I. Wat is afschuinen?
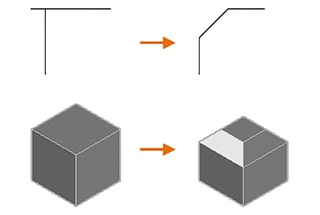
Afschuinen is een precisieproces voor metaalbewerking waarbij een schuin of afgeschuind oppervlak wordt gemaakt op de rand of hoek van een werkstuk. Deze techniek wordt veel gebruikt in de productie om de overgang tussen twee oppervlakken te wijzigen, meestal in een hoek van 45 graden, hoewel ook andere hoeken kunnen worden gebruikt op basis van specifieke ontwerpvereisten.
In essentie houdt afschuinen in dat er materiaal wordt verwijderd om scherpe randen te veranderen in schuine vlakken of afgeronde profielen. De resulterende afschuining kan verschillende vormen aannemen, waaronder:
- C-vlak (vierkant): Een plat, schuin oppervlak dat een symmetrische afschuining creëert.
- R-gezicht (rond): Een gebogen overgang die twee oppervlakken vloeiend in elkaar laat overgaan.
- R-vormige uitsteeksels: Ronde uitsteeksels die uit het werkstuk steken.
Het afschuinen dient meerdere doelen bij metaalbewerking:
- Verbetert de veiligheid door scherpe randen te verwijderen die letsel kunnen veroorzaken
- Verbeterde assemblage en pasvorm van onderdelen door eenvoudiger inbrengen
- Vermindert spanningsconcentratie in hoeken en verbetert zo de structurele integriteit
- Kanten voorbereiden voor lassen of andere verbindingsprocessen
- Specifieke esthetische of functionele ontwerpeisen realiseren
Afschuiningen kunnen op verschillende manieren gemaakt worden, zoals machinaal bewerken, slijpen, vijlen of speciale afkantgereedschappen, afhankelijk van het materiaal, de precisievereisten en het productievolume.
II. Soorten afschuinen
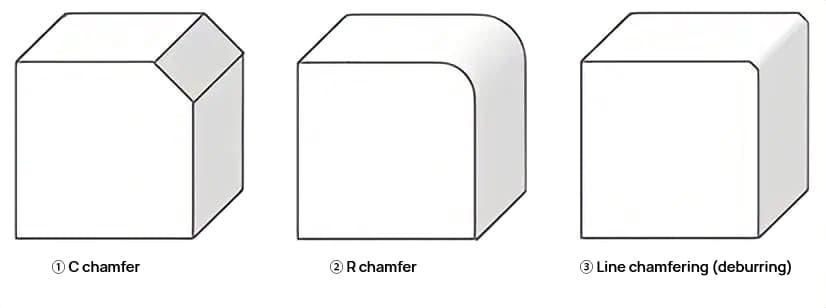
- C Afschuinen
Afschuinen verwijst naar het bewerken van een gespecificeerd schuin oppervlak op de hoek van een materiaal. De term afschuinen verwijst vaak naar afschuinen van het C-type.
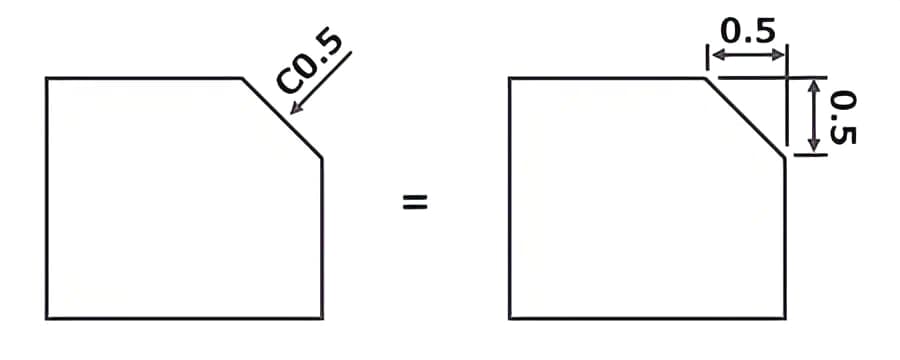
In tekeningen is het gemarkeerd als ←C0.5 aan de randpositie, of "niet gespecificeerd oppervlak C0.5", enz.
