6 Geavanceerde nieuwe lastechnieken in moderne productie
Heb je je ooit afgevraagd hoe de strakke auto's, stevige bruggen en geavanceerde vliegtuigen van tegenwoordig worden gebouwd? Dit artikel onderzoekt zes geavanceerde lastechnologieën die een revolutie teweegbrengen in de productie, van laserlassen tot ultrasoon lassen van metaal. Al lezend ontdek je hoe deze methoden de precisie, snelheid en sterkte in verschillende industrieën verbeteren.
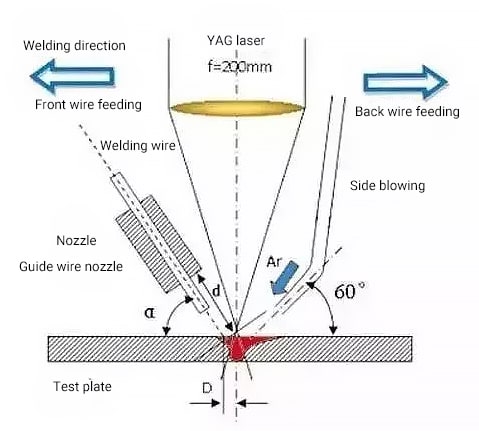
Laserlassen maakt gebruik van laserstraling om het oppervlak van het materiaal te verhitten, waarbij de warmte intern wordt geleid door warmteoverdracht. Door parameters als laserpulsbreedte, energie, piekvermogen en herhalingsfrequentie te regelen, wordt een specifiek smeltbad gevormd op het werkstuk.
Puntlassen van de las
Continu laserlassen
Laserlassen kan worden bereikt door het gebruik van een continue of gepulseerde laserstraal.
Het principe van laserlassen kan worden onderverdeeld in twee categorieën: warmtegeleidingslassen en laser dieptelassen penetratielassen.
Lassen door warmtegeleiding: Treedt op wanneer de vermogensdichtheid minder is dan 1010W cm2.
Diep doordringlassen met laser: Treedt op wanneer de vermogensdichtheid hoger is dan 1010W cm2Het vormen van "gaten" in het metaal door hoge hitte, gekenmerkt door hoge snelheid en een hoge diepte-breedteverhouding.
Laserlastechnologie wordt op grote schaal gebruikt in zeer nauwkeurige productiesectoren zoals auto's, schepen, vliegtuigen en hogesnelheidsspoorwegen. Het heeft de levenskwaliteit van mensen enorm verbeterd en de industrie van huishoudelijke apparaten het tijdperk van de precisiefabricage ingeduwd.
Met name de naadloze lastechnologie van 42 meter die Volkswagen heeft ontwikkeld, heeft de integriteit en stabiliteit van de carrosserie aanzienlijk verbeterd.
Haier Group, een toonaangevende onderneming op het gebied van huishoudelijke apparatuur, heeft met trots de eerste wasmachine gelanceerd die geproduceerd is met behulp van laser naadloze lastechnologie.
De geavanceerde lasertechnologie kan het leven van mensen ingrijpend veranderen.
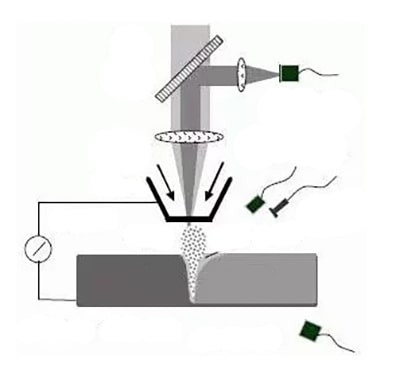
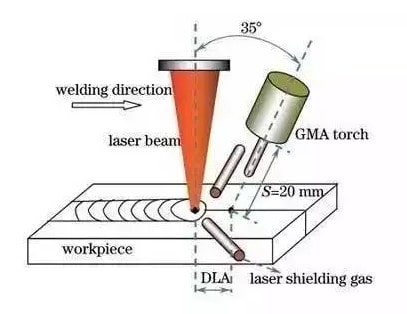
2. Laser hybride lassen
Laserhybride lassen combineert laserstraallassen en MIG (Metal Inert Gas) lastechnologie om optimale laseffecten te verkrijgen, gekenmerkt door hoge lassnelheden en uitstekende overbrugging van lasnaden. Deze methode maakt gebruik van de precisie en hoge energiedichtheid van laserlassen met de veelzijdigheid en mogelijkheden van toevoegmateriaal van MIG-lassen.
