Heb je je ooit verbaasd over de fascinerende wereld van het gieten? Dit eeuwenoude maar zich steeds verder ontwikkelende productieproces geeft op talloze manieren vorm aan ons dagelijks leven. In deze blogpost verkennen we de verschillende soorten giettechnieken die worden gebruikt om complexe metalen onderdelen met precisie en efficiëntie te maken. Van traditioneel zandgieten tot geavanceerd spuitgieten, elke methode biedt unieke voordelen voor verschillende toepassingen. Ga met ons mee en ontdek de fijne kneepjes van dit essentiële productieproces en hoe het innovatie blijft stimuleren in verschillende industrieën.
Gieten is een fundamenteel fabricageproces waarbij een vloeibaar materiaal in een mal met een holte van de gewenste vorm wordt gegoten en vervolgens mag stollen. Het gestolde onderdeel staat bekend als een gietstuk dat uit de mal wordt geworpen of gebroken om het proces te voltooien.
Er zijn verschillende soorten gietprocessen, elk met hun eigen unieke kenmerken, voordelen en nadelen. Deze kunnen grofweg worden onderverdeeld in twee hoofdgroepen: Zandgieten en speciaal gieten.
1. Zandvorm gieten
Zandgieten is een van de meest voorkomende en veelzijdige gietmethodes. Er wordt een mal van zand gemaakt en gesmolten metaal wordt in de holte gegoten. Er zijn drie soorten zandgietwerk:
1.1 Nat zandgieten
Definitie: Gebruikt zand gemengd met water en klei om de mal te vormen.
Kenmerken: De mal is vochtig wanneer het metaal wordt gegoten.
Voordelen: Rendabel, geschikt voor grote gietstukken en herbruikbaar zand.
Nadelen: Beperkte precisie en oppervlakteafwerking, kans op vochtgerelateerde defecten.
1.2 Droog zand gieten
Definitie: Gebruikt zand dat wordt gedroogd voordat het gesmolten metaal wordt gegoten.
Kenmerken: De mal wordt gebakken om vocht te verwijderen.
Voordelen: Betere maatnauwkeurigheid en oppervlakteafwerking dan bij nat zandgieten.
Nadelen: Hogere kosten door het droogproces, langere productietijd.
1.3 Chemisch verhardend zandgietwerk
Definitie: Maakt gebruik van chemisch gebonden zand om de mal te vormen.
Kenmerken: Het zand wordt gemengd met chemische bindmiddelen die de mal hard maken.
Voordelen: Matrijzen met hoge sterkte, uitstekende maatnauwkeurigheid en oppervlakteafwerking.
Nadelen: Duurder dan traditioneel zandgieten, complexe omgang met chemicaliën.
2. Speciaal gieten
Speciale gietprocessen gebruiken verschillende materialen en technieken om mallen en gietstukken te maken. Deze kunnen worden onderverdeeld in twee hoofdcategorieën op basis van het modelleermateriaal:
2.1 Gieten op basis van natuurlijk mineraalzand
Investeringsgieten: Maakt gebruik van een waspatroon bedekt met vuurvast materiaal om een mal te vormen. Zeer nauwkeurig en uitstekende oppervlakteafwerking, maar duur en tijdrovend.
Gieten van klei: Gebruikt klei als het primaire vormmateriaal. Geschikt voor artistieke en decoratieve voorwerpen, maar beperkt tot kleinschalige productie.
Schelpgieten: Hierbij wordt een dun omhulsel van zand en hars rond een patroon gemaakt. Biedt een goede oppervlakteafwerking en maatnauwkeurigheid, maar is beperkt tot kleinere onderdelen.
Negatieve druk gieten: Gebruikt een vacuüm om gesmolten metaal in de mal te trekken. Geeft uitstekende details en vermindert porositeit, maar vereist speciale apparatuur.
Volledig vormgieten: Gebruikt een schuimpatroon dat verdampt wanneer gesmolten metaal wordt gegoten. Eenvoudig en kosteneffectief, maar kan gasgerelateerde defecten veroorzaken.
Keramisch vormgieten: Gebruikt keramische materialen om de mal te maken. Geschikt voor hoge-temperatuurlegeringen en biedt een uitstekende oppervlakteafwerking, maar is duur.
2.2 Gieten op metaalbasis
Metalen gietvormen: Maakt gebruik van metalen mallen, ook wel matrijzen genoemd, om gietstukken te maken. Hoge precisie en oppervlakteafwerking, maar beperkt tot grote volumes vanwege de matrijskosten.
Drukgieten (Matrijzengieten): Gesmolten metaal wordt onder hoge druk in een mal geperst. Uitstekende maatnauwkeurigheid en oppervlakteafwerking, maar beperkt tot non-ferrometalen.
Continugieten: Gesmolten metaal wordt continu in een mal gegoten en gestold. Geschikt voor het produceren van lange lengtes materiaal, maar beperkt tot specifieke vormen.
Gieten onder lage druk: Gebruikt lage druk om de mal te vullen met gesmolten metaal. Vermindert turbulentie en verbetert de kwaliteit, maar vereist gespecialiseerde apparatuur.
Centrifugaal gieten: Gebruikt centrifugale kracht om gesmolten metaal in de mal te verdelen. Ideaal voor cilindrische onderdelen en biedt een hoge materiaaldichtheid, maar is beperkt tot specifieke geometrieën.
Inzicht in de verschillende gietprocessen is cruciaal voor het kiezen van de juiste methode voor een specifieke toepassing. Elk proces heeft zijn eigen unieke kenmerken, voordelen en nadelen, waardoor ze geschikt zijn voor verschillende soorten producten en productieschalen. Door deze processen in detail te bestuderen, kunt u weloverwogen beslissingen nemen om de productie-efficiëntie en productkwaliteit te optimaliseren.
Verschillende soorten gietwerk uitgelegd
1. Zandgieten
Wat is zandgieten?
Zandgieten is een veelzijdige en veelgebruikte methode om metalen gietstukken te maken door een mal te maken van een zandmengsel. Dit proces kan gietstukken maken van verschillende metalen, waaronder staal, ijzer en de meeste non-ferro legeringen. Het wordt vooral gewaardeerd om zijn vermogen om complexe vormen en ingewikkelde binnenholtes te creëren.
Technologisch proces
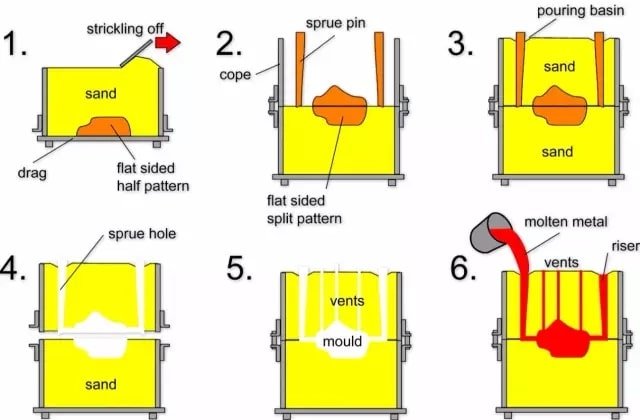
Het zandgietproces omvat verschillende belangrijke stappen:
Patronen maken: Een patroon, meestal gemaakt van hout, metaal of kunststof, wordt gemaakt in de vorm van het gewenste onderdeel.
Mallen maken: Het patroon wordt in een container geplaatst en ingepakt met zand om een mal te vormen. Het zand wordt gemengd met een bindmiddel om het zijn vorm te laten behouden.
Kern maken: Als voor het gieten interne holtes nodig zijn, worden kernen van zand in de mal geplaatst.
Vormassemblage: De matrijshelften worden in elkaar gezet en de nodige kernen worden erin geplaatst.
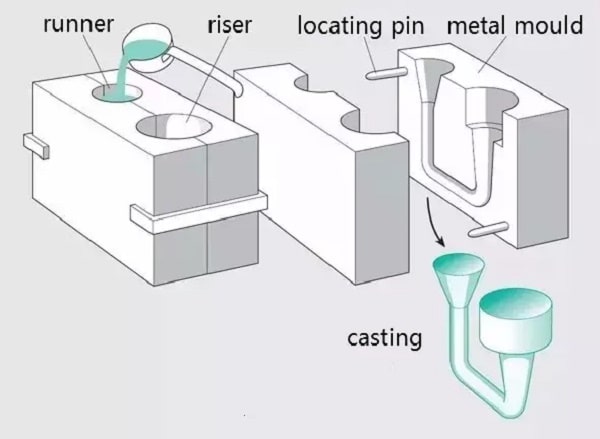
Gieten: Gesmolten metaal wordt in de vormholte gegoten via een openingssysteem.
Koeling: Het metaal mag afkoelen en stollen in de mal.
Shakeout: De zandmal wordt uit elkaar gehaald en het gietstuk wordt verwijderd.
Schoonmaken: Het gietstuk wordt gereinigd om eventueel achtergebleven zand, aanslag of overtollig metaal te verwijderen.
Inspectie: Het gietstuk wordt geïnspecteerd op defecten en maatnauwkeurigheid.
Zandgietproces
Technische kenmerken
Zandgieten heeft een aantal opmerkelijke eigenschappen:
Complexe vormen: Het is zeer geschikt voor het produceren van onderdelen met complexe geometrieën en ingewikkelde binnenholtes.
Aanpassingsvermogen: Zandgieten kan worden gebruikt met een breed scala aan metalen en legeringen, waardoor het zeer flexibel is.
Kosteneffectief: Het proces is relatief goedkoop, vooral voor kleine productieruns of aangepaste onderdelen.
Flexibiliteit materiaal: Het is het enige levensvatbare proces voor het produceren van onderdelen of vormstukken uit materialen met een slechte plasticiteit, zoals gietijzer.
Toepassingen
Zandgieten wordt veel gebruikt in verschillende industrieën vanwege de veelzijdigheid en kosteneffectiviteit. Gebruikelijke toepassingen zijn onder andere:
Auto-industrie: Motorblokken, cilinderkoppen en krukassen.
Ruimtevaartindustrie: Structurele componenten en behuizingen.
Machines: Tandwielkasten, pomphuizen en klephuizen.
Bouw: Architectonische onderdelen en toebehoren.