Hier verwijst C0,5 naar een hellend oppervlak van 0,5 mm dat onder een hoek van 45° vanaf de rand wordt bewerkt. Merk op dat dit niet verwijst naar de lengte van de helling.
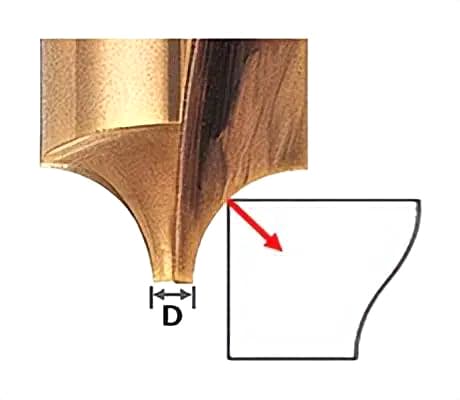
- R Afschuinen
R Afschuinen verwijst naar het bewerken van de hoek van een materiaal tot een boogvorm. Op de tekening wordt dit gespecificeerd als "moet R afschuinen", enz.
"R afschuinen" wordt soms ook "R bewerken" of "Rond bewerken" genoemd.
- Afschuinen van lijnen (Ontbramen)
Afschuinen van lijnen verwijst naar het bewerken van een oppervlak op de hoek van een materiaal dat onzichtbaar is voor het blote oog.
Lijnafschuining wordt over het algemeen beschouwd als ongeveer C0,2~0,3, maar in tegenstelling tot C-afschuining en R-afschuining zijn er geen duidelijke regels voor de vorm en grootte van de afschuining.
In tekeningen wordt dit vaak aangegeven als "niet gespecificeerde hoeken met lijnafschuining" of "elke rand moet vrij zijn van bramen".
III. Doel van afschuinen
Veiligheid verbeteren
Mechanische verwerking resulteert vaak in scherpe hoeken en bramen op materiaalranden. Deze kunnen aanzienlijke veiligheidsrisico's met zich meebrengen en mogelijk snijwonden veroorzaken als het materiaal zonder de juiste bescherming wordt gehanteerd. Afschuinen elimineert deze risico's effectief door een afgeschuinde rand te creëren, waardoor het risico op letsel tijdens het hanteren en assemblageproces aanzienlijk wordt verminderd.
Kwaliteitsverbetering
De aanwezigheid van scherpe randen of bramen kan leiden tot verschillende kwaliteitsproblemen. Wanneer componenten op elkaar reageren, kunnen deze onvolkomenheden oppervlaktekrassen veroorzaken, waardoor zowel de esthetiek als de functionaliteit in het gedrang komen. Bovendien kunnen losse bramen tijdens het gebruik loslaten, wat kan leiden tot vervuiling of mechanische storingen in precisiesystemen.
Tijdens snij- en stansbewerkingen ondergaan de randen van werkstukken vaak plastische vervorming, wat resulteert in kromtrekken of vervorming van de randen. Dit kan leiden tot slechte passingtoleranties of schade aan onderdelen tijdens geforceerde assemblage. Afschuinen vermindert deze risico's door een uniform, gecontroleerd randprofiel te creëren, waardoor de compatibiliteit van onderdelen verbetert en de kans op assemblagegerelateerde defecten afneemt.
Assemblageprestaties verbeteren
Afgeschuinde randen verbeteren de assemblage-efficiëntie en -precisie aanzienlijk. Door een taps toelopende inloop te creëren, fungeren de afgeschuinde randen als geleider, waardoor onderdelen soepeler op elkaar aansluiten en de kans op foutieve uitlijning tijdens de assemblage afneemt.