Voordelen van Laser Hybride Lassen
Laserhybride lassen wordt momenteel beschouwd als een van de meest geavanceerde lasmethoden vanwege de vele voordelen:
Hoge snelheid: De combinatie van laser- en MIG-lassen zorgt voor hogere lassnelheden in vergelijking met traditionele lasmethoden.
Minimale thermische vervorming: De geconcentreerde warmte-inbreng van de laser vermindert de totale warmte-inbreng, waardoor thermische vervorming tot een minimum wordt beperkt.
Kleine warmte-beïnvloede zone (HAZ): De nauwkeurige controle van de laser resulteert in een kleinere HAZ, waardoor de metaalstructuur en de mechanische eigenschappen van de las behouden blijven.
Uitstekende laskwaliteit: De hybride benadering verbetert de laskwaliteit door de diepe penetratie van laserlassen te combineren met de mogelijkheden van toevoegmateriaal van MIG-lassen.
Toepassingen van Laser Hybride Lassen
Laserhybride lassen is veelzijdig en geschikt voor diverse toepassingen buiten autoplaatconstructies:
Auto-industrie: Ideaal voor het lassen van dunne metalen platen in autocarrosserieën, met een hoge precisie en sterkte.
Betonpompen en mobiele kraanarmen: In deze toepassingen wordt vaak staal met een hoge sterkte gebruikt en laserhybride lassen vermindert de noodzaak voor extra processen zoals voorverwarmen, waardoor de kosten dalen.
Spoorvoertuigen: Zorgt voor sterke en duurzame lassen die nodig zijn voor de structurele integriteit van spoorvoertuigen.
Conventionele staalconstructies: Toepasbaar bij de constructie van bruggen, brandstoftanks en andere staalconstructies, voor robuuste en betrouwbare lassen.
3. Wrijvingsroerlassen
Wrijvingsroerlassen (FSW) is een innovatieve en zeer effectieve lastechniek die wrijvingswarmte en plastische vervormingswarmte als primaire warmtebronnen gebruikt. Dit proces is vooral opmerkelijk omdat het materialen kan verbinden zonder ze te smelten, waardoor hun oorspronkelijke eigenschappen behouden blijven en defecten tot een minimum worden beperkt.
Procesoverzicht
Bij FSW wordt een cilindrische of speciaal gevormde pen, zoals een cilinder met schroefdraad, in de lasnaad van het werkstuk gestoken. De laskop, waarin de pen zit, draait op hoge snelheid en wrijft tegen het materiaal bij de lasnaad. Deze wrijving genereert warmte, waardoor het materiaal zacht wordt en plastisch wordt zonder het smeltpunt te bereiken.
Belangrijkste stappen in wrijvingsroerlassen
Klem: Het werkstuk moet stevig op een steun worden bevestigd om beweging tijdens het lassen te voorkomen.
Inbrengen en draaien: De laskop draait op hoge snelheid terwijl de pen in de lasnaad wordt gestoken. De naad van het randwerkstuk beweegt ten opzichte van de laskop.
Wrijving en roeren: Het uitstekende deel van de laskop steekt in het materiaal, waardoor wrijving ontstaat en het zacht geworden materiaal wordt geroerd. De schouder van de laskop wrijft tegen het oppervlak van het werkstuk en genereert zo extra warmte. Deze actie helpt het overlopen van plastic materiaal te voorkomen en verwijdert de oxidelaag aan het oppervlak.
Sleutelgat Formatie: Aan het einde van het lasproces wordt meestal een sleutelgat achtergelaten op het punt waar de laskop uittreedt. Dit sleutelgat kan indien nodig worden verwijderd of afgedicht met een andere lasmethode.
Voordelen van wrijvingsroerlassen
Lassen van hoge kwaliteit: FSW produceert sterke lassen van hoge kwaliteit met minimale defecten.
Veelzijdigheid: Hij kan een verscheidenheid aan ongelijksoortige materialen lassen, waaronder metalen, keramiek en kunststoffen.
Mechanisatie en automatisering: Het proces is zeer geschikt voor mechanisatie en automatisering, wat leidt tot een consistente kwaliteit.
Kostenefficiëntie: FSW is een kosteneffectieve methode vanwege de hoge efficiëntie en lage defectpercentages.