Samengevat is zandgieten een zeer flexibele en kosteneffectieve methode voor het produceren van metalen gietstukken met complexe vormen en ingewikkelde details. Het vermogen om met een breed scala aan materialen te werken maakt het een essentieel proces in veel industriële toepassingen.
2. Investeringsgieten
Wat is verloren-was-gieten?
Investment casting, ook bekend als verloren-was-gieten, is een precisie-gietproces waarbij een patroon wordt gemaakt van een smeltbaar materiaal, meestal was. Dit patroon wordt vervolgens omhuld door meerdere lagen vuurvaste materialen om een mal te vormen. Zodra de mal is gemaakt, wordt het patroon eruit gesmolten, zodat er een holte overblijft die vrij is van scheidingsvlakken. De mal wordt dan gebakken bij hoge temperaturen om eventueel achtergebleven was te verwijderen en de mal te verstevigen. Ten slotte wordt gesmolten metaal in de holte gegoten om het uiteindelijke gietstuk te maken.
Technologisch proces
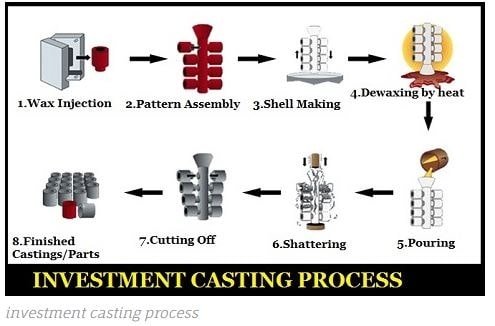
Het gietproces omvat verschillende stappen:
Patrooncreatie: Er wordt een waspatroon gemaakt, dat een exacte replica is van het eindproduct.
Montage: De waspatronen worden op een centrale wasspuit bevestigd om een boomachtige assemblage te vormen.
Shell-gebouw: De assemblage wordt herhaaldelijk in een keramische slurry gedompeld en bedekt met fijn zand om een dik, hard omhulsel op te bouwen.
Dewaxen: Het keramische omhulsel wordt verhit om de was te smelten en af te voeren, zodat er een holle mal overblijft.
Voorverwarmen: De mal wordt verder verhit om eventuele wasresten te verwijderen en hem voor te bereiden op het gieten van metaal.
Gieten: Gesmolten metaal wordt in de voorverwarmde mal gegoten.
Koeling: Laat de mal afkoelen en stollen.
Schelp verwijderen: Het keramische omhulsel wordt weggebroken zodat het gegoten metalen deel zichtbaar wordt.
Afwerking: Het gegoten onderdeel wordt uit de sprue gesneden en alle noodzakelijke nabewerkingen, zoals slijpen of machinaal bewerken, worden uitgevoerd.
Proces van verloren-was-gieten
Voordelen
Hoge dimensionale nauwkeurigheid en geometrische precisie: Investeringsgieten produceert onderdelen met nauwe toleranties en ingewikkelde details.
Uitstekende oppervlakteafwerking: Het proces levert onderdelen op met een hoge oppervlakteruwheid, waardoor er minder nabewerking nodig is.
Complexe vormen: Het kan complexe geometrieën gieten die moeilijk of onmogelijk te bereiken zijn met andere gietmethoden.
Veelzijdigheid materiaal: Een breed scala aan legeringen kan worden gegoten, waaronder legeringen die moeilijk te bewerken zijn.
Nadelen
Ingewikkelde procedures: Het proces bestaat uit meerdere stappen en vereist zorgvuldige controle in elke fase.
Hoge kosten: Door de complexiteit en arbeidsintensieve aard van het proces kan verlorenwas-gieten duurder zijn dan andere gietmethoden.
Toepassingen
Investeringsgieten is bijzonder geschikt voor het produceren van kleine onderdelen met complexe vormen en hoge precisievereisten. Het wordt veel gebruikt in industrieën zoals ruimtevaart, automobielindustrie en medische apparatuur. Veel voorkomende toepassingen zijn:
Turbinemotorbladen: Deze onderdelen vereisen hoge precisie en complexe geometrieën.
Medische implantaten: Investeringsgieten kan ingewikkelde en biocompatibele onderdelen produceren.
Juwelen: Het proces is ideaal voor het maken van gedetailleerde en delicate ontwerpen.
Auto-onderdelen: Onderdelen met een hoge precisie, zoals tandwielen en motoronderdelen, worden vaak gegoten.
Investeringsgieten blijft een vitaal proces in de moderne productie en levert hoogwaardige, nauwkeurige onderdelen voor uiteenlopende toepassingen.
3. Gietvormen van klei
Gieten met klei is een traditioneel gietproces waarbij klei wordt gebruikt als het primaire materiaal om mallen te maken voor de productie van verschillende gietstukken. Deze methode heeft een historische betekenis en wordt al eeuwenlang gebruikt, vooral in China, waar het erkend wordt als een van de vroegst bekende giettechnologieën.
Materialen en proces
Om ervoor te zorgen dat de kleivorm een sterke cohesieve kracht heeft, wordt de klei gemengd met water en verschillende organische en anorganische materialen. Deze materialen zijn onder andere:
Rijstdoppen en rijstgaas: Deze bijproducten uit de landbouw helpen bij het binden van de klei en verbeteren de structurele integriteit.
Paardenmest: Organisch materiaal zoals paardenmest helpt bij het creëren van een poreuze structuur in de mal.
Kaf As: Dit materiaal draagt bij aan de hardheid en duurzaamheid van de mal.
Na het mengen ondergaat de klei lucht- of zongedroogde processen. Deze droogfase is cruciaal omdat het de mal hard en duurzaam maakt. De resulterende kleivorm heeft luchtuitlaatporiën, die essentieel zijn voor het afvoeren van gassen tijdens het gietproces.
Schimmeleigenschappen
Oppervlaktestructuur: Het oppervlak van de kleivorm is fijn en uniform, wat helpt bij het verkrijgen van een gladde afwerking van het gegoten product.
Interne textuur: De middelste textuur van de mal is grover en zorgt voor de nodige stevigheid en stijfheid.
Extra materialen: Om de eigenschappen van de mal te verbeteren, kunnen materialen zoals zand, tankslakken en gebroken bakstenen worden toegevoegd. Deze toevoegingen helpen de thermische weerstand en algemene duurzaamheid van de mal te verbeteren.
Herbruikbaarheid
Een van de opmerkelijke voordelen van gieten met klei is de herbruikbaarheid van de mal. De kleivorm kan meerdere keren worden gebruikt, waardoor het een semi-permanente vorm is. Deze eigenschap maakt het een economische en efficiënte keuze voor gietprocessen.
Historisch belang
Het gieten van klei neemt een prominente plaats in in de geschiedenis van de productie, vooral in China. Het vertegenwoordigt de vindingrijkheid en vindingrijkheid van vroege metaalbewerkers die deze methode ontwikkelden om een verscheidenheid aan metalen voorwerpen te maken.
Toepassingen
Hoewel moderne giettechnieken geëvolueerd zijn, wordt het gieten met klei nog steeds gewaardeerd voor zijn eenvoud en doeltreffendheid in bepaalde toepassingen. Het is vooral nuttig bij kleinschalige productie en in gebieden waar traditionele methoden de voorkeur hebben.
Gieten met behulp van klei is een bewijs van de blijvende erfenis van traditionele productietechnieken. Door gebruik te maken van gemakkelijk verkrijgbare materialen en eenvoudige processen is het al eeuwenlang een betrouwbare methode voor het produceren van gietstukken. Het historische belang en de praktische voordelen maken het nog steeds een waardevolle gietmethode in specifieke contexten.
4. Schelpvorm gieten
Shell Mold Casting is een precisie-gietproces dat gietstukken van hoge kwaliteit produceert met behulp van dunne schelpvormen. Deze methode werd uitgevonden door Johannes Croning in 1943 en werd voor het eerst toegepast in Duitsland in 1944. Sinds de uitvinding is deze techniek wijdverbreid toegepast door verschillende industrieën over de hele wereld vanwege de efficiëntie en het vermogen om ingewikkelde en nauwkeurige gietstukken te produceren.
Procesoverzicht
Het gietproces van Shell Mold omvat verschillende belangrijke stappen:
Voorbereiding van het patroon: Een metalen patroon, meestal gemaakt van ijzer of staal, wordt verwarmd tot een temperatuur van 180-280°C.
Toepassing van vormzand: Verhit vormzand, meestal met fenolhars bedekt zand, wordt op het verwarmde patroon aangebracht. Hierdoor ontstaat een dunne schelpvorm met een dikte van 6-12 mm.
De schimmel genezen: De mal wordt verder verhit om het met hars bedekte zand te laten stollen, waardoor de schelp de nodige sterkte en stijfheid krijgt.
Assemblage van vormschalen: De bovenste en onderste malschalen worden aan elkaar geklemd of gelijmd met hars, waardoor een complete mal wordt gevormd zonder dat er een traditionele zandbak nodig is.
Kern maken: Indien nodig kunnen kernen ook worden gemaakt met hetzelfde vormproces. De blaasmethode wordt meestal gebruikt om dunne schelpkernen te maken.
Voordelen van gietvormen
Precisie en nauwkeurigheid: Het proces maakt de productie mogelijk van gietstukken met fijne details en nauwe toleranties.
Afwerking oppervlak: Gietstukken die met behulp van schelpvormen zijn gemaakt, hebben meestal een superieure oppervlakteafwerking in vergelijking met gietstukken die met traditionele zandgietmethoden zijn gemaakt.
Efficiëntie: De mallen met dunne omhulling hebben minder materiaal en energie nodig, waardoor het proces efficiënter en kosteneffectiever is.
Veelzijdigheid: Shell Mold Casting kan worden gebruikt voor een breed scala aan metalen, waaronder ferro- en non-ferro legeringen.
Toepassingen
Shell Mold Casting wordt veel gebruikt in industrieën waar precisie en een hoogwaardige oppervlakteafwerking van cruciaal belang zijn. Gebruikelijke toepassingen zijn onder andere:
Auto-industrie: Motoronderdelen, transmissieonderdelen en andere kritieke auto-onderdelen.
Ruimtevaartindustrie: Precisiecomponenten die een hoge sterkte en betrouwbaarheid vereisen.
