| Lasmodus | Oorzaak | Preventieve maatregelen |
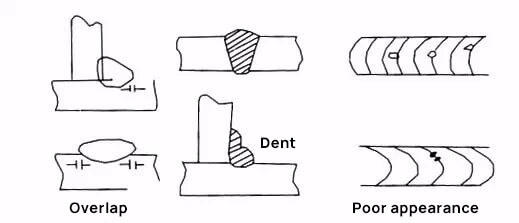
| Overlap | (1) De stroom is te laag.
(2) De lassnelheid is te laag. | (1) Gebruik geschikte stroom.
(2) Gebruik de juiste snelheid. |
| Slecht uiterlijk en vorm van lasnaad | (1) Slechte lasdraad.
(2) Onjuiste bedieningsmethode.
(3) De lasstroom is te hoog en de elektrodediameter is te dik.
(4) Oververhitting van de las.
(5) In de lasnaad is de lasvulmethode slecht.
(6) Het geleidende mondstuk is versleten.
(7) De uitschuiflengte van lasdraad blijft ongewijzigd. | (1) Er worden droge elektroden van geschikte grootte en goede kwaliteit geselecteerd.
(2) Gebruik een uniforme en geschikte snelheid en lasvolgorde.
(3) Selecteer lassen met de juiste stroom en diameter.
(4) Verminder de stroomsterkte.
(5) Meer oefenen.
(6) Vervang het geleidende mondstuk.
(7) Behoud een vaste lengte en bekwaamheid. |
| Dent | (1) Onjuist gebruik van lasdraad.
(2) De lasdraad is nat.
(3) Het basismetaal koelt te snel af.
(4) Onzuivere elektrode en ontmenging van het lasmetaal.
(5) Het koolstof- en mangaangehalte van het lasmetaal is te hoog. | (1) Gebruik geschikte lasdraad. Als het niet kan worden geëlimineerd, gebruik dan lasdraad met een laag waterstofgehalte.
(2) Gebruik gedroogde elektroden.
(3) Verlaag de lassnelheid en vermijd afschrikken. Het is het beste om voor te verwarmen of na te verwarmen.
(4) Gebruik een goede waterstofarme elektrode.
(5) Er moeten elektroden met een hoge basiciteit worden gebruikt. |
| Boogafwijking | (1) Tijdens gelijkstroomlassen is het magnetische veld dat door het lasstuk wordt opgewekt ongelijk, waardoor de boog afbuigt.
(2) Slechte positie van de aardingsdraad.
(3) De naloophoek van het laspistool is te groot.
(4) De verlenging van de lasdraad is te kort.
(5) De spanning is te hoog en de boog is te lang.
(6) De stroom is te hoog.
(7) De lassnelheid is te hoog. | (1) Plaats een aarddraad aan één kant van de boog, of las aan de andere kant, of gebruik een korte boog, of corrigeer het magnetische veld om het uniform te maken, of gebruik wisselstroomlassen.
(2) Pas de positie van de aardingsdraad aan.
(3) Verminder de weerstandshoek van het laspistool.
(4) Verleng de lasdraad.
(5) Verminder de spanning en de vlamboog.
(6) Stel de juiste stroomsterkte in en gebruik deze.
(7) Langzame lassnelheid. |
| Doorbranden | (1) Bij gleuflassen is de stroom te groot.
(2) De lasnaad is te groot door slecht gleufsteken. | (1) Verminder de stroomsterkte.
(2) Lasnaad verkleinen. |
| Ongelijke lasrups | (1) Het geleidende mondstuk is versleten en de lasdraaduitgang schommelt.(2) Ongeschoolde bediening van het laspistool. | (1) Vervang het lasmondstuk door een nieuw.(2) Oefen meer. |
| Scheuren door lassen | (1) De stroom is te groot en de lassnelheid is te laag.
(2) De boog is te kort en de lasrups is te hoog.
(3) Verkeerde uitlijning van lasdraad. (tijdens hoeklassen) | (1) Selecteer de juiste stroomsterkte en lassnelheid.