Bij toepassingen waarbij cilindrische onderdelen in gaten worden geplaatst, kunnen zelfs kleine verschillen tussen de binnendiameter van het gat en de buitendiameter van het onderdeel een soepele plaatsing belemmeren, vooral als er sprake is van een kleine uitlijnfout of hoekafwijking. Door zowel de ingang van het gat als het uiteinde van het onderdeel af te schuinen, ontstaat een trechtervormig effect, waardoor het aanvankelijk gemakkelijker vastklikt en zichzelf centreert tijdens het plaatsen. Deze tolerantie voor uitlijnfouten binnen het afschuinbereik verhoogt de assemblagesnelheid aanzienlijk en vermindert het risico op schade aan onderdelen door geforceerd insteken.
IV. Afschuinen Verwerkingsmethoden
Afschuinen kan op verschillende manieren worden gedaan, zoals frezen, draaien op een draaibank, handmatig werk, enz. Hier introduceren we de afkantbewerkingsmethode door middel van frezen.
Frezen is een proces waarbij een roterende frees op een werkstuk wordt gedrukt dat op een schuiftafel is bevestigd.
Door een afschuinfrees te gebruiken die ontworpen is volgens de vorm van het werkstuk, kan het afschuinen eenvoudig worden uitgevoerd.
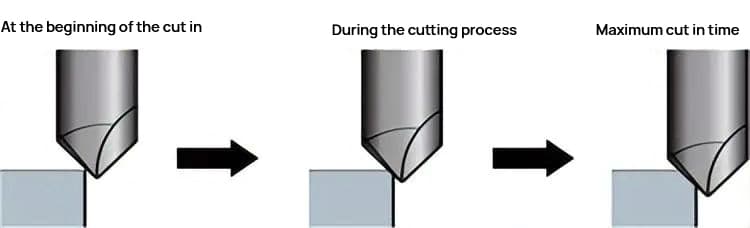
In het geval van afschuinen in C kan het afschuinen ook worden uitgevoerd door het gereedschap of werkstuk te kantelen en een algemene vlakfrees te gebruiken.
Belangrijke punten in de verwerking zijn de volgende twee punten.
- Er moet rekening worden gehouden met verwerking onder de omstandigheden van maximale zaagdiepte.
- Als de snijhoeveelheid groot is, is het aan te raden om in etappes te snijden.
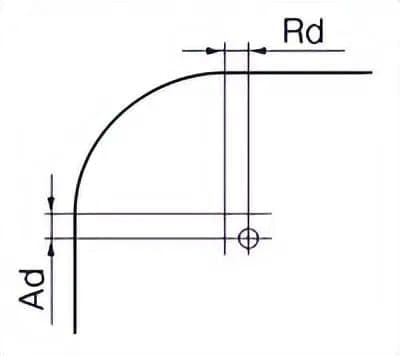
Raadpleeg het volgende voor het afschuinen van R.
Idealiter zou de hoeveelheid snijwerk in de Ad- en Rd-richting ongeveer gelijk moeten zijn.
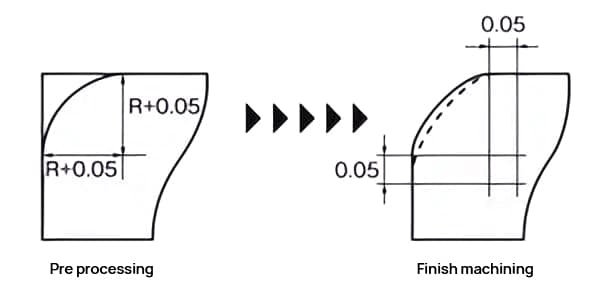
Er moeten verschillende zaagdieptes worden gebruikt voor voorbewerken en nabewerken.