Toepassingen
Wrijvingsroerlassen wordt veel gebruikt in industrieën zoals lucht- en ruimtevaart, automobielindustrie, scheepsbouw en spoorwegen, waar verbindingen met hoge sterkte en hoge kwaliteit essentieel zijn. Het vermogen om ongelijke materialen te verbinden maakt het ook waardevol in productietoepassingen die de combinatie van verschillende materiaaleigenschappen vereisen.
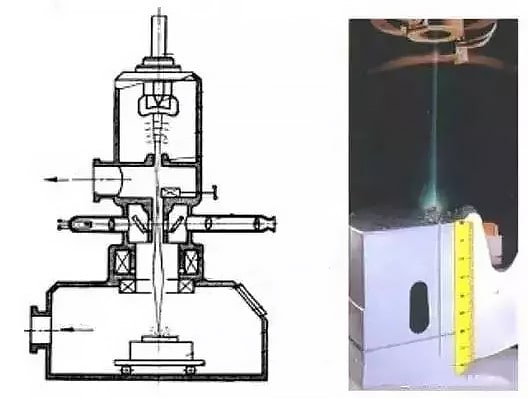
4. Elektronenbundellassen (EBW)
Elektronenbundellassen (EBW) is een geavanceerde lastechniek waarbij gebruik wordt gemaakt van de warmte-energie die wordt opgewekt door een versnelde en gefocusseerde elektronenbundel. Deze bundel bombardeert het te lassen materiaal, al dan niet in een vacuümomgeving, om de gewenste las te maken.
Toepassingen
EBW wordt veel gebruikt in diverse precisie-industrieën, waaronder:
Ruimtevaart
Atoomenergie
Nationale defensie en militairen
Auto-industrie
Elektrische instrumenten
De techniek wordt geprefereerd vanwege de vele voordelen, zoals de afwezigheid van elektroden, verminderde oxidatie, uitstekende herhaalbaarheid van het proces en minimale thermische vervorming.
Werkingsprincipe
Elektronenemissie: Elektronen worden uitgezonden vanaf de kathode van het elektronenkanon.
Versnelling: Onder invloed van een versnellende spanning worden deze elektronen versneld tot snelheden variërend van 0,3 tot 0,7 keer de lichtsnelheid, waarbij ze aanzienlijke kinetische energie opdoen.
Scherpstellen: De elektronenbundel met hoge dichtheid wordt gefocust met elektrostatische en elektromagnetische lenzen in het elektronenkanon.
Impact en warmteontwikkeling: Wanneer de elektronenbundel het oppervlak van het werkstuk raakt, wordt de kinetische energie omgezet in warmte-energie, waardoor het metaal snel smelt en verdampt.
Sleutelgat Formatie: De metaaldamp onder hoge druk creëert een klein gaatje, bekend als een sleutelgat, op het oppervlak van het werkstuk.
Lasvorming: Terwijl de elektronenbundel en het werkstuk ten opzichte van elkaar bewegen, stroomt het vloeibare metaal rond het sleutelgat en stolt, waardoor de las aan de achterkant van het smeltbad wordt gevormd.
Belangrijkste kenmerken
Penetratie en vermogensdichtheid: De elektronenbundel heeft een sterke penetratie en een hoge vermogensdichtheid, wat resulteert in een grote diepte-breedteverhouding van de las, die kan oplopen tot 50:1. Dit maakt het mogelijk om materialen van grote dikte in één keer te lassen, met een maximale lasdikte tot 300 mm. Hierdoor kunnen materialen met een grote dikte in één keer worden gelast, met een maximale lasdikte tot 300 mm.
Toegankelijkheid en snelheid: EBW biedt een uitstekende toegankelijkheid en hoge lassnelheden, meestal meer dan 1m/min.
Door hitte getroffen zone: Het proces produceert een kleine warmte-beïnvloede zone, wat leidt tot minimale lasvervorming en hoge structurele precisie.
Veelzijdigheid: De energie van de elektronenbundel kan worden aangepast voor een breed scala aan metaaldiktes, van 0,05 mm tot 300 mm, zonder dat er een groef nodig is. Dit maakt EBW een veelzijdige optie in vergelijking met andere lasmethoden.
Materiaal compatibiliteit: EBW is geschikt voor het lassen van diverse materialen, met name actieve metalen, vuurvaste metalen en werkstukken van hoge kwaliteit.
5. Ultrasoon lassen van metaal
Ultrasoon metaallassen is een unieke en geavanceerde methode om gelijksoortige of ongelijksoortige metalen te verbinden door gebruik te maken van de mechanische trillingsenergie van de ultrasone frequentie. In tegenstelling tot traditionele lasmethoden vereist ultrasoon metaallassen geen elektrische stroom of hittebron op hoge temperatuur die op het werkstuk wordt toegepast.