(2) Vergroot de booglengte.
(3) De lasdraad mag zich niet te ver van het snijpunt bevinden. |
| Overmatige vonkenregen | (1) Slechte lasdraad.
(2) De boog is te lang.
(3) De stroom is te hoog of te laag.
(4) De boogspanning is te hoog of te laag.
(5) De lasdraad steekt te lang uit.
(6) Het laspistool kantelt te veel en de weerstandshoek is te groot.
(7) Overmatige vochtopname van lasdraad.
(8) De lasmachine is in slechte staat. | (1) Gebruik geschikte droge lasdraad.
(2) Gebruik een kortere boog.
(3) Gebruik geschikte stroom.
(4) Goed afstellen.
(5) Volg de instructies van de verschillende lasdraden.
(6) Houd zo verticaal mogelijk en vermijd overmatig kantelen.
(7) Besteed aandacht aan de opslagomstandigheden van het magazijn.
(8) Repareer en besteed aandacht aan onderhoud op weekdagen. |
| De lasrups is serpentijn. | (1) De lasdraad is te lang.
(2) De lasdraad is gedraaid.
(3) Slechte lineaire werking. | (1) De juiste lengte moet worden gebruikt, zoals vaste lasdraad, die 20 ~ 25 mm verlengt in het geval van hoge stroom. Bij zelfafgeschermd lassen is de uitschuiflengte ongeveer 40 ~ 50 mm.
(2) Vervang de lasdraad door een nieuwe of corrigeer de vervorming.
(3) Wanneer in een rechte lijn wordt gewerkt, moet het laspistool verticaal worden gehouden. |
| Booginstabiliteit | (1) Het geleidende mondstuk aan de voorkant van het laspistool is veel groter dan de kerndiameter van de lasdraad.
(2) Het geleidende mondstuk is versleten.
(3) De lasdraad krult.
(4) De lasdraadtransporteur draait niet soepel.
(5) De groef van het lasdraadtransportwiel is versleten.
(6) Het aandrukwiel is niet goed aangedrukt.
(7) De weerstand van de buisverbinding is te hoog. | (1) De kerndiameter van de lasdraad moet overeenkomen met het geleidende mondstuk.
(2) Vervang het geleidende mondstuk.
(3) Krul en recht de lasdraad.
(4) Voeg olie toe aan de transportas om de rotatie te smeren.
(5) Vervang het transportwiel.
(6) De druk moet goed zijn, te los, slechte draadaanvoer, te strak, en de lasdraad is beschadigd.
(7) Als de beschermslang te veel gebogen is, pas dan aan om de buiging te verminderen. |
| Boog tussen mondstuk en basismetaal | (1) Kortsluiting tussen straalpijp, leiding of geleidende straalpijp. | (1) Overmatige vonken en spatten die aan het mondstuk blijven kleven moeten worden verwijderd, of gebruik de keramische buis met isolerende bescherming van het laspistool. |
| Het mondstuk van het laspistool raakt oververhit | (1) Het koelwater kan niet volledig wegstromen.
(2) Te hoge stroomsterkte. | (1) De koelwaterleiding is geblokkeerd. Als de koelwaterleiding geblokkeerd is, moet deze worden verwijderd om de waterdruk te verhogen en de doorstroming te normaliseren.
(2) Het laspistool moet worden gebruikt binnen het toegestane stroombereik en de toegestane gebruiksfrequentie. |
| De lasdraad plakt aan het geleidende mondstuk | (1) De afstand tussen de geleidende spuitmond en het basismetaal is te kort.
(2) Te hoge weerstand van de leiding en slechte draadtoevoer.
(3) De stroom is te klein en de spanning is te hoog. | (1) Gebruik de juiste afstand of iets langer om de boog te starten, en pas dan aan tot de juiste afstand.
(2) Maak de binnenkant van de buis vrij om een soepele levering mogelijk te maken.
(3) Stel de juiste stroom- en spanningswaarde in. |