- Opruwen: De snijdiepte voor Rd en Ad moet minder zijn dan 0,2D (D is de diameter van de snijkant) in één keer. Het proces moet in verschillende stappen worden uitgevoerd. Laat een nabewerkingstoeslag van 0,05 mm over.
- Afwerking: De snijdiepte voor Rd en Ad moet 0,05 mm zijn.
V. Afschuintechnieken
Draaien Afschuinen
Bij draaiende afschuining wordt een draaibank gebruikt om precieze afschuiningen te maken op cilindrische werkstukken. Deze techniek is vooral handig voor onderdelen die nauwkeurige, symmetrische afschuiningen rond de randen nodig hebben.
Gereedschap en proces
- Draaibank Machine: Het belangrijkste gereedschap voor afschuinen bij het draaien.
- Afschuingereedschap: Een speciaal snijgereedschap dat aan de draaibank is bevestigd.
- Proces: Het werkstuk draait op hoge snelheid terwijl het afkantgereedschap onder een specifieke hoek wordt toegevoerd om de afkanting te creëren.
Frezen Afschuinen
Bij het frezen van afschuiningen worden freesmachines gebruikt om afschuiningen te maken op zowel vlakke als onregelmatige oppervlakken.
Gereedschap en proces
- Freesmachine: Deze machines kunnen zowel verticale als horizontale spindels hebben.
- Afschuinfrees: Een frees die speciaal ontworpen is voor afschuinen.
- Proces: De afschuinfrees wordt onder de gewenste hoek geplaatst en beweegt langs de rand om de afschuining te snijden.
Slijpen Afschuinen
Afschuinen wordt gebruikt voor het afwerken van randen met hoge precisie en gladheid, vaak toegepast op geharde materialen.
Gereedschap en proces
- Slijpmachine: Gebruikt meestal een werkbankslijpmachine of haakse slijpmachine.
- Slijpschijf: Geselecteerd op basis van het materiaal en de gewenste afwerking.
- Proces: De rand van het werkstuk wordt onder de vereiste hoek geslepen om de afschuining te vormen.
Laser afschuinen
Bij laser afschuinen wordt een gefocuste laserstraal gebruikt voor precieze afschuiningen met minimale thermische vervorming.
Gereedschap en proces
- Lasersnijder: Uitrusting met hoge precisie die een laserstraal op het werkstuk richt.
- Proces: De laserstraal volgt de rand en smelt en verdampt materiaal om een zuivere afschuining te creëren.
Waterstraal Afschuinen
Bij waterstraal afschuinen wordt water onder hoge druk gemengd met abrasieve deeltjes om afschuiningen te snijden zonder hitte.
Gereedschap en proces
- Waterstraalsnijder: Gebruikt water onder hoge druk en schurende materialen.
- Proces: De waterstraal volgt de rand en erodeert materiaal om de afschuining te vormen.
Plasma Afschuinen
Bij plasma afschuinen wordt een plasmatoorts gebruikt voor het snijden van afschuiningen op geleidende materialen, ideaal voor dikke en hooggelegeerde metalen.
Gereedschap en proces
- Plasmasnijder: Gebruikt een elektrisch geleidend gas om een plasmaboog te produceren.
- Proces: De plasmaboog wordt op de rand gericht, waardoor materiaal smelt en wordt weggeblazen om de afschuining te creëren.
Handafschuinen
Bij handmatig afschuinen wordt handgereedschap gebruikt voor kleinschalig of precisiewerk waarbij machinaal afschuinen onpraktisch is.
Gereedschap en proces
- Handgereedschap: Inclusief vijlen, afschuiningsvlakken of ontbraamgereedschap.
- Proces: De vakman verwijdert handmatig materiaal van de rand onder de gewenste hoek.
Geautomatiseerd afschuinen
Geautomatiseerd afschuinen wordt gebruikt in hoogvolume productieomgevingen, waarbij het afschuinen wordt geïntegreerd in geautomatiseerde bewerkingsprocessen.