Gereedschapsmachine-industrie: Complexe en gedetailleerde onderdelen voor diverse machines.
Shell Mold Casting is een zeer efficiënte en precieze gietmethode die een belangrijke rol heeft gespeeld bij het verbeteren van de productiemogelijkheden in verschillende industrieën. Het vermogen om hoogwaardige, gedetailleerde gietstukken met een uitstekende oppervlakteafwerking te produceren, maakt het tot een voorkeurskeuze voor vele toepassingen.
5. Keramisch vormgieten
Keramisch vormgieten is een geavanceerde gietmethode die gebruik maakt van een keramische slurry om gietstukken van hoge kwaliteit te produceren. Deze techniek wordt vooral gewaardeerd vanwege de mogelijkheid om precieze en complexe vormen te maken met een uitstekende oppervlakteafwerking. Laten we ons eens verdiepen in de bijzonderheden van dit gietproces.
Samenstelling van keramische slurry
De keramische slurry die bij deze gietmethode wordt gebruikt, bestaat uit:
Ethylsilicaathydrolysaat: Werkt als bindmiddel.
Fijn vuurvast zand: Hieronder vallen materialen zoals gesmolten kwarts, zirkoon en korund. Deze zanden worden gekozen om hun zuivere textuur en hoge thermische stabiliteit, die cruciaal zijn voor het behoud van de integriteit van de mal onder hoge temperaturen.
Katalysatoren voor geleren
Om het geleerproces van de keramische slurry te versnellen, worden vaak katalysatoren zoals calciumhydroxide of magnesiumoxide toegevoegd. Deze katalysatoren helpen bij het snel uitharden van de slurry, waardoor de mal in een korter tijdsbestek klaar is voor de volgende stappen.
Procesoverzicht
Vanwege de overeenkomsten in samenstelling en uiterlijk tussen de gebruikte vuurvaste materialen en traditionele keramiek, wordt dit proces vaak aangeduid als "keramisch type" gieten. Keramisch vormgieten is een geavanceerde technologie die geëvolueerd is van het traditionele zandgieten, en biedt een verbeterde precisie en oppervlaktekwaliteit.
Soorten keramische gietvormen
Er zijn twee primaire methoden voor het gieten van keramische mallen:
1. Mallen maken met een zandbak
Toepassing: De keramische slurry wordt aangebracht op een molding board.
Coating: De zandbak wordt bedekt met de slurry.
Gieten: De aangepaste slurry wordt in de zandbak gegoten.
Verlijmen en uitharden: De mal mag zich hechten en uitharden.
Bakken: De mal wordt dan gebakken bij hoge temperaturen om de uiteindelijke gietmal te vormen.
Deze methode is vooral handig voor het maken van gedetailleerde en ingewikkelde gietstukken.
2. Vormproductie met behulp van een bus
Gaten vullen: De keramische slurry wordt in de opening tussen de bus en het patroon gegoten.
Busmateriaal: De bus kan worden gemaakt van zand of metaal.
Efficiëntie: Deze methode is efficiënt omdat het een aanzienlijke hoeveelheid keramisch slib bespaart.
Deze techniek wordt veel gebruikt in de productie vanwege de materiaalefficiëntie en kosteneffectiviteit.
Voordelen van keramisch vormgieten
Precisie: Hiermee kunnen complexe en gedetailleerde vormen worden gemaakt.
Afwerking oppervlak: Produceert gietstukken met een uitstekende oppervlakteafwerking.
Thermische stabiliteit: De hoge thermische stabiliteit van de vuurvaste materialen garandeert de integriteit van de mal bij hoge temperaturen.
Materiaalefficiëntie: Het gebruik van bussen kan de benodigde hoeveelheid keramische slurry aanzienlijk verminderen.
Keramisch vormgieten is een belangrijke vooruitgang in de giettechnologie en biedt vele voordelen ten opzichte van traditionele methoden. Het vermogen om gietstukken van hoge precisie en hoge kwaliteit te produceren maakt het een proces van onschatbare waarde in diverse industriële toepassingen. Door de samenstelling, katalysatoren en methoden te begrijpen, kunnen fabrikanten deze technologie effectief gebruiken om superieure gietresultaten te bereiken.
6. Metalen gietvormen
Metaalgieten, ook bekend als Hard Mold Casting, is een zeer efficiënt proces waarbij vloeibaar metaal in een metalen mal wordt gegoten om gietstukken te maken. De mal, meestal gemaakt van staal of gietijzer, kan meerdere keren worden hergebruikt, vaak honderden tot duizenden keren, waardoor het een kosteneffectieve methode is voor massaproductie.
Voordelen van metaalgietwerk
Herbruikbaarheid: De metalen mallen zijn duurzaam en kunnen herhaaldelijk worden gebruikt, waardoor de kosten per gieting na verloop van tijd dalen.
Precisie: Metalen mallen bieden een hoge maatnauwkeurigheid en een uitstekende oppervlakteafwerking, waardoor er minder extra bewerkingen nodig zijn.
Productiesnelheid: Het proces maakt snelle productiecycli mogelijk, wat gunstig is voor de productie van grote volumes.
Beperkingen van metaalgietwerk
Ondanks de voordelen heeft metaalgieten bepaalde beperkingen:
Materiaalbeperkingen: Terwijl non-ferrometalen zoals aluminium, magnesium en zink vaak worden gebruikt, kunnen ferrometalen zoals gietijzer en staal een grotere uitdaging vormen vanwege hun hogere smeltpunten en de slijtage die ze veroorzaken op de mallen.
Complexiteit van vormen: Het proces is het meest geschikt voor eenvoudigere vormen. Complexe vormen kunnen ingewikkelder matrijsontwerpen vereisen, die duur en tijdrovend kunnen zijn om te produceren.
Gewichtsbeperkingen: Het gewicht van de gietstukken is over het algemeen beperkt. Zwaardere gietstukken kunnen overmatige slijtage van de mallen veroorzaken en vereisen mogelijk speciale hanterings- en koeltechnieken.
Wanddikte: Er zijn beperkingen aan de minimale wanddikte die kan worden bereikt. Dunnere wanden kunnen moeilijk uniform te gieten zijn, wat kan leiden tot mogelijke defecten en structurele zwakheden.
Initiële kosten: De initiële kosten voor het maken van metalen mallen zijn relatief hoog in vergelijking met andere gietmethoden, zoals zandgieten. Dit maakt het minder geschikt voor kleine productieseries.
Toepassingen
Metaalgietwerk wordt veel gebruikt in industrieën waar hoge precisie en herhaalbaarheid cruciaal zijn. Gebruikelijke toepassingen zijn onder andere:
Auto-industrie: Productie van motoronderdelen, transmissieonderdelen en andere kritieke onderdelen.
Ruimtevaartindustrie: Productie van lichtgewicht onderdelen met hoge sterkte.
Consumentenelektronica: Productie van behuizingen en structurele onderdelen voor elektronische apparaten.
Industriële machines: Componenten die een hoge duurzaamheid en precisie vereisen.
Metaalgietwerk is een veelzijdig en efficiënt productieproces, vooral geschikt voor de productie van grote volumes metalen onderdelen met een uitstekende maatnauwkeurigheid en oppervlakteafwerking. De beperkingen op het gebied van materiaal, vormcomplexiteit en gewicht moeten echter zorgvuldig worden overwogen als deze methode voor specifieke toepassingen wordt gekozen.
7. Spuitgieten
Wat is spuitgieten?
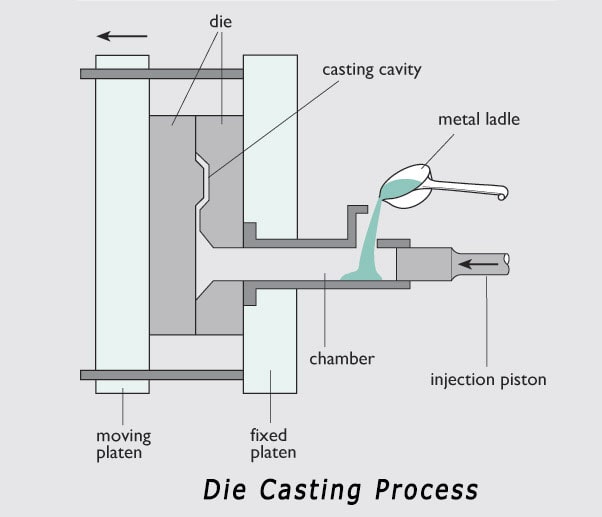
Spuitgieten is een productieproces waarbij gesmolten metaal onder hoge druk en hoge snelheid in een holte van een metalen precisievorm wordt gespoten. Het metaal koelt af en stolt onder druk, waardoor een gietstuk ontstaat met precieze afmetingen en een glad oppervlak.
Technologisch proces
Het spuitgietproces omvat verschillende belangrijke stappen:
Voorbereiding: De mal wordt voorbereid en bedekt met een smeermiddel om het verwijderen van het gietstuk te vergemakkelijken.
Injectie: Gesmolten metaal wordt onder hoge druk in de vormholte gespoten.
Koeling: Het metaal mag afkoelen en stollen in de mal.
Uitwerping: De mal wordt geopend en het gestolde gietstuk wordt uitgeworpen.
Trimmen: Overtollig materiaal, zoals uitvloeiing, wordt uit het gietstuk verwijderd.
Voordelen
Hoge druk en hoge stroomsnelheid: De metaalvloeistof staat onder hoge druk en stroomt snel tijdens het spuitgieten, zodat de mal snel en volledig wordt gevuld.
Goede productkwaliteit: Gietstukken hebben stabiele afmetingen, een goede oppervlakteafwerking en een uitstekende uitwisselbaarheid.
Hoge productie-efficiëntie: Matrijzen voor spuitgieten kunnen vele malen worden hergebruikt, waardoor het proces geschikt is voor massaproductie.
Economische voordelen: Het proces is kosteneffectief voor massaproductie dankzij de hoge efficiëntie en herhaalbaarheid.
Nadelen
Poreusheid en krimp: Gietstukken kunnen fijne poriën en krimpfouten ontwikkelen, die hun mechanische eigenschappen kunnen aantasten.
Lage plasticiteit: Gegoten onderdelen hebben een lage plasticiteit en zijn niet geschikt voor toepassingen met schokbelastingen of trillingen.
