
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Bent u voor uw volgende project aan het kiezen tussen revolverstansen en lasersnijden? Inzicht in hun unieke voordelen en beperkingen is cruciaal. Dit artikel gaat in op de mogelijkheden van beide technieken en vergelijkt aspecten zoals precisie, snelheid, flexibiliteit en kostenefficiëntie. Aan het eind weet u welke methode het beste past bij uw specifieke behoeften, of het nu gaat om eenvoudig perforeren of ingewikkeld vormsnijden.


Een laser is een type licht dat wordt gegenereerd door de overgang van atomen, moleculen of ionen. In tegenstelling tot typische lichtbronnen is laserlicht voornamelijk gebaseerd op gestimuleerde emissie, wat resulteert in een zeer zuivere kleur, intense helderheid en hoge coherentie.
In lasersnijden machines wordt de straal via de lens in de snijkop gefocust in een klein punt. Deze spot heeft een hoge vermogensdichtheid en de snijkop wordt langs de z-as gepositioneerd.
Tijdens het snijproces overtreft de warmte-input van de bundel de door het materiaal gereflecteerde, geleide of verspreide warmte, waardoor het materiaal snel opwarmt tot zijn smelt- en verdampingstemperatuur.
Een luchtstroom met hoge snelheid verwijdert vervolgens het gesmolten en verdampte materiaal, al dan niet in coaxiale richting, waardoor er sneden in het materiaal ontstaan.
Met de relatieve beweging tussen de focus en het materiaal wordt een continue en smalle spleet gevormd, waardoor het snijden van het materiaal voltooid is.
De procesparameters (zoals snijsnelheid, laservermogenen gasdruk) en het bewegingstraject worden bestuurd door een numeriek besturingssysteem tijdens het slit snijden. De slak bij de spleet wordt ook verwijderd door een hulpgas onder druk.
De laserstraal heeft echter een bepaalde divergentiehoek en is "conisch" van vorm, wat betekent dat de hoogte kan veranderen (gelijk aan de verandering in de optische weglengte van de lasersnijder). Dit resulteert in een verandering in de dwarsdoorsnede van de straal op het oppervlak van de focuslens.
Bovendien heeft licht golfachtige eigenschappen, wat leidt tot diffractie. Diffractie zorgt ervoor dat de lichtbundel zijdelings uitzet tijdens zijn reis, wat een veel voorkomend verschijnsel is in alle optische systemen en hun prestaties beperkt.
De Gaussische straalkegel en diffractie van lichtgolven zorgen ervoor dat de straaldiameter op het lensoppervlak verandert als de optische weglengte verandert. Dit leidt tot veranderingen in focusgrootte en -diepte, maar heeft weinig effect op de focuspositie.
Als tijdens continue verwerking de focusgrootte en -diepte veranderen, kan dit het resultaat van de verwerking aanzienlijk beïnvloeden. Dit kan bijvoorbeeld resulteren in een inconsistente breedte van de snijnaad, onvolledig snijden of ablatie van materiaal bij hetzelfde snijvermogen.
Dit is een nadeel van het principe van de lasersnijmachine.
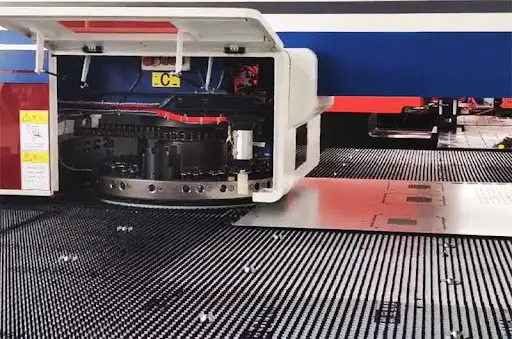
A CNC revolver De pons kan gebruikt worden voor het bewerken van alle soorten plaatwerkonderdelen en kan automatisch complexe gaten en ondiepe uitrekkingen maken in één bewerking.
Op basis van de vereisten kunnen gaten van verschillende vorm, grootte en afstand automatisch verwerkt worden.
Grote ronde gaten, vierkante gaten, taille gaten en een verscheidenheid aan gebogen contouren kunnen ook in stappen geponst worden met kleine matrijzen.
Speciale processen, zoals louvres, ondiep uitrekken, tegenboren, flens gaten, verstevigingen en reliëf kunnen ook worden uitgevoerd.
Door eenvoudige matrijscombinatie, vergeleken met traditioneel stempelen:
De CNC revolverpons heeft een hoge bewerkingsprecisie en stabiele bewerkingskwaliteit.