Werkingsprincipe
Bij ultrasoon metaallassen wordt de trillingsenergie van de ultrasone transducer onder statische druk omgezet in wrijvingsarbeid, vervormingsenergie en een beperkte temperatuurstijging. Dit proces resulteert in metallurgische hechting tussen de verbindingen, waardoor een las in vaste toestand ontstaat zonder de basismetalen te smelten. De mechanische trillingen zorgen ervoor dat de metaaloppervlakken tegen elkaar wrijven, waardoor oppervlakteoxiden en verontreinigingen worden afgebroken en de schone metaaloppervlakken zich op moleculair niveau kunnen hechten.
Voordelen
Ultrasoon lassen van metaal biedt verschillende voordelen:
Snelheid: Het lasproces verloopt snel, vaak in een fractie van een seconde.
Energie-efficiëntie: Het verbruikt minder energie in vergelijking met traditionele lasmethoden.
Hoge fusiesterkte: De geproduceerde lassen zijn sterk en duurzaam.
Goed geleidingsvermogen: Het proces behoudt de elektrische en thermische geleidbaarheid van de materialen.
Gebrek aan vonken: Er is geen vonkvorming, waardoor het veiliger en schoner is.
Koude verwerking: Het proces is vergelijkbaar met koud bewerken, waarbij thermische vervorming en restspanningen tot een minimum worden beperkt.
Toepassingen
Deze lastechniek is veelzijdig en kan worden gebruikt voor:
Enkel puntlassen: Ideaal voor kleine, precieze lasnaden.
Meerpuntlassen: Geschikt voor toepassingen waarbij meerdere laspunten nodig zijn.
Kort bandlassen: Effectief voor het verbinden van korte lengtes metalen strips.
Materialen die vaak worden gelast met ultrasoon metaallassen zijn onder andere:
Koper
Zilver
Aluminium
Nikkel
Andere non-ferro draden of platen
De technologie wordt op grote schaal gebruikt in verschillende industrieën voor toepassingen zoals:
Lassen van SCR (Silicon-Controlled Rectifier)-kabels
Zekeringen
Elektrische kabels
Lithium batterij poolstukken
Poologen
Beperkingen
Ondanks de voordelen heeft ultrasoon metaallassen enkele beperkingen:
Dikte: De gelaste metalen onderdelen mogen over het algemeen niet dikker zijn dan 5 mm.
Grootte laspunt: Het laspunt mag niet te groot zijn.
Vereiste druk: Er moet voldoende druk worden uitgeoefend om een succesvolle las te verkrijgen.
6. Stuiklassen
Stuiklassen is een gespecialiseerde lastechniek die wordt gebruikt om twee metalen stukken samen te voegen door ze te verhitten met elektrische weerstand en vervolgens druk uit te oefenen om ze samen te smeden. Deze methode is bijzonder effectief voor het verbinden van metalen met een hoog elektrisch geleidingsvermogen en wordt veel gebruikt in verschillende industriële toepassingen, waaronder de productie van treinrails, pijpen en structurele onderdelen.
Principe van stomplassen
Het principe van stuiklassen houdt in dat je een stuiklasmachine gebruikt om de twee uiteinden van de metalen stukken met elkaar in contact te brengen. Hier volgt een gedetailleerd overzicht van het proces:
Eerste contact en verwarming:
De twee metalen stukken die gelast moeten worden, worden op hun plaats gehouden door twee klemelektroden die verbonden zijn met een voeding.
Er wordt een lage spanning en hoge stroom toegepast, waardoor het metaal op het contactpunt warm wordt door de elektrische weerstand.
Als de beweegbare klem wordt bewogen, maken de twee eindvlakken van de stukken licht contact, waardoor ze worden geëlektriseerd en verhit.
Vorming van Flash:
De verhitting zorgt ervoor dat het metaal op het contactpunt een gesmolten toestand bereikt, wat leidt tot de vorming van een vonk of flits wanneer het vloeibare metaal explodeert.
Dit knipperen gaat door naarmate de beweegbare armatuur vordert, waardoor beide uiteinden van de stukken verder worden verwarmd.
Smeden en lassen:
Zodra het metaal de gewenste temperatuur heeft bereikt en voldoende zacht is geworden, worden de uiteinden van de twee werkstukken samen geëxtrudeerd.