Schimmel Leven: Bij het gieten van legeringen met een hoog smeltpunt is de levensduur van de matrijs korter, wat de productieschaal kan beperken en de kosten kan verhogen.
Toepassingen
Spuitgieten werd aanvankelijk gebruikt in de automobiel- en instrumentenindustrie. In de loop der tijd zijn de toepassingen uitgebreid naar verschillende sectoren, waaronder:
Landbouwmachines
Gereedschapsmachine-industrie
Elektronica-industrie
Nationale defensie-industrie
Computers
Medische apparatuur
Klokken en camera's
Dagelijkse hardware
Spuitgieten blijft een veelzijdig en veelgebruikt productieproces omdat het complexe vormen kan produceren met een hoge precisie en een uitstekende oppervlaktekwaliteit.
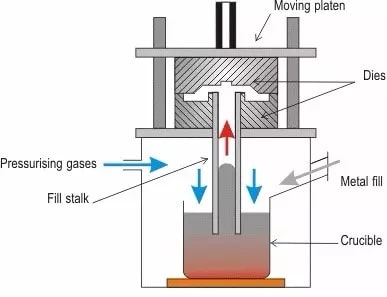
Lagedrukgieten is een productieproces waarbij vloeibaar metaal een mal vult onder een lage druk, meestal tussen 0,02 en 0,06 MPa. Het metaal kristalliseert dan onder deze druk om een gietstuk te vormen. Deze methode onderscheidt zich door de mogelijkheid om de druk en snelheid van het metaal tijdens het gieten te controleren, waardoor het geschikt is voor een verscheidenheid aan gietmallen en legeringen.
Technologisch proces
Voorbereiding van de mal: De mal, die van metaal of zand kan zijn, wordt voorbereid en geplaatst.
Metaal smelten: Het metaal wordt gesmolten in een oven.
De mal vullen: Het gesmolten metaal wordt onder lage druk vanaf de bodem in de mal gespoten, wat zorgt voor een stabiel en gecontroleerd vulproces.
Stolling: Het metaal stolt onder druk en vormt een dicht en hoogwaardig gietstuk.
Koeling en uitwerpen: Het gietstuk moet afkoelen en wordt dan uit de mal geworpen.
Technische kenmerken
Instelbare druk en snelheid
Veelzijdigheid: De druk en snelheid tijdens het gieten kunnen worden aangepast, waardoor het proces geschikt is voor verschillende gietmallen, waaronder metaal- en zandmallen.
Diverse toepassingen: Het kan worden gebruikt voor het gieten van verschillende legeringen en het produceren van gietstukken van verschillende afmetingen.
Vulmethode met bodeminjectie
Stabiele vulling: Door een bodem-injectie vulmethode toe te passen, vult de metaalvloeistof de mal stabiel zonder te spatten.
Gas Preventie: Deze methode helpt de aanwezigheid van gas in het gietstuk te voorkomen.
Verminderde erosie: Het vermindert de erosie van de matrijswanden en -kern, waardoor de doorloopsnelheid van het gieten verbetert.
Hoogwaardige gietstukken
Dichte structuur: Het gietstuk stolt onder druk, wat resulteert in een dichte structuur.
Scherpe contouren en glad oppervlak: De gietstukken hebben een scherpe omtrek en een glad oppervlak.
Hoge mechanische eigenschappen: Het proces resulteert in gietstukken met hoge mechanische eigenschappen, waardoor het bijzonder geschikt is voor grote, dunwandige onderdelen.
Efficiëntie en automatisering
Hoog metaalgebruik: Het proces maakt stijgleidingen overbodig, waardoor het metaalgebruik toeneemt tot 90-98%.
Lage arbeidsintensiteit: Het wordt gekenmerkt door een lage arbeidsintensiteit en goede arbeidsomstandigheden.
Eenvoudige apparatuur: De gebruikte apparatuur is relatief eenvoudig.
Mechanisatie en automatisering: Er is een groot potentieel voor mechanisatie en automatisering, waardoor de productiviteit en consistentie toenemen.
Toepassing
Lagedrukgieten wordt voornamelijk gebruikt bij de productie van traditionele producten zoals:
Cilinderkoppen
Naven
Cilinderkaders
Deze onderdelen profiteren van de hoogwaardige eigenschappen van lagedrukgietwerk, zoals hun dichte structuur en hoge mechanische eigenschappen.
Lagedrukgieten is een veelzijdige en efficiënte methode om metaalgietwerk van hoge kwaliteit te produceren. De mogelijkheid om de druk en snelheid tijdens het gieten te controleren, gecombineerd met de voordelen van vullen met bodeminjectie en stollen onder druk, maakt het geschikt voor een breed scala aan toepassingen. Het proces verbetert niet alleen de kwaliteit van de gietstukken, maar verbetert ook het metaalgebruik en maakt meer automatisering mogelijk, waardoor het een waardevolle techniek is in de moderne productie.
9. Centrifugaal gieten
Wat is centrifugaal gieten?
Centrifugaal gieten is een gietmethode waarbij gesmolten metaal in een draaiende mal wordt gegoten. De rotatie van de mal genereert centrifugale kracht, die helpt bij het vullen van de mal en het stollen van het metaal. Deze techniek is bijzonder effectief voor het produceren van cilindrische onderdelen en componenten met een hoge mate van uniformiteit en dichtheid.
Technologisch proces
Voorbereiding: De mal wordt voorbereid en ingesteld om met een specifieke snelheid te draaien.
Gieten: Gesmolten metaal wordt in de draaiende mal gegoten.
Stolling: De centrifugale kracht verdeelt het gesmolten metaal gelijkmatig langs de matrijswanden, waar het stolt.
Koeling: Laat het gietstuk afkoelen en volledig stollen.
Extractie: Het gestolde gietstuk wordt uit de mal gehaald voor verdere verwerking.
Voordelen
Efficiënt metaalgebruik: Het gietsysteem en het stijgsysteem verbruiken minimaal metaal, wat leidt tot een verbeterde procesopbrengst.
Kernloze productie: Bij de productie van lange buisvormige gietstukken verbetert de afwezigheid van een kern het vulvermogen van het metaal aanzienlijk.
Hoge kwaliteit: Het resulterende gietstuk vertoont een hoge dichtheid, weinig defecten (zoals poriën en slakinsluitsels) en uitstekende mechanische eigenschappen.
Samengestelde gietstukken: De productie van samengestelde metalen gietstukken van vaten en moffen is relatief eenvoudig.
Nadelen
Vormbeperkingen: Er zijn bepaalde beperkingen bij de productie van speciaal gevormde gietstukken.
Kwaliteit binnengat: De diameter van het binnengat van het gietstuk is niet nauwkeurig, het oppervlak van het binnengat is ruw, de kwaliteit is slecht en de bewerkingstoeslag is groot.
Segregatie: Bij het gieten kan het soortelijk gewicht ontmengen, wat de uniformiteit van het materiaal kan beïnvloeden.
Toepassingen
Centrifugaal gieten werd in eerste instantie gebruikt voor het produceren van gegoten buizen, maar sindsdien wordt het op grote schaal toegepast in verschillende industrieën, zoals metallurgie, mijnbouw, transport, irrigatie en drainage machines, luchtvaart, nationale defensie en de auto-industrie. Dit proces wordt gebruikt om gietstukken van staal, ijzer en non-ferro koolstoflegeringen te produceren.
Algemene toepassingen
Centrifugaalbuizen van gietijzer: Op grote schaal gebruikt in diverse leidingsystemen.
Cilindervoeringen voor verbrandingsmotoren: Essentieel voor motoren van auto's en zware machines.
Schachtmouwen: Gebruikt in diverse mechanische systemen om slijtage van roterende assen te verminderen.
Centrifugaal gieten is een veelzijdige en efficiënte methode voor het produceren van hoogwaardige cilindrische onderdelen met uitstekende mechanische eigenschappen, waardoor het een waardevol proces is in veel industriële toepassingen.
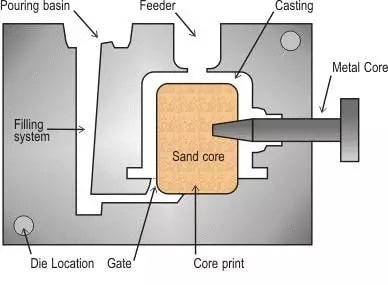
10. Spuitgieten met zwaartekracht
Wat is spuitgieten met zwaartekracht?
Gravity Die Casting is een gietproces waarbij vloeibaar metaal onder invloed van de zwaartekracht in een metalen mal wordt gegoten. Het metaal wordt dan afgekoeld en gestold om een gietstuk te produceren. Deze methode wordt veel gebruikt voor het produceren van hoogwaardige metalen onderdelen met precieze afmetingen en een uitstekende oppervlakteafwerking.
Technologisch proces
Vormvoorbereiding: De metalen mal wordt voorverwarmd en bedekt met een lossingsmiddel om het verwijderen van het gietstuk te vergemakkelijken.
Gieten: Gesmolten metaal wordt onder invloed van de zwaartekracht in de vormholte gegoten.
Koelen en stollen: Het metaal koelt af en stolt in de mal.
Uitwerping: Na het stollen wordt het gietstuk uit de mal gehaald.
Afwerking: Het gietstuk ondergaat nabewerkingsprocessen zoals bijsnijden, machinale bewerking en oppervlaktebehandeling om de gewenste specificaties te verkrijgen.
Voordelen
Hoge thermische geleidbaarheid en warmtecapaciteit: De hoge thermische geleidbaarheid en warmtecapaciteit van de metalen mal resulteren in een snelle afkoeling, wat leidt tot een dichte gietstructuur.
Verbeterde mechanische eigenschappen: Gietstukken geproduceerd door middel van zwaartekrachtgieten hebben mechanische eigenschappen die ongeveer 15% hoger zijn dan die geproduceerd door middel van zandgieten.
Dimensionale nauwkeurigheid en oppervlakteafwerking: Het gebruik van metalen mallen zorgt voor een grotere maatnauwkeurigheid en een lagere oppervlakteruwheid, waardoor de kwaliteit stabieler wordt.
Milieu- en arbeidsvoordelen: Minimaal of geen gebruik van zandkernen verbetert de milieuomstandigheden door minder stof en schadelijke gassen en verlaagt de arbeidsintensiteit.