Hij heeft een groot verwerkingsformaat en kan een formaat van 1,5 m x 5 m in één bewerking verwerken.
Het kan multi-coördinaat koppelingen uitvoeren en onderdelen verwerken met complexe vormenen kan ook worden gebruikt voor scheren en vormen.
Als bewerkingsdelen moeten worden gewijzigd, hoeft alleen het NC-programma te worden aangepast, wat tijd bespaart bij de productievoorbereiding.
De pons zelf heeft een hoge precisie en stijfheid, waardoor optimale verwerkingsomstandigheden en een hoge productiviteit mogelijk zijn.
De stempel heeft een hoge mate van automatisering, waardoor de arbeidsintensiviteit afneemt.
Het is eenvoudig te bedienen en met basiskennis van computers is een training van 2 tot 3 dagen voldoende.
De CNC revolverponsmachine bespaart op matrijskosten en maakt het mogelijk om kleine batches en diverse producten tegen lage kosten en met korte cycli te verwerken.
Het heeft een breed verwerkingsbereik en -capaciteit, waardoor het zich tijdig kan aanpassen aan markt- en productveranderingen.
Verwerkingsmodus van servotorrevolver CNC pons:
(1) Enkelvoudig ponsen: Het ponsproces wordt in één bewerking voltooid, inclusief lineaire verdeling, boogverdeling, omtrekverdeling en ponsen van rastergaten.
(2) Continu Blanking in dezelfde richting: De methode van gedeeltelijke overlappende verwerking met een rechthoekige matrijs kan worden gebruikt om lange gaten te produceren en om te trimmen.
(3) Multi-Direction Continuous Blanking: Het proces van het bewerken van grote gaten met behulp van kleine mallen.
(4) Knabbelen: Continu ponsen van bogen met behulp van kleine ronde matrijzen in kleine stappen.
(5) Enkelvoudig vormen: Een eenmalig ondiep rekproces, gebaseerd op de vorm van de matrijs.
(6) Continu vervormen: Vervormingsprocessen die groter zijn dan de matrijsgrootte, zoals grote louvres, walsribben en walsstappen.
(7) Matrijsvorming: Meerdere identieke of verschillende werkstukken op een grote plaat bewerken.
Beide lasersnijden en CNC ponsen zijn essentiële verwerkingsmethoden in productie en verwerking.
Om de meest efficiënte en kosteneffectieve methode te kiezen, is het belangrijk om de unieke kenmerken van elke methode te begrijpen.
Op basis van mijn ervaring hebben de twee methoden de volgende kenmerken en verschillen:
CNC ponsen snijdt voornamelijk rechte lijnen, vierkante gaten, ronde gaten en langwerpige gaten, met een eenvoudig en vast patroon.
Het wordt voornamelijk gebruikt voor het verwerken van koolstofstalen platen en aluminiumplaten met een dikte van minder dan 6 mm.
CNC ponsen wordt niet aanbevolen voor roestvrijstalen platen met een dikte van meer dan 2 mm, omdat het materiaal een hoge viscositeit en hardheid heeft, wat leidt tot vaak wegspringen van materiaal en vastplakken van gereedschap, en een hoog matrijsverbruik.
Over het algemeen heeft CNC ponsen een hoge verwerkingssnelheid met vaste matrijzen. Als er een nieuwe matrijs nodig is, duurt de ontwikkelingscyclus minstens drie weken en zijn de kosten hoog.
De mate van flexibiliteit is laag, bramen verwijderen op het verbindingspunt is een uitdaging en de markering van de mesverbinding is merkbaar.
Voor onderdelen met een lengte van minder dan 500 mm is de bewerkingsnauwkeurigheid ongeveer +/ - 0,10 mm.
Lasersnijden is flexibeler en heeft een snellere snijsnelheid en hogere productie-efficiëntie.
Het heeft een kortere productiecyclus, geen vervorming tijdens de verwerking en geen matrijs nodig.
Elke vorm kan in één bewerking nauwkeurig gevormd worden. Voor onderdelen met een lengte van minder dan 500 mm is de bewerkingsnauwkeurigheid ongeveer +/ - 0,05 mm.
De kosten van eenvoudig grafisch lasersnijden zijn echter hoger dan die van ponsen. De slak rond de snijlijn beïnvloedt de oppervlaktekwaliteit.
Speciale driedimensionale vormen, zoals rolribben, uitbreekgaten en louvres, kunnen niet worden geproduceerd met een lasersnijmachine.
Bij daadwerkelijke productie is het noodzakelijk om de juiste bewerkingsmethode te kiezen op basis van de onderdeeltekening om de beste resultaten te behalen.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











