
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd hoe scherpe randen op metalen onderdelen worden gladgemaakt? Dit proces, bekend als afschuinen, verandert gevaarlijke, gekartelde hoeken in veiligere, schuine oppervlakken. In dit artikel leer je de verschillende soorten afschuining, het doel ervan en de gebruikte methoden, zodat je verzekerd bent van veiligere mechanische onderdelen van hogere kwaliteit.

Afschuinen verwijst naar het creëren van een schuin oppervlak op een materiaal.
Specifiek gaat het om het bewerken van scherpe randen tot schuine vlakken, zoals C-vlakken (vierkant) of R-vlakken (rond), of R-vormige uitsteeksels.
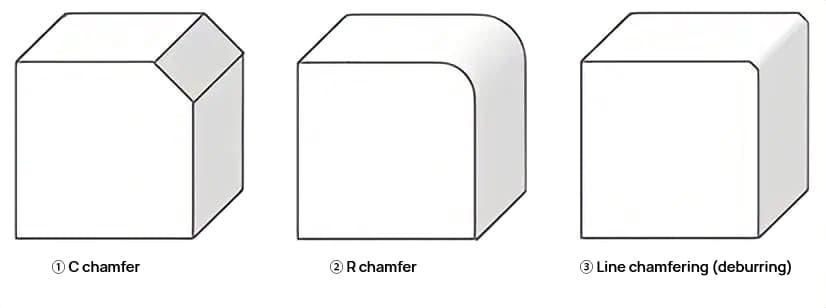
Afschuinen verwijst naar het bewerken van een gespecificeerd schuin oppervlak op de hoek van een materiaal. De term afschuinen verwijst vaak naar afschuinen van het C-type.
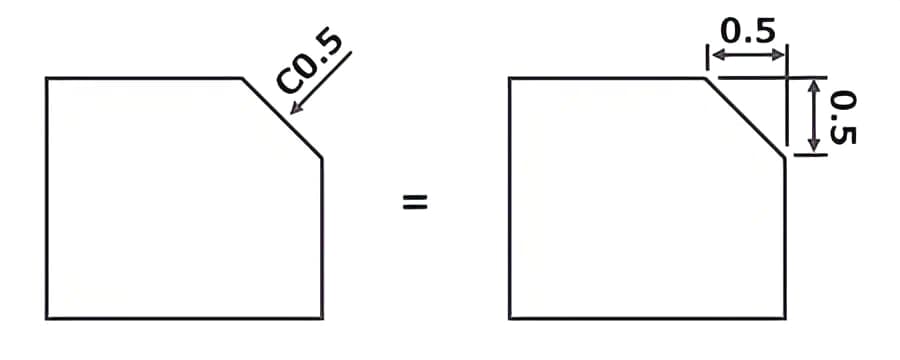
In tekeningen is het gemarkeerd als ←C0.5 aan de randpositie, of "niet gespecificeerd oppervlak C0.5", enz.
Hier verwijst C0,5 naar een hellend oppervlak van 0,5 mm dat onder een hoek van 45° vanaf de rand wordt bewerkt. Merk op dat dit niet verwijst naar de lengte van de helling.
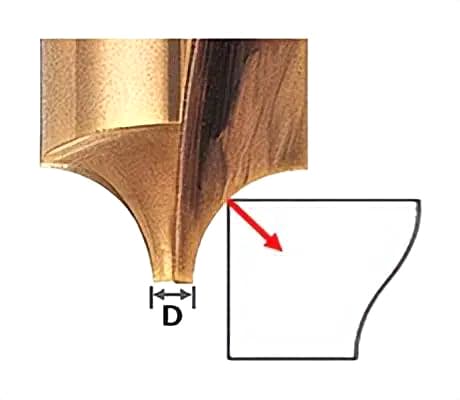
R Afschuinen verwijst naar het bewerken van de hoek van een materiaal tot een boogvorm. Op de tekening wordt dit gespecificeerd als "moet R afschuinen", enz.
"R afschuinen" wordt soms ook "R bewerken" of "Rond bewerken" genoemd.
Afschuinen van lijnen verwijst naar het bewerken van een oppervlak op de hoek van een materiaal dat onzichtbaar is voor het blote oog.
Lijnafschuining wordt over het algemeen beschouwd als ongeveer C0,2~0,3, maar in tegenstelling tot C-afschuining en R-afschuining zijn er geen duidelijke regels voor de vorm en grootte van de afschuining.
