
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd waarom lasergesneden metaal soms ruwe randen heeft? Dit artikel duikt in de oorzaken van bramen bij het lasersnijden en biedt praktische oplossingen om gladdere sneden van hoge kwaliteit te verkrijgen. Leer hoe u uw lasersnijproces kunt optimaliseren en de kwaliteit van uw werkstuk kunt verhogen!

Lasersnijden richt een laserstraal op het oppervlak van een materiaal met behulp van een focuslens. Hierdoor smelt, verdampt en verbrandt het materiaal.
Tegelijkertijd blaast een samengeperst gas coaxiaal met de laserstraal het gesmolten materiaal weg.
Door de laserstraal langs een specifieke baan ten opzichte van het materiaal te bewegen, wordt een snede met een specifieke vorm gemaakt, waardoor materiaal wordt gesneden.
Lasersnijden biedt voordelen zoals hoge precisie, smalle kerfgladde snijoppervlakken, hoge snelheden en superieure verwerkingskwaliteit voor een breed scala aan materialen.
Momenteel wordt lasersnijtechnologie op grote schaal toegepast in verschillende sectoren. Vanwege de lage verwerkingskosten, hoge efficiëntie en veelzijdigheid in het verwerken van materialen, is lasersnijden een veelgebruikte methode geworden in de industrie. plaatmetaal industrie.
Er zijn echter uitdagingen, zoals gesmolten slak en bramen die zich tijdens de verwerking aan het materiaal hechten, wat problemen veroorzaakt voor managers op locatie. Werkstukbramen worden geïllustreerd in afbeelding 1.

Braamvorming komt vaak voor tijdens het bewerken van lasersnijmachines en is nog steeds een onopgelost probleem. metaal snijden theorie.
De braam heeft invloed op de maatnauwkeurigheid, vorm- en positienauwkeurigheid en de oppervlakteruwheid van het bewerkte werkstuk. Vandaag bespreken we de meest voorkomende oorzaken van bramen bij lasersnijden en de beschikbare oplossingen.

