
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Stel je voor dat je metaal snijdt met precisie en minimale vervorming - is dat mogelijk? Vlamsnijden, een veelgebruikte methode in de metaalbewerking, brengt vaak uitdagingen met zich mee zoals door warmte veroorzaakte vervorming en spanning. Dit artikel biedt deskundige tips voor het optimaliseren van uw vlamsnijproces om zuivere sneden te verkrijgen en vervorming tot een minimum te beperken. Door deze richtlijnen te volgen, leert u hoe u de sneden effectief opeenvolgt, de warmteverdeling beheert en de beste uitgangspunten voor de sneden selecteert. Ontgrendel het potentieel van brandsnijden en verbeter uw metaalbewerkingsprojecten met deze praktische inzichten.

De juiste snijvolgorde is verdeeld in twee delen: het binnenste gat van het onderdeel snijden en de rand van het onderdeel snijden.
De juiste snijvolgorde voor interne gaten van componenten moet het principe volgen van eerst de binnenkant snijden en dan de buitenkant, beginnen met kleinere gaten voor grotere, ronde gaten voor onregelmatige en beginnen met complexere vormen voor eenvoudigere.

Als er meerdere gaten in plaatonderdelen zitten, is het aan te raden om eerst het middelste gat te snijden en dan stap voor stap naar buiten te werken. Dit helpt om ervoor te zorgen dat de snijhitte gelijkmatig naar buiten wordt uitgestraald.
Dat betekent dat als de maten van de binnengaten verschillen, het aanbevolen is om eerst de kleinere gaten te snijden. Het snijden van de kleinere gaten genereert minder snijhitte, wat resulteert in minder thermische impact op het werkstuk.
Bij het snijden van cirkelvormige gaten zorgt de uniformiteit van de cirkel voor een relatief evenwichtige uitgaande snijdwarmte. Voor vierkante gaten is de balans van de uitgaande snijdwarmte echter duidelijk onvoldoende.
De thermische spanning die ontstaat door snijdwarmte heeft een aanzienlijke invloed op de verplaatsing en vervorming van onderdelen.
Bij het snijden van dichte gaten kan het overslaan van sneden in plaats van continu opeenvolgend snijden helpen om de impact van spanningen door snijdwarmte op onderdelen te verminderen.
Wanneer je gaten van verschillende vormen in de plaat snijdt, is het aan te raden om te beginnen met de gaten met een complexe vorm en dan verder te gaan met de eenvoudigere gaten.
De keuze van het startpunt voor het profielsnijden is direct gerelateerd aan de snijvolgorde. Als de omstandigheden het toelaten, verdient gesloten ring snijden de voorkeur. Dit betekent dat er geen snijopening mag zijn aan de overblijvende materiaalrand.
Wanneer de materiaaldikte groot is en de materiaalrand niet kan worden gesneden, kan een snijlijn met controlefunctie worden gebruikt. Door de snijlijnen met controlefunctie te beperken, wordt de vervorming van het snijden beperkt.
De snijlijnen met controlefunctie hebben een geometrisch kenmerk waarbij het uiteinde kleiner is dan de voorkant.
Als er geen rand is, moeten er maatregelen worden genomen om de positie van het snijpunt en de snijrichting te kiezen.
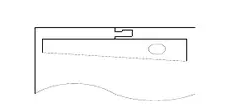
Fig. 1
Geforceerde bevestigingsmethoden, zoals het persen van gewichten, worden vaak gebruikt bij het profilerend snijden om de verplaatsing van onderdelen of onbewerkte materialen te beperken.
Bij NC-snijden wordt meestal de 'stop-ijzer-limiet'-methode gebruikt om het verplaatsingsfenomeen onder controle te houden.
Deze methode is geschikt voor gelijktijdige gas snijden van meerdere smalle en lange vormstukken op een enkele staalplaat. Het is een effectieve manier om buigvervorming onder controle te houden tijdens het gas snijproces.
Deze methode is geschikt voor het gelijktijdig snijden van meerdere smalle en lange vormstukken op een enkele staalplaat met behulp van gas snijden. Het is een effectieve manier om buigvervorming te controleren tijdens het gas snijden.
Tijdig koelen kan de vervorming effectief onder controle houden.
Wanneer NC-snijden wordt gebruikt op een Q235 plaat met een dikte van 6 mm, een lengte van 6 m en een breedte van 50 mm kan het toepassen van een koelmethode met water ongeveer 50 mm achter de afstandhouder de buigvervorming aanzienlijk verminderen.
Het is belangrijk om de waterkoelmethode onmiddellijk toe te passen, terwijl ook rekening moet worden gehouden met de gevoeligheid van gasgeslepen staal voor blussen in water om scheuren of verharde structuren door overmatig water geven te voorkomen.
Bij het handmatig of semi-automatisch snijden van lange en smalle stroken uit een staalplaat wordt aanbevolen om lange gaten van (3-5)mm * (50-80)mm te maken aan beide uiteinden van de snijlijn. Deze voorbereiding helpt de buigvervorming van de snijdelen te verminderen, waardoor er nauwkeuriger langs de beoogde lijn gesneden kan worden.
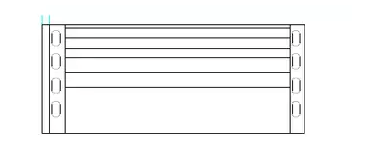
Fig. 2
Als de dikte van de gassnijplaat afneemt tot 8 mm of minder, worden de krimp en vervorming van de snijrand steeds duidelijker. Om opbolling of onderdrukking tijdens het snijden te minimaliseren, kunnen zware voorwerpen op de plaat worden geplaatst om deze effecten te onderdrukken en onder controle te houden.
Bij intervalsnijden wordt er na het snijden van een bepaalde lengte in het snijproces een lengte van 10~30 mm overgelaten voordat er een nieuwe snede wordt gemaakt. Deze methode is zeer effectief bij het controleren van de verplaatsing tijdens het snijden.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