De lasstroom wordt uitgeschakeld en er wordt snel axiale druk uitgeoefend om de stukken aan elkaar te smeden, waardoor de verbinding stolt.
De weerstand van de las helpt om de hitte vast te houden en zorgt voor een sterke las.
Gedetailleerde procesbeschrijving
Klemmen en vermogenstoepassing:
De metalen stukken worden stevig vastgehouden door klemelektroden.
De voeding wordt geactiveerd en er stroomt een hoge stroom door het contactpunt, waardoor weerstandswarmte wordt gegenereerd.
Verwarming en Flash-vorming:
Het aanvankelijke lichte contact tussen de metalen stukken veroorzaakt plaatselijke verhitting.
Als het metaal opwarmt en een gesmolten toestand bereikt, wordt er een flits geproduceerd vanwege de explosieve aard van het vloeibare metaal op het contactpunt.
Dit knipperen gaat door naarmate de beweegbare klem vordert, zodat beide uiteinden voldoende worden verwarmd.
Definitief smeden en stollen:
Bij het bereiken van de optimale temperatuur wordt het lasvermogen uitgeschakeld.
Er wordt axiale druk uitgeoefend om de metalen stukken aan elkaar te smeden, waardoor een solide en sterke lasverbinding ontstaat.
Voorbeeld: Stalen stomplassen
Bij het stomplassen van staal worden twee stalen staven in een stomplas geplaatst. De lasstroom die door het contactpunt loopt, genereert weerstandswarmte, waardoor het metaal smelt en er een sterke vonk ontstaat. Bij deze vonk komen spoormoleculen vrij die vaak gepaard gaan met een penetrante geur. Het lasproces wordt voltooid door snel smeedkracht toe te passen, wat resulteert in een robuuste en duurzame las.
Voordelen van Flash Stuiklassen
Hoogwaardige verbindingen: Produceert sterke en betrouwbare lassen met uitstekende mechanische eigenschappen.
Efficiëntie: Het proces verloopt relatief snel en kan worden geautomatiseerd voor hoge productiesnelheden.
Veelzijdigheid: Geschikt voor een breed scala aan metalen en toepassingen, waaronder grootschalige industriële projecten.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Stel je voor dat de productielijn van je fabriek plotseling tot stilstand komt door een lek in een cruciale pijpleiding. Hoe repareert u dit zonder verdere schade of stilstand te riskeren? Deze...
Waarom is het hardsolderen van gecementeerd carbide zo'n uitdaging? Dit artikel behandelt de basisprincipes van het hardsolderen van dit ongelofelijk harde materiaal en beschrijft de processen, materialen en technieken die nodig zijn om sterke,...
Wist je dat lassen verborgen spanning kan achterlaten die structuren verzwakt? In dit artikel worden zes effectieve methoden beschreven om restspanning bij het lassen te elimineren, zodat de duurzaamheid en veiligheid van...
Heb je je ooit afgevraagd wat aluminiumlegering lasdraden zo essentieel maakt voor sterke, lichtgewicht en corrosiebestendige lassen? Dit artikel duikt in de eigenschappen van drie populaire aluminium...
Waarom mislukken sommige wapeningsconstructies ondanks zorgvuldige planning? Lasfouten kunnen de boosdoener zijn en aanzienlijke structurele problemen veroorzaken. Dit artikel gaat in op zes veelvoorkomende lasfouten bij wapeningsconstructies,...
Voor het maken van een onberispelijke las is meer nodig dan alleen vaardigheid; het draait om het beheersen van de wisselwerking tussen spanning en stroom. Deze twee parameters zijn het levensbloed van het lassen en bepalen alles van...
Heb je je ooit afgevraagd hoe wolkenkrabbers rechtop blijven staan of auto's aan elkaar gelast blijven? Deze blog onthult de magie achter elektrische lasmachines. Leer meer over topfabrikanten als Lincoln Electric en Miller Welds,...
Heb je je ooit afgevraagd welke merken lasapparatuur vandaag de dag toonaangevend zijn in de industrie? In dit artikel wordt de top tien van lasmachinefabrikanten onder de loep genomen, met aandacht voor hun innovaties, wereldwijde aanwezigheid en unieke sterke punten....
Heb je je ooit afgevraagd wat die cijfers en letters op lasstaven betekenen? In dit artikel wordt het coderingssysteem voor koolstof- en roestvaststalen lasstaven ontrafeld, zodat je hun treksterkte,...