Lasfusie en door warmte beïnvloede zones begrijpen
Heb je je ooit afgevraagd waarom sommige lassen sterk zijn en andere niet? Dit artikel gaat in op de kritieke zones die worden beïnvloed tijdens het lassen: de lasfusiezone en de warmte-beïnvloede zone (HAZ). Inzicht in deze zones is cruciaal, omdat ze de integriteit en prestaties van lasverbindingen aanzienlijk beïnvloeden. Door de betrokken structuren en thermische cycli te onderzoeken, krijgt u inzicht in de uitdagingen en methoden om de laskwaliteit te verbeteren. Ontdek hoe u lastechnieken en materialen kunt optimaliseren voor sterkere, betrouwbaardere lassen.
Tijdens het smeltlassen vindt er in de las een reeks veranderingen plaats van smelt- naar vastestoffase door de inwerking van de laswarmtebron.
Bovendien worden de structuur en de eigenschappen van het ongesmolten basismetaal aan beide zijden van de las veranderd door de invloed van de laswarmteoverdracht.
Er is ook een overgangszone tussen het basismetaal en de las die zich onderscheidt van zowel de las als het basismetaal en die de prestaties van de lasverbinding sterk kan beïnvloeden.
De smeltzone, een kritisch gebied in lasverbindingen, markeert de overgang tussen het lasmetaal en de warmte-beïnvloede zone (HAZ). Dit microscopische gebied, dat vaak moeilijk te onderscheiden is, zelfs onder vergroting, speelt een cruciale rol in de algehele integriteit van de las.
Binnen staalconstructies is de "oververhitte structuur" een belangrijk intern defect. Deze structuur wordt gekenmerkt door abnormaal grote korrelgroottes en vormt zich wanneer het staal langdurig wordt verhit tot boven de AC3-temperatuur (de temperatuur waarbij austenietvorming volledig is) of wanneer hoge temperaturen worden gehandhaafd na het verhitten. Dit fenomeen kan de mechanische eigenschappen van het staal ernstig beïnvloeden.
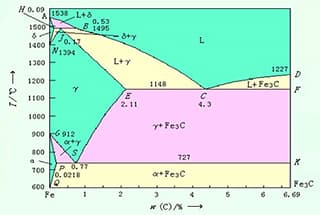
In de fusiezone heersen temperaturen tussen de stollings- en de liquiduslijn op het ijzer-koolstof fasediagram. In dit temperatuurbereik bestaat het metaal in een gedeeltelijk gesmolten toestand, die vaak de "Mushy Zone" of "Semi-Solid Region" wordt genoemd. Deze zone wordt gekenmerkt door extreem grote korrels en resulteert bij afkoeling in een grove, oververhitte structuur. Deze microstructuur vertoont een slechte plasticiteit en verminderde taaiheid, wat de prestaties van de las onder spanning in gevaar kan brengen.
De unieke positie van de fusiezone in de lasverbinding maakt deze bijzonder gevoelig voor defecten. De inherente chemische en structurele heterogeniteit dient vaak als initiatieplaats voor scheuren of lokale brosse breuken. Bijgevolg vertegenwoordigt deze zone typisch het gebied met de laagste breuktaaiheid binnen de lasverbinding, waardoor het een kritisch aandachtspunt is voor kwaliteitscontrole en niet-destructief onderzoek in lasprocessen.
Om deze problemen te beperken, maken lasingenieurs vaak gebruik van technieken zoals gecontroleerde warmte-invoer, de juiste selectie van toevoegmateriaal en warmtebehandelingen na het lassen om de microstructuur en eigenschappen van de fusiezone te optimaliseren. Geavanceerde lastechnologieën, zoals elektronenbundellassen of laserlassenkan ook helpen om de breedte van de fusiezone te minimaliseren en de bijbehorende risico's te verminderen.
2. Thermische lascyclus
Het proces waarbij de temperatuur van een punt op een lasnaad na verloop van tijd verandert onder invloed van de laswarmte bron staat bekend als de "Thermische Lascyclus". Deze term verwijst naar een specifiek punt op de las waar de hittebron zich dichtbij bevindt.
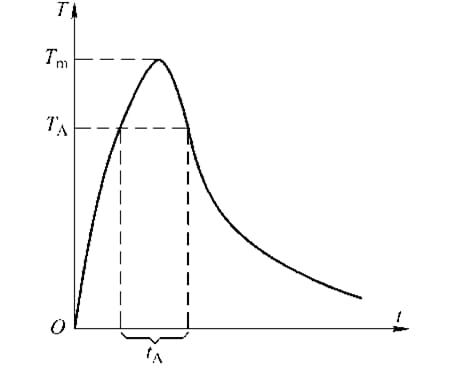
Tijdens de Thermische lascyclusneemt de temperatuur op het punt toe tot deze zijn maximumwaarde bereikt. Als de warmtebron zich verwijdert, daalt de temperatuur geleidelijk terug naar kamertemperatuur. Dit proces kan worden weergegeven door een kromme.