Gereedschap en proces
- Robotarmen en CNC-machines: Uitgerust met afschuingereedschap.
- Proces: Het systeem volgt geprogrammeerde paden om op consistente wijze afschuiningen te maken op meerdere onderdelen.
Door deze verschillende afschuintechnieken toe te passen, kunnen verspaners de meest geschikte methode kiezen op basis van het materiaal, de gewenste nauwkeurigheid en het productievolume, waardoor afschuiningen van hoge kwaliteit worden gegarandeerd voor diverse toepassingen.
VI. Afschuiningsannotaties
Er zijn verschillende soorten afschuiningen in de onderdelen die op de blauwdrukken staan afgebeeld, waaronder randafschuining, gatafschuining, aseindeafschuining en de verwijdering van scherpe randen en bramen.
1. Randafschuining:
Ook bekend als afkanting aan de buitenrand. Een kubus heeft bijvoorbeeld 12 externe randen. Als de blauwdruk een afschuining van C0,5 aangeeft, dan moeten alle 12 randen worden verwerkt tot een afschuining van 0,5*45°.
2. Afschuining gat:
Dit geldt ook voor ronde gaten en onregelmatige gaten. Als de blauwdruk een gatafschuining van C0,5 aangeeft, dan moeten alle gaten in het onderdeel worden bewerkt tot een afschuining van 0,5*45°. Als alleen een specifiek onderdeel nodig is, moet dit duidelijk worden aangegeven.
3. Asuiteinde Afschuining:
Dit verwijst naar de afschuining aan beide uiteinden van een as. Voor getrapte assen, als het in tekst moet worden gespecificeerd, moet het worden gelabeld als een schachtafschuining. Stel dat de ontwerper van een getrapte as vereist dat alle asschouders en beide uiteinden van de as een afschuining van 0,5*45° hebben, dan kan dit worden geschreven als schachteinde- en schouderafschuining C0,5.
Opmerking: Als alleen "aseindafkanting C0.5" staat, vormt het ontbreken van een schouderafkanting geen defect dat kan worden geretourneerd. Als alleen "asschouderafkanting C0.5" staat, vormt het ontbreken van een eindafkanting geen defect dat kan worden geretourneerd.
4. Afschuinen van schijfvormige onderdelen:
De afschuining van schijfvormige onderdelen kan niet worden geschreven als afschuining van het aseinde. Deze moet getekend en gelabeld worden op het diagram.
5. Afschuinen van schroefgaten en schroefuiteinden:
Er wordt overeengekomen om af te schuinen tot de draaddiepte en het is niet nodig om dit uit te leggen op de tekening. Als er speciale omstandigheden zijn, moeten die specifiek worden vermeld.
6. Ontbramen:
Dit is ook een manier om afschuinen te beschrijven, specifiek gebruikt in het proces van plaatmetaal onderdelen. Het is bijvoorbeeld niet gepast om te praten over het afschuinen van een 1 mm dunne plaat. Nu is bepaald dat het afschuinproces voor platen met een dikte van minder dan 3 mm, die worden gebruikt voor gladde afwerking, allemaal ontbramen worden genoemd.
7. Gebruikt voor het fileren van hoeken:
Het proces dat wordt gebruikt voor het afronden van hoeken moet worden geschreven als R<... (Opmerking: neem vanuit het procesperspectief een zo groot mogelijke waarde voor R) of om een vrijloopgat te maken.
Opmerking: Een C-hoek afschuinen is goedkoper dan een R-hoek afschuinen (voor buitencontouren).
De volgende beweringen zijn juist:
1. De tekeningen geven een niet nader gespecificeerde afkanting van C1 aan, maar nergens op de tekeningen is een afkanting expliciet getekend of afgebeeld, waardoor de vermelding van een niet nader gespecificeerde afkanting betekenisloos is. (Dit punt verdient serieuze aandacht.)
2. De randen van gaten en de rechte randen van vierkante gaten in de onderdelen worden niet beschouwd als tekstafschuiningen.
