Het corrigeren van lasnaden: Een stap-voor-stap handleiding
Heb je je ooit afgevraagd hoe je elke keer weer perfecte hoeklassen maakt? Deze gids gaat in op de essentie van het maken van lasnaden van hoge kwaliteit. Je leert over het kiezen van de juiste materialen, nauwkeurige reiniging, juiste assemblage en de belangrijkste lastechnieken. Aan het eind van het artikel heb je praktische tips om je lasvaardigheden te verbeteren en foutloze lassen te maken die aan strenge normen voldoen. Duik erin en ontdek de geheimen van het lassen van hoeklassen.
De hoeklas is de meest gebruikte lastechniek voor het verbinden van staalconstructies tijdens het lasproces. Daarom komen lassers vaak verschillende soorten hoeklassen tegen, elk met verschillende normen.
Dus hoe kunnen we ervoor zorgen dat we op de juiste manier hoeklassen lassen en lassen van hoge kwaliteit produceren die voldoen aan de noodzakelijke vereisten? Vandaag wil ik een korte inleiding geven over dit onderwerp.
1. Keuze van het basismetaal
Laten we het testpaneel van formaat 200 van Q355 als voorbeeld nemen voor een korte introductie.
2. Selectie van lasmaterialen
Lasmateriaal: E5015 (J507) lasstaaf worden gebruikt, de droogtemperatuur moet 350 ℃ zijn, het warmtebehoud moet 1 uur zijn en de lasdraad moet voldoen aan de nationale standaard ER50-6 (Amerikaanse standaard ER70S-6).
3. Reinigen voor het lassen
Voor hoeklassen is het essentieel om beide kanten van de las binnen een bereik van 15-20 mm schoon te maken. Het plaatoppervlak moet vrij zijn van oxidelaag, roest, olie of water, dat verwijderd kan worden met een slijpschijf of door chemische behandeling.
4. Bevestiging montagepunt
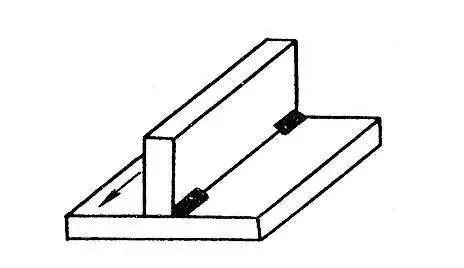
Idealiter moet de lasnaad bij hoeklassen zo klein mogelijk worden gehouden. Puntlassen gebeurt meestal aan de achterkant van de plaat, waarbij de lengte van de puntlassen ongeveer 10 mm is. Meestal zijn twee of drie punten voldoende voor bevestiging, zoals geïllustreerd in onderstaand diagram:
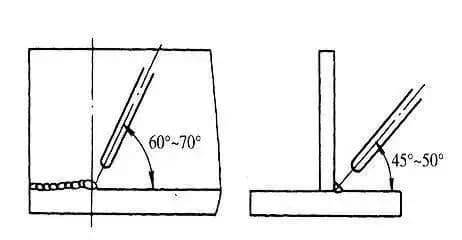
De elektrodehoek voor vlak hoeklassen is weergegeven in de afbeelding. Om er zeker van te zijn dat het lassen goed verloopt, moet de boog aan de linkerkant van de testplaat worden aangestoken en moeten er korte lassen worden uitgevoerd. booglassen.
Gebruik een rechte elektrode om naar rechts te lassen en lijn de boog uit met de tophoek van de wortel. Druk de boog in om ervoor te zorgen dat de tophoek en de twee zijplaten gesmolten zijn.
Gebruik bij het backing welding de rechtlijnige elektrodebewegingsmethode voor het zwenken. Snel lassen zonder zwenken kan ook de vereiste penetratie bereiken.
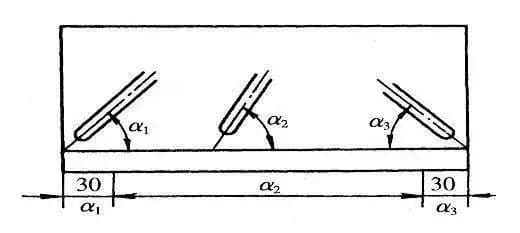
Tijdens het begin en het einde van een lasproces komt het vaak voor dat de magnetische bias doorbrandt, wat een negatieve invloed kan hebben op de laskwaliteit. Om dit te voorkomen moet de hoek van de lasdraad goed worden ingesteld.
Door de vlamboog in de richting van het smeltbad te richten, kan de magnetische voorspanning beter worden geregeld en wordt een hoger rendement bereikt. kwaliteitslas.