Nadelen
Niet-ademende schimmel: De metalen mal is niet luchtdoorlatend, waardoor maatregelen nodig zijn om lucht en gassen af te voeren die worden gegenereerd door eventuele zandkernen in de holte.
Risico op scheuren: De metalen mal heeft geen concessie, waardoor deze vatbaar is voor barsten tijdens het stollen van het gietstuk.
Hoge kosten en lange productiecyclus: Metalen mallen hebben een langere productiecyclus en hogere kosten, waardoor ze vooral economisch haalbaar zijn voor massaproductie.
Toepassingen
Zwaartekrachtgieten is vooral geschikt voor de grootschalige productie van gietstukken van non-ferro legeringen, zoals aluminium- en magnesiumlegeringen, met complexe vormen. Het wordt ook gebruikt voor de productie van gietstukken en ingots van ijzer en staal. Door het zwaartekrachtgietproces, de voordelen en de beperkingen ervan te begrijpen, kunnen fabrikanten beter beslissen wanneer ze deze methode gebruiken om metalen onderdelen van hoge kwaliteit te produceren.
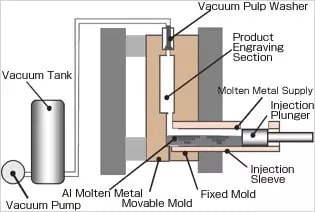
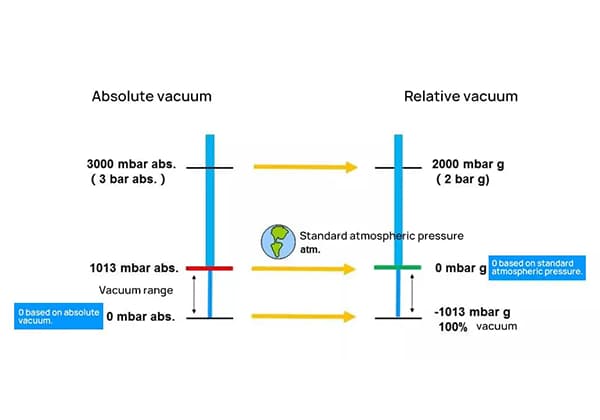
11. Vacuüm spuitgieten
Wat is vacuüm spuitgieten?
Vacuümspuitgieten is een geavanceerde vorm van spuitgieten die de mechanische eigenschappen en oppervlakteafwerking van gietstukken verbetert door de poriën en opgeloste gassen erin te verwijderen of aanzienlijk te verminderen. Dit wordt bereikt door gas aan de vormholte te onttrekken tijdens het gietproces, wat helpt bij het creëren van dichtere en robuustere gietstukken met minder defecten.
Technologisch proces
Het vacuüm spuitgietproces omvat verschillende belangrijke stappen:
Vormvoorbereiding: De mal wordt geprepareerd en gecoat met een lossingsmiddel om het gietstuk gemakkelijk te kunnen verwijderen.
Vacuümtoepassing: Voordat het gesmolten metaal wordt ingebracht, wordt een vacuüm aangebracht in de vormholte om lucht en gassen te verwijderen.
Metaal Injectie: Gesmolten metaal wordt onder hoge druk in de vormholte gespoten.
Stolling: Het metaal koelt af en stolt in de mal en vormt zo de gewenste vorm.
Uitwerpen van onderdelen: De mal wordt geopend en het gegoten onderdeel wordt uitgeworpen.
Voordelen
Verminderde porositeit: Vacuüm spuitgieten kan luchtgaten in het spuitgietwerk elimineren of aanzienlijk verminderen, wat leidt tot betere mechanische eigenschappen en oppervlaktekwaliteit.
Verbeterde galvanische prestaties: De vermindering van poriën verbetert de plateringsprestaties van de gegoten onderdelen.
Onderste tegendruk: Door de tegendruk in de holte te verlagen, kunnen lagere specifieke drukken en legeringen met slechte gietprestaties worden gebruikt.
Grotere gietstukken met kleinere machines: Het is mogelijk om grotere gietstukken te gieten met kleinere machines dankzij de verbeterde vulomstandigheden.
Dunnere gietstukken: Met dit proces kunnen dunnere doorsneden worden gegoten, wat gunstig kan zijn voor bepaalde toepassingen.
Nadelen
Complexe structuur voor schimmelafdichting: De structuur van de matrijsafdichting bij vacuümgieten is ingewikkeld, waardoor het maken van de matrijs en het installatieproces moeilijk en duur zijn.
Controlegevoeligheid: Als de vacuümgietmethode niet goed wordt gecontroleerd, zijn de voordelen mogelijk niet significant, wat leidt tot mogelijke defecten en inefficiëntie.
Vacuümspuitgieten is een geavanceerde techniek die aanzienlijke voordelen biedt bij het verminderen van porositeit en het verbeteren van de mechanische eigenschappen en oppervlakteafwerking van gegoten onderdelen. Het vereist echter nauwkeurige controle en een complexe afdichtingsstructuur van de matrijs, wat de kosten en complexiteit kan verhogen. Wanneer deze techniek correct wordt toegepast, kan hij gietstukken van hoge kwaliteit produceren die voldoen aan strenge prestatie-eisen.
12. Spuitgieten
Wat is spuitgieten?
Squeeze casting, ook bekend als vloeibaar metaal smeden, is een metaalvormproces waarbij vloeibaar of halfvast metaal onder hoge druk wordt gestold om het eindproduct of de vorm direct te produceren. Dit proces combineert de voordelen van zowel gieten als smeden en biedt verschillende voordelen zoals een hoog gebruik van vloeibaar metaal, een vereenvoudigd proces en een consistente kwaliteit. Het is een energie-efficiënte metaalvormingstechnologie die veelbelovend is voor toekomstige toepassingen.
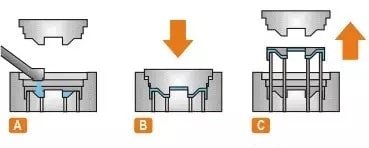
Technologisch proces
Spuitgieten met directe persing:
Spuitverf: Breng een coating aan op de mal om het loslaten van het gegoten onderdeel te vergemakkelijken.
Gegoten legering: Giet de gesmolten of halfvaste legering in de mal.
Vormklemmen: Sluit de mal en zet hem vast.
Drukregeling: Oefen hoge druk uit op het gesmolten metaal.
Drukhouder: Handhaaf de druk om een goede stolling te garanderen.
Drukontlasting: Laat de druk geleidelijk afnemen.
Schimmelscheiding: Open de mal.
Blank Ontvouwen: Haal het gestolde deel uit de mal.
Resetten: Maak de mal klaar voor de volgende cyclus.
Indirect spuitgietwerk:
Spuitcoating: Breng een coating aan op de mal.
Vormklemmen: Sluit de mal en zet hem vast.
Voeden: Breng het gesmolten of halfvaste metaal in de mal.
Vulling: Zorg ervoor dat de mal volledig gevuld is met het metaal.
Drukregeling: Oefen hoge druk uit.
Drukhouder: Handhaaf de druk om een goede stolling te garanderen.
Drukontlasting: Laat de druk geleidelijk afnemen.
Afscheid: Open de mal.
Blank Ontvouwen: Haal het gestolde deel uit de mal.
Resetten: Maak de mal klaar voor de volgende cyclus.
Technische kenmerken
Defecten verwijderen: Het kan interne poriën, krimp en andere defecten elimineren.
Kwaliteit van het oppervlak: Produceert onderdelen met een lage oppervlakteruwheid en een hoge maatnauwkeurigheid.
Preventie van barsten: Voorkomt het ontstaan van gietscheuren.
Automatisering: Gemakkelijk te mechaniseren en automatiseren, waardoor de productie-efficiëntie toeneemt.
Toepassingen
Knijpgieten kan worden gebruikt om verschillende soorten legeringen te produceren, waaronder:
Aluminiumlegering
Zinklegering
Koperlegering
Nodulair gietijzer
Deze veelzijdigheid maakt het geschikt voor een breed scala aan industriële toepassingen, van auto-onderdelen tot onderdelen voor de ruimtevaart.
Knijpgieten is een zeer efficiënt en veelzijdig metaalvormproces dat veel voordelen biedt ten opzichte van traditionele giet- en smeedmethodes. Het vermogen om onderdelen van hoge kwaliteit met minimale defecten te produceren en de compatibiliteit met verschillende legeringen maken het een aantrekkelijke optie voor moderne productie.
13. Verloren schuim gieten
Wat is verloren schuim gieten?
Verloren schuimgieten, ook wel bekend als solid casting, is een moderne en innovatieve giettechniek waarbij paraffine- of schuimmodellen worden gebruikt om de gewenste vorm en grootte van het gietstuk na te bootsen. Deze modellen worden geassembleerd tot een cluster om een enkele eenheid te vormen, die vervolgens wordt gebruikt in het gietproces.
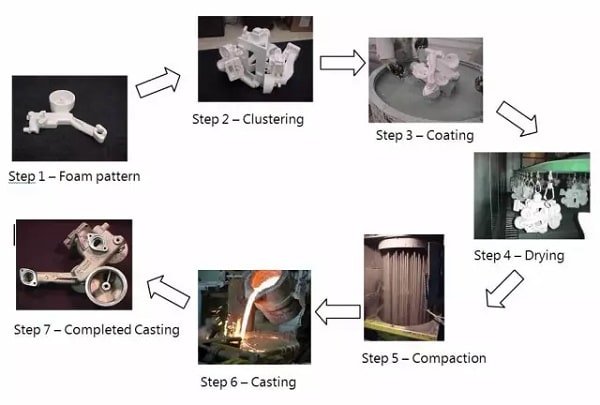
Technologisch proces
Voorschuimen: Het proces begint met voorschuimen, waarbij expandeerbare polystyreenbolletjes (EPS) worden geëxpandeerd tot schuim.
Schuimend vormen: De geëxpandeerde schuimkorrels worden in de vorm van het gewenste gietstuk gegoten.
Dompelcoating: Het schuimmodel wordt bedekt met een vuurvast materiaal om een omhulsel te creëren.
Drogen: Het gecoate model wordt gedroogd om ervoor te zorgen dat de vuurvaste coating stevig en stabiel is.