3. Afhankelijk van de werkelijke omstandigheden van de onderdelen, is het bovengenoemde aantal afschuiningen soms meer dan 12. Als er bijvoorbeeld een groef in een plaat wordt gesneden, zijn de twee randen van de groef extra externe afschuiningen en wordt de oorspronkelijke afschuining door de groef verdeeld in meerdere externe afschuiningen, terwijl de afschuiningen aan de onderkant van de groef of uitsparing niet meetellen als externe afschuiningen.
4. De afschuiningen onderaan de uitsparing worden niet beschouwd als uitwendige afschuiningen.
5. Afschuinen wordt alleen gebruikt voor uitwendige afschuiningen.
6. Als de tekeningen een bepaald aantal afschuiningen aangeven, is het niet nodig om de vormen van die afgeschuinde buitenranden op de tekeningen weer te geven. Dit geldt ook voor afschuiningen aan de randen van gaten of uiteinden van assen en schouderafschuiningen.
7. Scherpe of stompe hoeken mogen niet worden gemarkeerd op de blauwdruk, aangezien randen meestal rechte hoeken zijn (90° mag niet worden aangeduid als scherpe hoeken).
8. Afschuiningen omvatten ook buitenkanten met scherpe hoeken.
9. Om de ondubbelzinnigheid van de blauwdruk te garanderen, wordt er vaak een extra aanzicht getekend, zelfs als er geen afmetingen op zijn aangegeven.
VII. Afschuinen vs. verzinken vs. ontbramen
Afschuinen, verzinken en ontbramen: De belangrijkste bewerkingsprocessen begrijpen
Een afschuining is een afgeschuinde rand die twee oppervlakken onder een hoek verbindt, meestal rond 45 graden. Het wordt gebruikt om scherpe randen te verwijderen, waardoor onderdelen veiliger te hanteren en makkelijker te monteren zijn en er beter uitzien. Afschuiningen worden in veel industrieën gebruikt om onderdelen gemakkelijker in elkaar te laten passen, spanningen te verminderen en het uiterlijk van het product te verbeteren.
Een verzinkboor maakt een conisch gat in een materiaal, waardoor de kop van een schroef of bout gelijk ligt met of onder het oppervlak. Gebruikelijke hoeken voor verzinkboren zijn 82, 90, 100 of 120 graden. Verzinkboren zijn essentieel voor toepassingen waarbij bevestigingen gelijk met het oppervlak moeten liggen om zowel functionele als esthetische redenen.
Ontbramen verwijdert kleine, ruwe randen die achterblijven op een onderdeel na bewerkingen zoals boren, frezen of snijden. Dit kan handmatig of automatisch gebeuren. Het belangrijkste doel is om de afwerking van het onderdeel te verbeteren, scherpe randen te verwijderen en ervoor te zorgen dat het voldoet aan de veiligheids- en functionaliteitsnormen.
Belangrijkste verschillen
- Afschuinen vs. verzinken: Afschuinen maakt randen glad en helpt bij assemblage, meestal onder een hoek van 45 graden, terwijl verzinkboren conische gaten maakt voor bevestigingskoppen onder een specifieke hoek.
- Afschuinen vs. ontbramen: Afschuinen creëert afgeschuinde randen, terwijl ontbramen ruwe randen en bramen verwijdert.
- Verzinken vs. ontbramen: Met verzinken worden gaten voor bevestigingsmiddelen vlak gemaakt, terwijl ontbramen ervoor zorgt dat onderdelen geen scherpe randen hebben.
Metingen en hulpmiddelen
- Afschuinmaten: Deze meten de hoek en breedte van afgeschuinde randen.
- Verzinkmaten: Deze meten de hoek en diameter van verzinkgaten.
- Ontbraamgereedschap: Deze variëren van handgereedschap tot CNC-bewerkingsgereedschap zoals afschuinfrezen.
