze vraag is voor velen in de metaalbewerkingsindustrie een raadsel. In dit artikel worden de sterke en zwakke punten van beide technieken...
Hoe kan koolstofstaal lassen zowel een gebruikelijke praktijk als een complexe uitdaging zijn? Deze gids verkent de ingewikkelde wereld van het lassen van koolstofstaal en behandelt de soorten koolstofstaal, hun...
Heb je je ooit afgevraagd hoe complexe machines naadloos met elkaar verbonden blijven? Dit artikel duikt in de fascinerende wereld van stuiklassen - een zeer efficiënte methode om metalen aan elkaar te bevestigen. Je leert meer over de...
Heb je je ooit afgevraagd hoe brandstoftanks en olievaten naadloos aan elkaar worden gelast? Naadlassen, een fascinerende techniek waarbij gebruik wordt gemaakt van rolelektroden, is de sleutel. In dit artikel ontdek je...