Modelleren: Het gedroogde model wordt in een kolf geplaatst en omgeven door droog kwartszand, dat door middel van trillingen wordt samengeperst om het model te ondersteunen.
Gieten: Vloeibaar metaal wordt in de mal gegoten, waardoor het schuimmodel verdampt en het metaal zijn plaats inneemt.
Vallend zand: Nadat het metaal gestold is, wordt het zand verwijderd.
Schoonmaken: Het uiteindelijke gietstuk wordt gereinigd om zandresten en vuurvast materiaal te verwijderen.
Technische kenmerken
Hoge precisie gieten: Verloren schuimgieten produceert zeer nauwkeurige gietstukken met een fijne oppervlakteafwerking en ingewikkelde details.
Geen zandkern: Bij deze methode is er geen zandkern nodig, waardoor de verwerkingstijd korter en complexer wordt.
Geen scheidingsvlak: De afwezigheid van een scheidingsvlak zorgt voor een flexibeler ontwerp en een grotere vrijheid in gietvormen.
Schone productie: Het proces is milieuvriendelijk en veroorzaakt minimale vervuiling.
Kosteneffectief: Het verlaagt de investerings- en productiekosten door het gietproces te vereenvoudigen en materiaalafval te minimaliseren.
Toepassingen
Verloren schuimgieten is zeer veelzijdig en kan worden gebruikt om een breed scala aan precisiegietstukken met complexe structuren en verschillende afmetingen te produceren. Het is geschikt voor verschillende legeringen en seriegroottes. Enkele veel voorkomende toepassingen zijn:
Gietijzeren motorblokken: Wordt gebruikt in de auto-industrie voor de productie van motoronderdelen.
Ellebogen van hoog mangaanstaal: Gebruikt in industrieën die duurzame en slijtvaste onderdelen nodig hebben.
Verloren schuimgieten is een zeer efficiënte en nauwkeurige gietmethode die talrijke voordelen biedt, waaronder een hoge ontwerpflexibiliteit, kostenbesparingen en milieuvoordelen. Het vermogen om complexe en hoogwaardige gietstukken te produceren maakt het een techniek van onschatbare waarde in diverse industriële toepassingen.
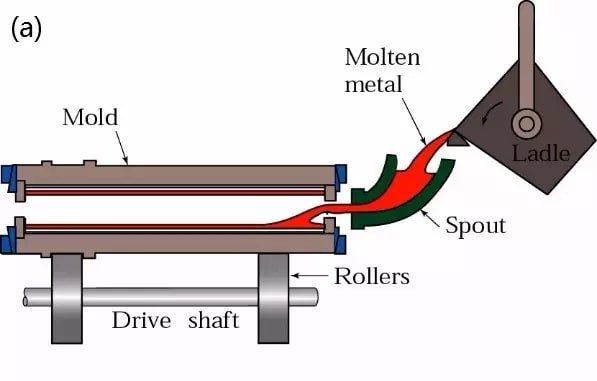
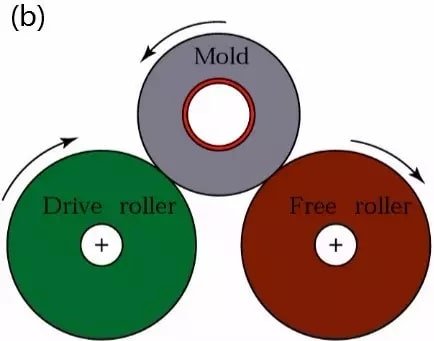
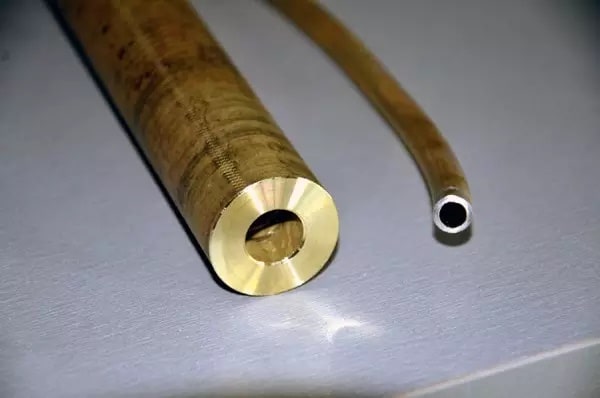
14. Continugieten
Wat is continugieten?
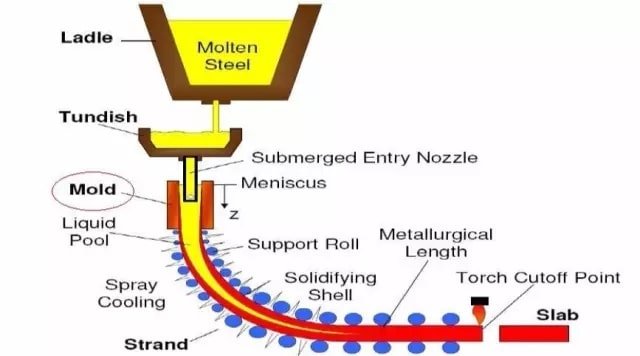
Continugieten is een geavanceerd metallurgisch proces waarbij gesmolten metaal continu in een speciaal ontworpen mal wordt gegoten die een kristallisator wordt genoemd. Terwijl het metaal stolt, wordt het continu uit het andere uiteinde van de mal getrokken. Deze methode maakt de productie mogelijk van gietstukken van onbepaalde lengte of specifieke lengtes, waardoor het zeer efficiënt is voor industriële toepassingen.
Technologisch proces
Het continugietproces omvat verschillende belangrijke stappen:
Gesmolten metaal gieten: Het gesmolten metaal wordt in de kristallisator gegoten.
Stolling: Als het metaal door de mal stroomt, begint het te stollen.
Extractie: Het gestolde metaal wordt continu uit de mal gehaald.
Snijden: Het doorlopende gietstuk kan indien nodig in gewenste lengtes worden gesneden.
Technische kenmerken
Continugieten biedt verschillende technische voordelen:
Snelle koeling: Het metaal koelt snel af, wat resulteert in dichtere kristalstructuren en uniformiteit.
Verbeterde mechanische eigenschappen: Het proces verbetert de mechanische eigenschappen van het gegoten metaal.
Materiaalefficiëntie: Het bespaart metaal en verhoogt de opbrengst door afval te minimaliseren.
Vereenvoudigde procedures: Bij continu gieten zijn er geen traditionele modelleer- en andere stappen nodig, waardoor de arbeidsintensiteit afneemt.
Ruimte-efficiëntie: Het proces vereist aanzienlijk minder productieruimte.
Automatisering: Continugieten is gemakkelijk te automatiseren, wat leidt tot een hogere productie-efficiëntie door mechanisatie.
Toepassingen
Continugieten is veelzijdig en kan worden gebruikt om verschillende metalen en legeringen te gieten, waaronder:
Staal
IJzer
Koperlegeringen
Aluminiumlegeringen
Magnesium legeringen
Het is bijzonder geschikt voor het produceren van lange gietstukken met constante dwarsdoorsnedevormen, zoals:
Ingots
Platen
Staafvormige knuppels
Buizen
Continugieten is een zeer efficiënt en technologisch geavanceerd proces dat talrijke voordelen biedt op het gebied van materiaaleigenschappen, productie-efficiëntie en kostenbesparing. Het vermogen om lange, uniforme gietstukken te produceren maakt het onmisbaar in de moderne metallurgische industrie.
Gieten is een fundamentele en veelzijdige productietechniek waarbij massief metaal wordt gesmolten, in een mal gegoten en gestold tot een specifieke vorm. Dit proces is een integraal onderdeel van moderne productie en biedt talloze voordelen op het gebied van kosten, tijd en materiaalefficiëntie.
Stappen in het gietproces
Voorbereiding van de gietmal:
Soorten mallen: Gietmallen kunnen worden gemaakt van verschillende materialen, waaronder zand, metaal, keramiek, klei en grafiet. Ze zijn ingedeeld op basis van hun gebruiksfrequentie in eenmalige mallen, semi-permanente mallen en permanente mallen.
Belang: De kwaliteit van de gietvorm is cruciaal omdat deze rechtstreeks van invloed is op de kwaliteit van het uiteindelijke gietproduct.
Smelten en gieten van het gietmetaal:
Gietlegeringen: Gangbare gietmetalen zijn gietijzer, gietstaal en non-ferro legeringen zoals aluminium, koper en lood.
Proces: Het metaal wordt gesmolten om aan specifieke eisen te voldoen en vervolgens in de voorbereide mal gegoten.
Gietbehandeling en inspectie:
Processen na het gieten: Dit omvat het verwijderen van vreemde materialen, sprues, risers, bramen en scheuren. Bijkomende stappen kunnen zijn warmtebehandeling, vormgeven, antiroestbehandeling en voorbewerking.
Inspectie: Ervoor zorgen dat het gietstuk voldoet aan de gewenste specificaties en kwaliteitsnormen.
Materialen die worden gebruikt bij het gieten
Metalen: Veel gebruikte metalen zijn koper, ijzer, aluminium, tin en lood.
Vormmaterialen: Dit kan zand, metaal of keramiek zijn, afhankelijk van de specifieke vereisten van het gietproces.
Soorten gietmallen
Gewone gietvormen: Gemaakt van ruw zand, klei, waterglas, hars en andere hulpmaterialen.
Speciale gietmallen: Inclusief verloren-was-gieten, verloren-schuim-gieten, metaalvorm-gieten en keramisch vorm-gieten. Ruwe zandtypes kunnen variëren, waaronder kwartszand, magnesiumzand, zirkoniumzand, chromietzand, forsterietzand, kyanietzand, grafietzand en ijzerzand.
Technologisch proces
Het gietproces kan in de volgende stappen worden samengevat:
Vloeibaar metaal: Het metaal wordt gesmolten tot een vloeibare toestand.
Vullen: Het vloeibare metaal wordt in de mal gegoten.
Verharding Krimp: Het metaal koelt af en stolt, waarbij het vaak iets krimpt.
Gieten: Het gestolde metaal wordt uit de mal gehaald, wat resulteert in het uiteindelijke gegoten product.