Samenvatting
Als je weet wat de verschillen zijn tussen afschuinen, verzinken en ontbramen, kun je de juiste techniek en het juiste gereedschap kiezen voor productie en assemblage, zodat je verzekerd bent van hoogwaardige, veilige en functionele producten.
Veelgestelde vragen
Hieronder vindt u antwoorden op een aantal veelgestelde vragen:
Wat zijn de verschillende soorten afschuiningen en hun toepassingen?
Afschuinvormen variëren op basis van hun hoek, schroefdraadgrootte en groeftype, en dienen elk specifieke toepassingen. Vorm A, met een draadgrootte van 6-8 en een hoek van 5°, maakt gebruik van rechte groeven en is ideaal voor korte doorlopende gaten. Vorm B, met een draadgrootte van 3,5-6 en een hoek van 8°, maakt ook gebruik van rechte groeven met een spiraalvormige punt, geschikt voor doorlopende gaten in middellange of lange verspanende materialen. Vorm C, met een draadgrootte van 2-3 en een hoek van 15°, maakt gebruik van rechte of spiraalvormige groeven, perfect voor blinde of doorlopende gaten in korte verspanende materialen. Vorm D, met een draadgrootte van 3,5-5 en een hoek van 8°, maakt gebruik van rechte of spiraalvormige groeven voor blinde gaten met draaduitgang of doorlopende gaten. Vorm E tenslotte, met een draadgrootte van 1,5-2 en een hoek van 23°, maakt gebruik van rechte of spiraalvormige groeven, geschikt voor blinde gaten met korte draaduitgang. Deze afschuiningsvormen zijn cruciaal bij machinale bewerking voor het vergemakkelijken van randen, het verbeteren van de veiligheid en het vergemakkelijken van assemblage.
Hoe kan ik afschuinen met verschillende technieken zoals draaien en frezen?
Om af te schuinen met technieken als draaien en frezen, moet je voor elke methode specifieke procedures volgen.
Bij draaien wordt bij inwendig afschuinen een gereedschap met binnendiameter gebruikt om de binnenrand van een gat te bewerken, waarbij het gereedschap onder de gewenste hoek wordt geplaatst. Bij extern afschuinen wordt een extern gereedschap gebruikt om de buitenrand van een werkstuk te snijden, meestal ingesteld op een hoek van 45 graden.
Voor frezen worden speciale gereedschappen gebruikt zoals afkantfrezen, vlakfrezen en eindfrezen. Afkantfrezen creëren verschillende randprofielen door de frees met een lage snelheid rond te draaien en met een gematigde snelheid in het werkstuk te voeren. Vlakfrezen kunnen randen van verschillende maten en vormen afschuinen, terwijl frezen onder de gewenste hoek kantelen terwijl ze door het werkstuk gaan. Het gebruik van afschuinfrezen of verwisselbare afschuingereedschappen met massieve kop zorgt voor precieze hoeken voor zowel in- als uitwendig afschuinen. Stapsgewijze of stilstaande bewerkingstechnieken helpen de spaanafbrokkeling tijdens het frezen te beheersen.
Nauwkeurig afschuinen vereist een juiste instelling van de machine, inclusief het nulpunt instellen van het gereedschap en het gebruik van zittende parallellen of het kantelen van de freeskop. Werken met lage snelheden en gematigde voedingssnelheden voorkomt oververhitting en zorgt voor controle. De uitlijning van het gereedschap en het gebruik van de juiste koelmethoden zijn ook essentieel voor het behoud van de integriteit van het gereedschap en voor consistente resultaten.
Welk gereedschap is het beste voor afschuinen en hoe verschillen ze?