Zoals weergegeven in de figuur.
1.2 Lasparelverbinding
De boog moet 10 mm voor de krater op de lasnaad worden gestart. Als de langgerekte boog snel naar de krater toe beweegt, vul de krater dan langs zijn vorm en ga dan verder met normaal lassen.
Deksel lassen
Vóór het lassen is het belangrijk om lasslakken en lasspatten van de grondlaag te verwijderen om slakinsluitingsdefecten te voorkomen.
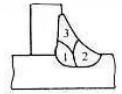
De bekleding moet tweemaal worden gelast, te beginnen met de onderste lasrups gevolgd door de bovenste lasrups.
Bij het lassen van de onderste lasrups moet de boog worden uitgelijnd met de onderrand van de basislasrups en moet de elektrode in een rechte lijn worden bewogen met een elektrodehoek groter dan 45°.
Bij het lassen van de bovenste lasrups moet de boog uitgelijnd zijn met de bovenste rand van de basislasrups. De elektrode kan zijdelings zwenken terwijl hij in een rechte lijn beweegt, met een elektrodehoek van minder dan 45°, zoals aangegeven in onderstaande figuur:
Schematisch diagram van elke verhardingslaag
Weergave van filetgrootte
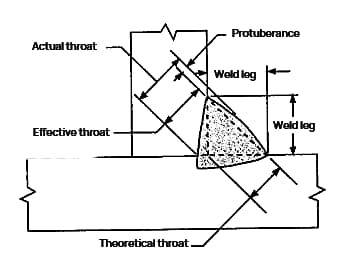
Projectie hoeklas
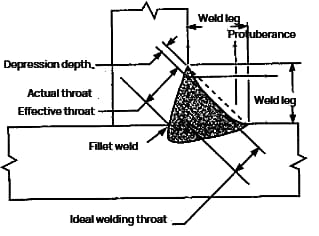
Verzonken hoeklas
Theoretische keel: de verticale afstand van de naadwortel tot de schuine kant in de grootste ingeschreven rechthoekige driehoek die in het profiel van de hoeklas is getekend.
Effectieve keel: de minimale afstand van het oppervlak van de hoeklas tot de laswortel minus het opstaande gedeelte.
Daadwerkelijke keel: de kortste afstand tussen het oppervlak van de hoeklas en de laswortel.
Voor concave hoeklassen is de effectieve keel gelijk aan de werkelijke keel, omdat er geen convex deel is.
Beenmaat: de afstand van de wortel van de las tot de teen van de hoeklas.
Lasneus: het snijpunt tussen het lasoppervlak en het basismetaal.
Bij het bepalen van de grootte van een hoeklas is het belangrijk om te bepalen of de las convex of concaaf is.
Convex hoeklassen hebben een licht opbollend lasoppervlak, wat samenhangt met de hoogte van de opbolling.
De bolle hoogte van een hoeklas is gelijk aan de verstevigingshoogte van een groeflas.
Als er een deuk in de las zit, betekent dit dat het lasoppervlak is afgeschuind.
Voor zowel convexe als concave vormen wordt de laswijdte van een hoeklas met gelijke beenhoogte uitgedrukt als "de rechte rand van de grootste gelijkbenige rechthoekige driehoek verkregen in het hoeklasprofiel (twee benen zijn even lang)".
Als gevolg hiervan is het lasbeen van een convexe hoeklas gelijk aan de laslengte, terwijl het lasbeen van een concave hoeklas iets kleiner is dan de laslengte.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Voor het maken van een onberispelijke las is meer nodig dan alleen vaardigheid; het draait om het beheersen van de wisselwerking tussen spanning en stroom. Deze twee parameters zijn het levensbloed van het lassen en bepalen alles van...
Heb je je ooit afgevraagd waarom gelaste constructies soms falen ondanks hun robuuste uiterlijk? Dit artikel duikt in de verborgen uitdagingen van lassen en onderzoekt hoe ongelijkmatige verwarming en koeling kunnen leiden tot...
Heb je je ooit afgevraagd hoe lassers perfecte verbindingen maken in uitdagende posities? 6GR-lassen is een gespecialiseerde techniek voor het lassen van pijpleidingen met een obstakelring onder een hoek van 45°,...
Dit artikel verkent de fascinerende wereld van het lassen, van handmatig booglassen tot geavanceerde gas-afgeschermde technieken. Je ontdekt de methoden, voordelen en toepassingen van verschillende lasprocessen. Bereid je voor op...


 a=7mm
a=7mm