Kenmerken van het gietproces
Complexe vormen: In staat om onderdelen met ingewikkelde en complexe vormen te maken, vooral die met gecompliceerde interne holtes.
Aanpassingsvermogen: Geschikt voor een breed scala aan legeringen en gietmaten.
Materiaalefficiëntie: Gebruikt een breed scala aan materialen, waaronder de mogelijkheid om afval opnieuw te smelten, wat leidt tot lage investeringen in apparatuur.
Uitdagingen: Het proces kan resulteren in een hoog uitvalpercentage, een lage oppervlaktekwaliteit en slechte arbeidsomstandigheden.
Historische context
Gieten is een van de oudste metaalbewerkingsprocessen met een geschiedenis van ongeveer 6000 jaar. Deze lange geschiedenis onderstreept het belang en de blijvende relevantie ervan in de productie.
Gieten blijft een hoeksteen van de moderne productie vanwege de veelzijdigheid, efficiëntie en het vermogen om complexe vormen te produceren. Inzicht in de fijne kneepjes van het gietproces, van de voorbereiding van de mal tot de behandeling na het gieten, is essentieel voor het optimaliseren van de productie en het garanderen van gegoten producten van hoge kwaliteit.
Veelgestelde vragen
Hieronder vindt u antwoorden op een aantal veelgestelde vragen:
Wat zijn de belangrijkste gietprocessen?
De belangrijkste gietprocessen zijn zandgieten, verlorenwasgieten, matrijzen gieten, centrifugaal gieten (rotocasting), continugieten, zwaartekrachtgieten, verloren schuim gieten, gipsen, rotatiegieten (rotocasting), persgieten en mallen gieten. Elk van deze methodes heeft unieke kenmerken, voordelen en toepassingen. Zandgieten is een van de oudste methoden, geschikt voor complexe vormen en grote onderdelen. Investeringsgieten maakt hoge precisie mogelijk en wordt gebruikt in de ruimtevaart en auto-industrie. Spuitgieten, zowel lage als hoge druk, is ideaal voor massaproductie van complexe geometrieën met hoge precisie. Centrifugaal Gieten wordt gebruikt voor cilindrische onderdelen en biedt een hoge dichtheid en minder defecten. Continugieten is efficiënt voor de productie van grote volumes lange, doorlopende gietstukken. Gravity Die Casting gebruikt permanente metalen mallen en biedt een betere oppervlakteafwerking en maatnauwkeurigheid. Lost Foam Casting gebruikt schuimpatronen, wat resulteert in hoge precisie en een flexibel ontwerp. Gipsgieten maakt gebruik van gipsen mallen, geschikt voor ingewikkelde details. Rotatiegieten maakt gebruik van roterende mallen voor holle onderdelen. Squeeze Casting combineert gieten en smeden voor stabiele kwaliteit en hoog metaalgebruik. Shell Mold Casting gebruikt een met hars bedekte zandmal, die een goede oppervlakteafwerking en precisie biedt. Elk proces wordt gekozen op basis van de specifieke eisen van het product en het productievolume.
Wat zijn de voor- en nadelen van zandgieten?
Zandgieten is een veelgebruikt gietproces met een aantal opmerkelijke voor- en nadelen. Een van de voordelen is dat zandgieten een eenvoudig productieproces is waarbij gewoon zand wordt gebruikt om mallen te maken, wat leidt tot relatief korte productietijden. De gereedschapskosten zijn laag, vooral voor de productie van kleinere volumes, omdat de mallen gemaakt kunnen worden van goedkope materialen zoals hout, plastic of metaal. Deze methode biedt ook materiaalflexibiliteit en is geschikt voor bijna elke ferro- of non-ferrolegering, waardoor het geschikt is voor diverse industrieën zoals de auto- en luchtvaartindustrie.
Bovendien kan zandgieten een breed scala aan maten en gewichten produceren, van kleine ingewikkelde onderdelen tot componenten op grote schaal, en is het geschikt voor complexe geometrieën. De doorlooptijden zijn over het algemeen kort, waardoor het ideaal is voor projecten die een snelle doorlooptijd vereisen. Het proces is ook kosteneffectief, vooral voor kleine series of prototypes, en het gebruikte zand kan worden gerecycled, waardoor het milieuvriendelijk is.
Zandgieten heeft echter een aantal nadelen. Het proces resulteert in een lagere mechanische sterkte en een hogere porositeit omdat gesmolten materiaal met de hand zonder druk wordt gegoten. De maatnauwkeurigheid is lager en de onderdelen hebben vaak een ruw oppervlak door de textuur van de zandvorm. Hierdoor zijn vaak extra afwerkingsprocessen nodig zoals machinaal bewerken of zandstralen. Het proces is arbeidsintensief en vereist geschoold personeel, wat de arbeidskosten kan opdrijven.
Bovendien moeten mallen voor elk gietstuk opnieuw worden gemaakt en de poreuze aard van zand vereist beschermende coatings, waardoor de complexiteit en de kosten toenemen. Zandgieten is ook gevoelig voor defecten zoals krimp, koudsluiting, gasporositeit en zandinsluitingen, die kunnen ontstaan door een ondeugdelijk matrijsontwerp of variaties in de gietparameters. Deze nadelen moeten worden afgewogen tegen de voordelen wanneer zandgieten wordt gekozen voor een project.
Waarin verschilt verloren-was-gieten van spuit-gieten?
Bij verloren-was-gieten wordt een waspatroon gemaakt dat wordt bedekt met een vuurvast materiaal om een mal te vormen. De was wordt uitgesmolten en gesmolten metaal wordt in de holte gegoten, waardoor het uiteindelijke onderdeel ontstaat zodra de mal wordt afgebroken. Dit proces maakt hoge precisie en complexe geometrieën mogelijk, waardoor het geschikt is voor zowel ferro- als non-ferrometalen en ideaal is voor kleine tot middelgrote productievolumes.
Bij spuitgieten daarentegen wordt gebruik gemaakt van herbruikbare stalen matrijzen waarin gesmolten metaal onder hoge druk wordt geïnjecteerd. Dit proces is sneller en efficiënter voor grote productieseries, waarbij vaak duizenden onderdelen met een goede maatnauwkeurigheid worden geproduceerd. Spuitgieten is meestal beperkt tot non-ferrometalen zoals aluminium, zink en magnesium.
Samengevat blinkt verloren-was-gieten uit in het maken van ingewikkelde en precieze onderdelen met een uitstekende oppervlakteafwerking, maar het is tijdrovender en duurder voor grote volumes. Spuitgieten is kosteneffectiever voor de productie van grote volumes, hoewel het extra bewerkingen kan vereisen om de gewenste oppervlakteafwerking te bereiken en beperkt is tot non-ferrometalen.
Welke toepassingen zijn het meest geschikt voor centrifugaal gieten?
Centrifugaal gieten is vooral geschikt voor toepassingen waarbij cilindrische of rotatiesymmetrische onderdelen met een uniforme wanddikte en hoge mechanische sterkte moeten worden geproduceerd. Dit proces wordt veel gebruikt in verschillende industrieën omdat het onderdelen kan produceren met een uitstekende maatnauwkeurigheid en superieure mechanische eigenschappen.
Bij de productie van buizen is centrifugaal gieten ideaal voor de productie van naadloze producten zoals lantaarnpalen, rioolbuizen, waterleidingen, olie- en gaspijpleidingen en ketelbuizen. Het proces zorgt voor een uniforme wanddikte en hoge duurzaamheid, waardoor het perfect is voor deze toepassingen.
Voor ringen en wielen wordt centrifugaalgieten gebruikt om onderdelen met hoge sterkte en maatnauwkeurigheid te maken, zoals tandwielen, lagers, vliegwielen, remtrommels en spoorwielen, die essentieel zijn in de industriële en transportsector.
Het proces is ook geschikt voor de productie van diverse cilindrische onderdelen, waaronder voeringen, assen, rollen, bussen en bussen, die vaak worden gebruikt in de auto-, lucht- en ruimtevaart- en algemene machinebouwindustrie.
In de lucht- en ruimtevaart en defensie is centrifugaal gieten cruciaal voor het produceren van onderdelen met precieze afmetingen en superieure mechanische eigenschappen, zoals lagers voor landingsgestellen, straalpijpen voor raketmotoren, koepellagers en onderdelen voor onderzeeërs.
De olie- en gasindustrie profiteert van centrifugaalgieten voor de productie van duurzame onderdelen zoals accumulatoren, kogelkleponderdelen, schuifafsluiters, debietmeters en slibschermen die bestand zijn tegen zware omstandigheden.
In de commerciële scheepsindustrie wordt het proces gebruikt om waaiers, schroefasvoeringen en andere scheepsonderdelen te maken die bestand moeten zijn tegen corrosie en hoge belasting.
Daarnaast wordt centrifugaal gieten toegepast in de voedingsmiddelen- en farmaceutische industrie voor het produceren van zeer nauwkeurige en schone onderdelen zoals matrijzenrollen, bussen en extrusiebuizen.
In de energieopwekking wordt centrifugaalgieten gebruikt om onderdelen te maken zoals onderdelen voor loopdeuren, tandwielonderdelen en nucleaire onderdelen, om structurele integriteit en prestaties te garanderen.
Bovendien wordt het proces gebruikt bij het gieten van juwelen en tanden om ingewikkelde ontwerpen te maken met minimale materiaalverspilling en zonder nabewerking.
Over het algemeen is centrifugaal gieten zeer geschikt voor toepassingen die een uniforme wanddikte, hoge mechanische sterkte, cilindrische vormen, minimaal materiaalverlies, hoge precisie en weerstand tegen zware omstandigheden vereisen.
Welke materialen kunnen gebruikt worden in continugieten?
Continugieten is een veelzijdig proces dat kan worden toegepast op een verscheidenheid aan metalen en metaallegeringen. De materialen die vaak gebruikt worden in continugieten zijn onder andere:
Staal: Dit is een van de meest gebruikte materialen voor continugieten, vooral voor de productie van stalen knuppels in grote volumes. Het proces werd in de jaren 1950 geïntroduceerd als een efficiënter alternatief voor gietvormen voor ingots.