De beste gereedschappen voor afschuinen zijn onder andere afkantfrezen, handgereedschap voor afschuinen en afkantgereedschap voor uitwendig en inwendig ontbramen. Afkantfrezen, vooral hardmetalen frezen, zijn ideaal voor precisiewerk op harde materialen zoals gereedschapsstaal en bieden duurzaamheid en snijefficiëntie. Handgereedschap, zoals pneumatisch afschuingereedschap en hardmetalen bits in bovenfrezen, hebben de voorkeur voor handmatige bewerkingen en zijn geschikt voor het maken van nauwkeurige afschuiningen op verschillende materialen, waaronder aluminium. Afschuingereedschappen voor uitwendig en inwendig ontbramen, zoals die van ORX PLUS, zijn veelzijdig en kunnen worden bevestigd aan boormachines voor eenvoudig en efficiënt gebruik, waardoor ze geschikt zijn voor een breed scala aan materialen. De keuze van het gereedschap hangt af van het materiaal dat wordt afgeschuind, de vereiste precisie, duurzaamheid, kosten en veiligheidskenmerken.
Waarom zijn afschuiningen belangrijk voor de veiligheid en montage?
Afschuiningen zijn cruciaal voor de veiligheid en assemblage in diverse industrieën. Ze elimineren scherpe randen, waardoor het risico op verwondingen tijdens het hanteren of gebruik van onderdelen aanzienlijk afneemt, wat van vitaal belang is voor consumentenproducten zoals meubilair en gereedschap. Afschuiningen voorkomen ook materiaalmoeheid door de spanning gelijkmatiger te verdelen, wat de duurzaamheid en lange levensduur van producten ten goede komt. Bij assemblage vergemakkelijken afschuiningen het uitlijnen en inbrengen van onderdelen, waardoor een soepele en nauwkeurige passing ontstaat, wat essentieel is voor mechanische en industriële toepassingen. Bovendien bieden afschuiningen ruimte voor binnenradii, waardoor interferentieproblemen tijdens assemblage worden voorkomen. Deze voordelen maken afkantingen tot een essentieel element in productie- en ontwerpprocessen.
Wat is het verschil tussen afschuinen, verzinken en ontbramen?
Een afschuining is een afgeschuinde rand die overgaat tussen twee oppervlakken van een voorwerp, meestal onder een hoek, vaak gebruikt om scherpe randen te verwijderen, montage te vergemakkelijken en de esthetiek te verbeteren. Een verzinkboor is een specifiek type afschuining dat wordt toegepast op ronde gaten, ontworpen om de kop van een bevestigingsmiddel gelijk met het oppervlak te laten liggen en heeft kritischere toleranties. Ontbramen daarentegen is het proces van het verwijderen van scherpe randen of bramen als gevolg van machinale bewerkingen, voornamelijk om de veiligheid en een soepele werking te garanderen, en niet zozeer als een bewust ontwerpkenmerk.
Hoe kies ik de juiste afschuiningshoek voor mijn toepassing?
Om de juiste afschuiningshoek voor uw toepassing te kiezen, moet u de specifieke vereisten van uw ontwerp en fabricageproces begrijpen. Begin met het bekijken van de standaardhoeken die in jouw branche worden gebruikt; een afschuining van 45 graden is bijvoorbeeld gebruikelijk voor algemene doeleinden vanwege de balans tussen sterkte en eenvoudige bewerking. Als je met pijpen of buizen werkt, is een hoek van 37,5 graden misschien geschikter, terwijl in luchtvaarttoepassingen vaak hoeken van 100-110 graden worden gebruikt voor klinknagels.
Denk ook aan het materiaal waarmee je werkt en de functionaliteit van de afschuining. Een scherpere hoek kan bijvoorbeeld nodig zijn voor esthetische doeleinden of om spanningsconcentraties te verminderen, terwijl een bredere hoek de assemblage of het lassen kan vergemakkelijken. Zorg ervoor dat je de juiste meetinstrumenten gebruikt, zoals afkantmaten, om de hoek te controleren en de precisie te behouden. Door deze factoren zorgvuldig te overwegen, kunt u de afschuiningshoek kiezen die het beste voldoet aan de behoeften van uw toepassing.