In tekeningen wordt dit vaak aangegeven als "niet gespecificeerde hoeken met lijnafschuining" of "elke rand moet vrij zijn van bramen".
Na mechanische verwerking kunnen materialen scherpe hoeken en bramen vormen. Als je deze plekken met blote handen aanraakt, kun je snijwonden oplopen. Afschuinen kan scherpe hoeken en bramen verwijderen om de veiligheid te vergroten.
Als er scherpe onderdelen of bramen achterblijven, kunnen deze krassen veroorzaken wanneer onderdelen met elkaar in contact komen, of kunnen bramen eraf vallen en onverwachte problemen veroorzaken.
Bovendien kunnen tijdens het snijden en stansen de randen van het werkstuk vervormen en kromtrekken door plastische vervorming.
Zo bestaat het risico op slechte passing of schade aan de onderdelen door geforceerde assemblage. Afschuinen kan de kans op het voorkomen van deze problemen vergroten.
Met het afgeschuinde deel als geleider kan de montage soepel worden uitgevoerd.
Als een ronde staaf door een gat gaat en de binnendiameter van het gat en de buitendiameter van de ronde staaf enigszins verschillen, kan de staaf niet soepel door het gat gaan, zelfs niet bij een kleine afwijking in positie of helling.
Na het afschuinen kan het inbrengen binnen het afschuinbereik plaatsvinden.
Afschuinen kan op verschillende manieren worden gedaan, zoals frezen, draaien op een draaibank, handmatig werk, enz. Hier introduceren we de afkantbewerkingsmethode door middel van frezen.
Frezen is een proces waarbij een roterende frees op een werkstuk wordt gedrukt dat op een schuiftafel is bevestigd.
Door een afschuinfrees te gebruiken die ontworpen is volgens de vorm van het werkstuk, kan het afschuinen eenvoudig worden uitgevoerd.
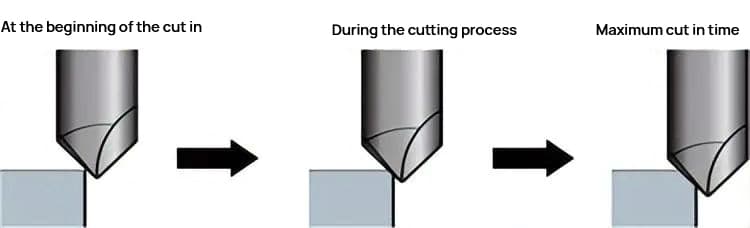
In het geval van afschuinen in C kan het afschuinen ook worden uitgevoerd door het gereedschap of werkstuk te kantelen en een algemene vlakfrees te gebruiken.
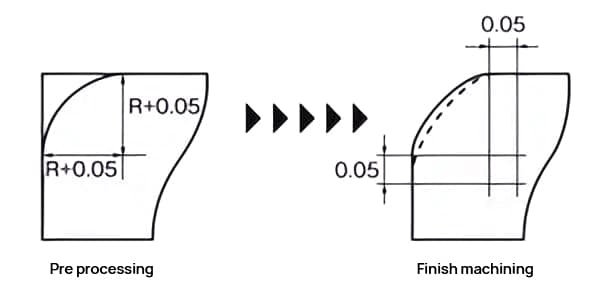
Belangrijke punten in de verwerking zijn de volgende twee punten.
Raadpleeg het volgende voor het afschuinen van R.
Idealiter zou de hoeveelheid snijwerk in de Ad- en Rd-richting ongeveer gelijk moeten zijn.
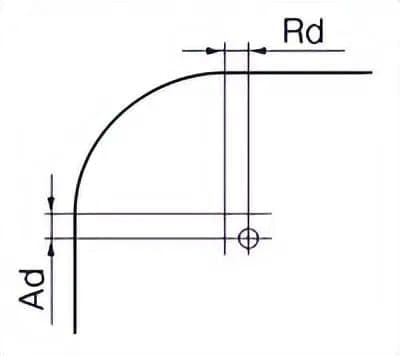
Er moeten verschillende zaagdieptes worden gebruikt voor voorbewerken en nabewerken.
Er zijn verschillende soorten afschuiningen in de onderdelen die op de blauwdrukken staan afgebeeld, waaronder randafschuining, gatafschuining, aseindeafschuining en de verwijdering van scherpe randen en bramen.
1. Randafschuining:
Ook bekend als afkanting aan de buitenrand. Een kubus heeft bijvoorbeeld 12 externe randen. Als de blauwdruk een afschuining van C0,5 aangeeft, dan moeten alle 12 randen worden verwerkt tot een afschuining van 0,5*45°.