Koperlegeringen: Verschillende legeringen op basis van koper, zoals brons (koper-tin), loodbrons (koper-tin-lood), roodbrons (koper-tin-zink), siliciumbrons (koper-zink-silicium) en aluminiumbrons (koper-aluminium), worden vaak geproduceerd door middel van continugieten. Deze legeringen vinden toepassingen in sectoren als drinkwatersystemen en machinebouw.
Aluminium: Hoewel het minder gebruikelijk is dan staal- en koperlegeringen, kan aluminium ook worden verwerkt met behulp van continugieten om aluminiumproducten van hoge kwaliteit te produceren.
Gietijzers: Bepaalde soorten gietijzer zijn geschikt voor continugieten en bieden voordelen zoals uniformiteit en constante kwaliteit.
Lood: Het proces wordt gebruikt voor de productie van loodroosters voor batterijen, inclusief die voor auto's, motorfietsen en industriële toepassingen, waarbij een minimale hoeveelheid afval en een hoge kwaliteit met een geoptimaliseerde korrelstructuur worden gegarandeerd.
Speciale legeringen: Continugieten kan worden toegepast op speciale legeringen, vooral loodvrije koperlegeringen, als het productievolume de setupkosten rechtvaardigt.
Over het algemeen is het continugietproces zeer flexibel, waardoor verschillende metaalvormen kunnen worden geproduceerd, zoals buizen, massieve staven, rechthoekige, zeshoekige en vierkante profielen, maar ook gespecialiseerde vormen zoals tandwielen met tanden en rotatie-asymmetrische geometrieën. Dit aanpassingsvermogen maakt continugieten een betrouwbare methode voor het produceren van hoogwaardige metalen halffabrikaten met een consistente en homogene structuur.
Hoe is zwaartekrachtgieten te vergelijken met andere gietmethoden?
Zwaartekrachtgieten is een gietproces waarbij gesmolten metaal onder invloed van de zwaartekracht in een permanente mal wordt gegoten. Deze methode verschilt op een aantal belangrijke punten van andere gietprocessen:
Proces en vulmechanisme: In tegenstelling tot spuitgieten onder druk, waarbij hoge druk wordt gebruikt om metaal in mallen te injecteren, vertrouwt het gravitatiegieten op de zwaartekracht om de mal te vullen. Deze eenvoudigere methode vermindert het risico op luchtinsluiting en maakt het gebruik van zandkernen mogelijk om interne holtes te creëren, wat niet mogelijk is bij spuitgieten onder druk.
Productiesnelheid en -volume: Zwaartekrachtgieten heeft meestal langere cyclustijden en is minder geschikt voor grote productieseries dan drukgieten. Het produceert ongeveer 30-50 onderdelen per uur, waardoor het ideaal is voor kleinere tot middelgrote productievolumes. Drukgieten daarentegen is sterk geautomatiseerd en kan meer dan 200 onderdelen per uur produceren. Zandgieten, een andere methode, is over het algemeen langzamer en wordt gebruikt voor grotere, minder complexe onderdelen of lage productievolumes.
Kwaliteit en complexiteit van gietstukken: Zwaartekrachtgieten levert onderdelen met een goede oppervlakteafwerking en een gemiddelde maatnauwkeurigheid. Het bereikt echter niet hetzelfde niveau van precisie en complexiteit als hogedrukgieten, dat onderdelen met dunnere wanden en ingewikkelder ontwerpen kan produceren. Zandgieten, aan de andere kant, resulteert in onderdelen met een ruwere afwerking en grotere dimensionale variatie.
Gereedschaps- en materiaalkosten: De mallen die gebruikt worden bij het gieten van zwaartekrachtmatrijzen zijn eenvoudiger en goedkoper te produceren dan de geharde stalen mallen die nodig zijn voor het gieten van drukmatrijzen. Dit maakt zwaartekrachtgieten toegankelijker voor kleinere projecten. Zandgieten gebruikt goedkope zandmallen maar biedt minder nauwkeurigheid en efficiëntie.
Toepassingen en economische overwegingen: Zwaartekrachtgieten is geschikt voor het produceren van kleine tot middelgrote onderdelen met een eenvoudige tot middelmatige complexiteit, waardoor het kosteneffectief is voor productieseries van 250 tot 50.000 stuks per jaar. Het is ideaal voor toepassingen die gericht zijn op sterkte, eenvoud en lagere productievolumes. Spuitgieten, met zijn hogere aanloopkosten maar lagere kosten per onderdeel dankzij de hoge productiviteit, is beter voor de productie van complexe onderdelen in grote volumes. Zandgieten wordt vaak gebruikt voor grotere, niet-complexe onderdelen of lage productievolumes vanwege de lagere kosten maar minder gewenste precisie.
Samengevat biedt het zwaartekrachtgieten een evenwichtige benadering voor kleine tot middelgrote productievolumes met een goede oppervlakteafwerking en een gemiddelde nauwkeurigheid, waardoor het een kosteneffectieve keuze is voor bepaalde toepassingen. Het houdt het midden tussen de hoge precisie en het volume van hogedrukgieten en het goedkopere maar minder nauwkeurige zandgieten.
Hoe kan ik thuis onderdelen gieten?
Thuis onderdelen gieten kan een lonende en praktische manier zijn om aangepaste onderdelen te maken. Hier is een gedetailleerde handleiding om je op weg te helpen:
Benodigde apparatuur en materialen
Smeltoven
Elektrische oven: Voor kleinschalige productie is een elektrische oven met een kleine capaciteit ideaal. Deze ovens zijn efficiënt en bieden een nauwkeurige temperatuurregeling, waardoor ze geschikt zijn voor zowel ijzer als aluminium.
Kerosine Oven: Ovens op kerosine, geschikt voor het smelten van aluminium, zijn een alternatief als er geen elektrische oven beschikbaar is.
Opmerking: IJzer en aluminium mogen niet in dezelfde oven worden gesmolten omdat de materiaaleigenschappen dan moeilijk te controleren zijn. Als nauwkeurige materiaalcontrole niet kritisch is voor uw project, is dit misschien geen belangrijk probleem.
Vormen
Aangepaste mallen: Afhankelijk van de onderdelen die je wilt gieten, heb je aangepaste mallen nodig. Deze kunnen worden gemaakt van verschillende materialen, waaronder zand, metaal of siliconen, afhankelijk van de complexiteit en de vereiste precisie.
Zand: Voor zandgieten heb je gieterijzand van hoge kwaliteit nodig. Dit zand moet worden gemengd met een bindmiddel om de vorm vast te houden tijdens het gietproces.
Zandmenger: Hoewel het niet essentieel is, kan een zandmenger de consistentie en kwaliteit van het zandmengsel aanzienlijk verbeteren. Handmatig mengen is mogelijk, maar kan minder efficiënt zijn.
Hulpmiddelen voor modelleren
Patroon: Maak een patroon van het onderdeel dat je wilt gieten. Dit patroon wordt gebruikt om de holte in de zandmal te vormen.
Fles: Een houder die wordt gebruikt om de zandmal in te doen. Het bestaat meestal uit twee delen: de cope (boven) en de drag (onder).
Gieten en gieten
Kroes: Een vat van hittebestendig materiaal dat wordt gebruikt om metaal te smelten en te gieten.
Tong: Voor het veilig hanteren van de hete kroes.
Beschermende uitrusting: Veiligheid is van het grootste belang. Draag hittebestendige handschoenen, een schort en een gezichtsbescherming tegen spatten en brandwonden.
Hulpmiddelen na het gieten
Schoonmaakgereedschap: Om de gietstift te verwijderen en eventuele bramen op het gietstuk glad te strijken. Vijlen, slijpmachines en beitels worden vaak gebruikt.
Straalwals: Verbetert de oppervlakteafwerking van het gietstuk door achtergebleven zand te verwijderen en het oppervlak glad te maken.
Stap voor stap
De mal voorbereiden:
Maak een patroon van het onderdeel dat je wilt gieten.
Plaats het patroon in de erlenmeyer en vul het zand eromheen goed aan.
Verwijder het patroon en laat een holte achter in de vorm van het onderdeel.
Metaal smelten:
Plaats het metaal (ijzer of aluminium) in de smeltkroes en verhit het in de oven tot het smeltpunt is bereikt.
Gebruik een tang om de kroes vast te pakken en giet het gesmolten metaal in de holte van de mal.
Laten afkoelen:
Laat het metaal afkoelen en stollen in de mal. De afkoeltijd hangt af van de grootte en complexiteit van het gietstuk.
Het gietstuk verwijderen:
Breek de zandmal weg om het gietstuk te onthullen.
Gebruik reinigingsgereedschap om de stijgbuis en overtollig materiaal te verwijderen.
Afwerking:
Strijk eventuele bramen of ruwe randen glad met vijlen of slijpmachines.
Gebruik eventueel een straalroller om het oppervlak beter af te werken.
Veiligheidsoverwegingen
Werk altijd in een goed geventileerde ruimte om inademen van dampen te voorkomen.
Houd een brandblusser in de buurt voor noodgevallen.
Draag de juiste beschermende uitrusting om brandwonden en verwondingen te voorkomen.
Als je deze stappen volgt en de juiste apparatuur gebruikt, kun je thuis met succes onderdelen gieten. Onthoud dat oefening en geduld de sleutel zijn om de kunst van het gieten onder de knie te krijgen.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Op zoek naar de beste fabrikanten van vacuümpompen? Dit artikel belicht de toonaangevende merken in de industrie voor 2024, zoals NASH, Edwards, Leybold en Atlas Copco. Elk bedrijf staat bekend om...
Momenteel wordt 3D printtechnologie op grote schaal gebruikt in de auto-industrie, lucht- en ruimtevaart en defensie, consumptiegoederen, elektrische en elektronische apparaten, biomedische toepassingen, culturele en creatieve sieraden, bouwtechniek en onderwijs, ...
Stel je voor dat je ruw metaalpoeder kunt transformeren tot complexe, hoogwaardige onderdelen zonder dat daar traditionele smeltprocessen voor nodig zijn. Dit is poedermetallurgie - een veelzijdige productietechniek waarbij poeders worden gecombineerd om materialen...
Waarom mislukken sommige gietstukken terwijl andere uitblinken? Het antwoord ligt in de eigenschappen van legeringgietwerk. Dit artikel onderzoekt hoe factoren zoals vloeibaarheid, krimp, oxideerbaarheid en gasabsorptie...