Oorzaak 1: Offsetpositie van Focus laserstraal
Oorzaak 2: onvoldoende uitgangsvermogen
Oorzaak 3: Langzaam snijden Lijnsnelheid
Oorzaak 4: onzuiver hulpgas
Oorzaak 5: Langere bedrijfstijd
Oorzaak 6: Tekortkomingen in lasersnijapparatuur
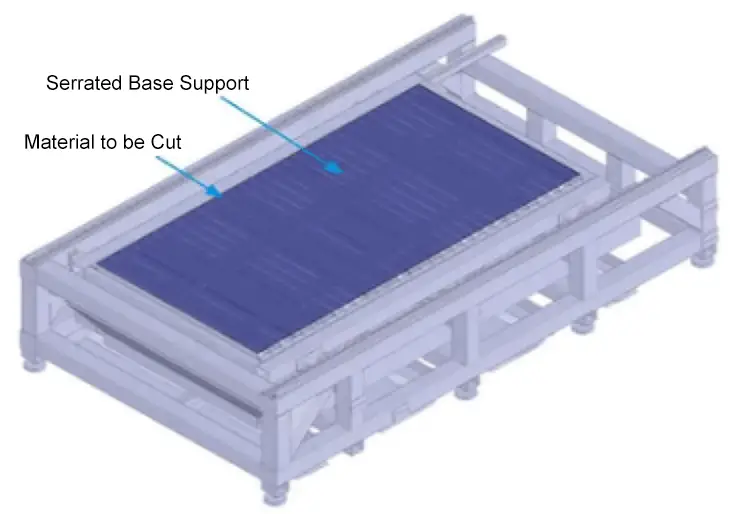
De zaagdiepte van de zaagtandplaat van de lasersokkel is bijvoorbeeld ondiep en de conus is onvoldoende, wat leidt tot overmatig contact met het plaatmetaal.
Dit resulteert in obstakels tijdens het laserprikken en een geblokkeerde gasstroom, waardoor gesmolten slak zich vasthecht, terugkaatst en bramen creëert, zoals getoond in afbeelding 2.
Bramen op werkstukkanten kunnen ernstige gevolgen hebben voor de latere buig-, las- en montageprecisie. Ze vormen ook een potentieel veiligheidsrisico voor operators.
Werkstukken met bramen die zijn aangebracht op gaskasten in ringnetwerken kunnen de luchtdichtheid aanzienlijk beïnvloeden.
In elektrische systemen kunnen bramen kortsluiting in het circuit veroorzaken of het magnetische veld beschadigen, waardoor de normale werking van het systeem wordt verstoord of andere schade wordt aangericht.
1. Apparatuurparameters aanpassen:
Afhankelijk van het materiaal dat verwerkt wordt, past u herhaaldelijk het vermogen, de luchtdruk, het debiet, de brandpuntsafstand en de voedingssnelheid aan om optimale omstandigheden te bereiken.
Sla de gegevens op voor batchverwerking in de toekomst. Als je alleen vertrouwt op parameters die door de machine worden aangeleverd, zul je geen kwaliteitswerkstukken produceren.
2. Selecteer Hulpgas:
De keuze van het hulpgas beïnvloedt de verwerkingskwaliteit. Verschillende materialen vereisen verschillende gassen.
Bijvoorbeeld, wanneer snijden van roestvrij staalwordt stikstof aanbevolen. Stikstof, vaak een inert gas genoemd, voorkomt niet alleen explosieve punten tijdens het lasersnijden, maar zorgt er ook voor dat het verhitte uiteinde niet meteen oxideert, wat resulteert in een gladdere en helderdere snede.
De zuiverheid van het gas is ook essentieel; kies altijd voor gassen met een hoge zuiverheid.
3. Inspecteer de onderdelen van de apparatuur:
Oudere apparatuur kan bramen produceren door slijtage of vervuiling van belangrijke onderdelen. Zaken als lenzen die vervuild zijn met olievlekken, kleine scheurtjes en beschadigde snijmondstukken kunnen van invloed zijn op laservermogen transmissie.
Je kunt dit beoordelen door te kijken of de gevormde lichtvlek afgerond is. Een afgeronde lichtvlek duidt op een gelijkmatige energieverdeling en een hoge snijkwaliteit.
Regelmatige inspectie van belangrijke onderdelen kan de snijkwaliteit garanderen.
4. Optimaliseer de structuur van de apparatuur:
Afhankelijk van het werkstuk dat wordt verwerkt, kunt u de structuur van de apparatuur verbeteren.
Als bijvoorbeeld het zaagtandblad van de lasersokkel over een groot gebied contact maakt met het plaatmetaal en bramen produceert, kunt u dit aanpassen op basis van specifieke omstandigheden door de taper te verkleinen of de tanddiepte te vergroten, zoals getoond in Afbeelding 3, om interferentie bij het bewerken te voorkomen.
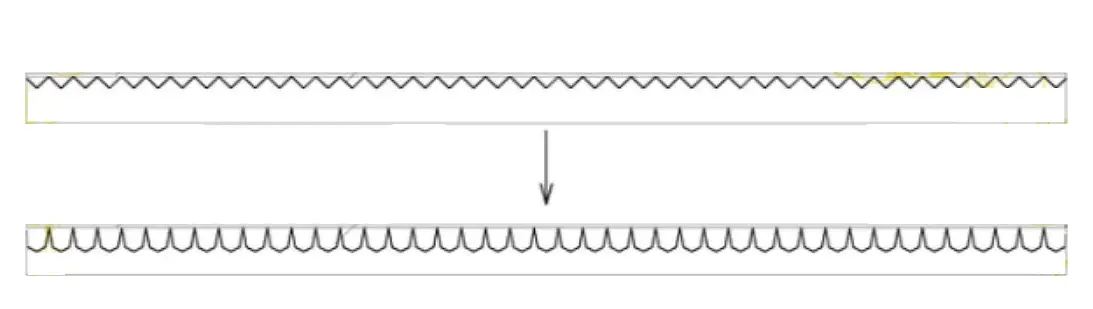
De verbeterde basis wordt getoond in Figuur 4.
5. Werkstukranden optimaliseren:
Bij daadwerkelijke productie is waargenomen dat te gestructureerde werkstukkanten de verwerkingskwaliteit beïnvloeden. Vierkante overgangen, in vergelijking met afgeronde of afgeschuinde, zijn vatbaarder voor bramen, zoals te zien is in figuur 5.
Het is aan te raden om waar mogelijk afgeronde of afgeschuinde overgangen te gebruiken om spanningsconcentraties te verminderen.
In feite zijn bramen de overmatige restdeeltjes op het oppervlak van metalen materialen.
Wanneer de lasersnijmachine een werkstuk bewerkt, zorgt de energie die gegenereerd wordt door de laserstraal die het oppervlak van het werkstuk bestraalt ervoor dat het oppervlak verdampt en verdampt, waardoor het snijdoel bereikt wordt.
Als een materiaal bramen heeft, kan het als ondermaats worden beschouwd; hoe meer bramen, hoe lager de kwaliteit.
Daarom moeten we hier extra aandacht aan besteden bij toekomstige verwerking!

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