2. Afschuining gat:
Dit geldt ook voor ronde gaten en onregelmatige gaten. Als de blauwdruk een gatafschuining van C0,5 aangeeft, dan moeten alle gaten in het onderdeel worden bewerkt tot een afschuining van 0,5*45°. Als alleen een specifiek onderdeel nodig is, moet dit duidelijk worden aangegeven.
3. Asuiteinde Afschuining:
Dit verwijst naar de afschuining aan beide uiteinden van een as. Voor getrapte assen, als het in tekst moet worden gespecificeerd, moet het worden gelabeld als een schachtafschuining. Stel dat de ontwerper van een getrapte as vereist dat alle asschouders en beide uiteinden van de as een afschuining van 0,5*45° hebben, dan kan dit worden geschreven als schachteinde- en schouderafschuining C0,5.
Opmerking: Als alleen "aseindafkanting C0.5" staat, vormt het ontbreken van een schouderafkanting geen defect dat kan worden geretourneerd. Als alleen "asschouderafkanting C0.5" staat, vormt het ontbreken van een eindafkanting geen defect dat kan worden geretourneerd.
4. Afschuinen van schijfvormige onderdelen:
De afschuining van schijfvormige onderdelen kan niet worden geschreven als afschuining van het aseinde. Deze moet getekend en gelabeld worden op het diagram.
5. Afschuinen van schroefgaten en schroefuiteinden:
Er wordt overeengekomen om af te schuinen tot de draaddiepte en het is niet nodig om dit uit te leggen op de tekening. Als er speciale omstandigheden zijn, moeten die specifiek worden vermeld.
6. Ontbramen:
Dit is ook een manier om afschuinen te beschrijven, specifiek gebruikt in het proces van plaatmetaal onderdelen. Het is bijvoorbeeld niet gepast om te praten over het afschuinen van een 1 mm dunne plaat. Nu is bepaald dat het afschuinproces voor platen met een dikte van minder dan 3 mm, die worden gebruikt voor gladde afwerking, allemaal ontbramen worden genoemd.
7. Gebruikt voor het fileren van hoeken:
Het proces dat wordt gebruikt voor het afronden van hoeken moet worden geschreven als R<... (Opmerking: neem vanuit het procesperspectief een zo groot mogelijke waarde voor R) of om een vrijloopgat te maken.
Opmerking: Een C-hoek afschuinen is goedkoper dan een R-hoek afschuinen (voor buitencontouren).
De volgende beweringen zijn juist:
1. De tekeningen geven een niet nader gespecificeerde afkanting van C1 aan, maar nergens op de tekeningen is een afkanting expliciet getekend of afgebeeld, waardoor de vermelding van een niet nader gespecificeerde afkanting betekenisloos is. (Dit punt verdient serieuze aandacht.)
2. De randen van gaten en de rechte randen van vierkante gaten in de onderdelen worden niet beschouwd als tekstafschuiningen.
3. Afhankelijk van de werkelijke omstandigheden van de onderdelen, is het bovengenoemde aantal afschuiningen soms meer dan 12. Als er bijvoorbeeld een groef in een plaat wordt gesneden, zijn de twee randen van de groef extra externe afschuiningen en wordt de oorspronkelijke afschuining door de groef verdeeld in meerdere externe afschuiningen, terwijl de afschuiningen aan de onderkant van de groef of uitsparing niet meetellen als externe afschuiningen.
4. De afschuiningen onderaan de uitsparing worden niet beschouwd als uitwendige afschuiningen.
5. Afschuinen wordt alleen gebruikt voor uitwendige afschuiningen.
6. Als de tekeningen een bepaald aantal afschuiningen aangeven, is het niet nodig om de vormen van die afgeschuinde buitenranden op de tekeningen weer te geven. Dit geldt ook voor afschuiningen aan de randen van gaten of uiteinden van assen en schouderafschuiningen.
7. Scherpe of stompe hoeken mogen niet worden gemarkeerd op de blauwdruk, aangezien randen meestal rechte hoeken zijn (90° mag niet worden aangeduid als scherpe hoeken).
8. Afschuiningen omvatten ook buitenkanten met scherpe hoeken.
9. Om de ondubbelzinnigheid van de blauwdruk te garanderen, wordt er vaak een extra aanzicht getekend, zelfs als er geen afmetingen op zijn aangegeven.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