Thermische lascycluscurve
Tm - maximumtemperatuur van verwarming
TA - faseovergangstemperatuur
tA - verblijftijd boven faseovergangstemperatuur
3. Structuur en eigenschappen van de warmte beïnvloede zone bij het lassen
De "Warmte beïnvloede zone" (HAZ) van het lassen verwijst naar het gebied waar de metallurgische structuur en mechanische eigenschappen van het basismetaal worden gewijzigd als gevolg van blootstelling aan hitte (maar niet smelten) tijdens het lassen. lasproces. De kenmerken en eigenschappen van de HAZ zijn een weerspiegeling van de eigenschappen en kwaliteit van de lasverbinding.
Voor staal met een laag koolstofgehalte en laaggelegeerd hogesterktestaal met minimale legeringselementen kan de laswarmte beïnvloede zone verdeeld worden in de "oververhitte zone", de "normaliserende zone", de "onvolledige herkristallisatiezone" en de "herkristallisatiezone".
Lassen van warmte-beïnvloede zone van niet afschrikbaar staal
Fusiezone
Oververhit gebied
Gebied normaliseren
Onvolledige herkristallisatiezone
Rekristallisatiezone
Onedel metaal
Oververhitte structuur: widmanstatten structuur
In de oververhitte zone van de door warmte beïnvloede laszone wordt de vorming van een grof austeniet korrel resulteert in een speciale oververhitte structuur bij snelle afkoeling. Deze structuur wordt gekenmerkt door parallelle ferriet (cementiet) naalden binnen de grove austeniet korrel, waarbij het resterende austeniet tussen de naalden wordt omgezet in pareliet. Deze oververhitte structuur staat bekend als de "Ferriet (Cementiet) Widmanstatten Structuur".
Eenvoudig gezegd, wanneer de austenietkorrel grof is en de koelsnelheid geschikt, vormt de pre-eutectoïde fase in het staal een naaldachtig parelmoer. De Widmanstattenstructuur heeft niet alleen een grote korrelgrootte, maar ook een aanzienlijke afname van de metaalflexibiliteit door het fragiele oppervlak dat wordt gevormd door talloze ferrietnaalden, wat een belangrijke oorzaak is van de verbrossing van de lasverbinding in staal dat niet gemakkelijk wordt afgekoeld.
De breedte van de Warmte Beïnvloede Zone (HAZ) wordt beïnvloed door verschillende factoren, waaronder de lasmethode, lasparameters, grootte en dikte van het lasstuk, thermische fysische eigenschappen van het metaalmateriaal en de vorm van de verbinding.
Het is mogelijk om de breedte van de HAZ te verkleinen door kleinere lasparameterszoals het verlagen van de lasstroom en het verhogen van de lassnelheid.
De breedte van de HAZ varieert afhankelijk van de gebruikte lasmethode. De totale breedte van de HAZ voor elektrode booglassen is ongeveer 6 mm, terwijl het ongeveer 2,5 mm is voor booglassen onder poederdek en ongeveer 27 mm voor autogeen lassen.
Methoden voor het controleren en verbeteren van de eigenschappen van lasverbindingen
1. Materiaalmatching
Materiaalmatching" heeft voornamelijk betrekking op de keuze van lasmaterialen.
Voor laagkoolstofstaal, laaggelegeerd constructiestaal met hoge sterkte en laagtemperatuurstaal hoeft de samenstelling van het lasmetaal en het basismetaal niet identiek te zijn, maar de mechanische eigenschappen moeten wel gelijk zijn aan die van het basismetaal.
Bij het werken met hittebestendig staal en roestvast staal moet de chemische samenstelling van het lasmateriaal nauw overeenkomen met die van het basismetaal om ervoor te zorgen dat de las dezelfde prestaties bij hoge temperaturen en corrosiebestendigheid heeft als het basismetaal.
2. De fusieverhouding regelen
Bij smeltlassen wordt de verhouding tussen het gesmolten basismetaal en het lasmetaal de smeltverhouding genoemd.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Lasrook vormt een aanzienlijk gevaar voor zowel het milieu als de gezondheid van werknemers en bevat giftige gassen en fijne deeltjes die kunnen leiden tot ernstige aandoeningen van de luchtwegen en het systeem. Dit artikel...
Stelt u zich eens voor dat u een brug of wolkenkrabber bouwt en dat deze het begeeft door onopgemerkte gebreken in het laswerk. Vermoeiingssterkte in gelaste constructies is een kritieke factor...
Heb je je ooit afgevraagd hoe je extreem dikke metalen stukken kunt lassen zonder meerdere laspassen? Elektroslaklassen (ESW) biedt een efficiënte oplossing, waarbij gesmolten slak wordt gebruikt om de benodigde warmte...
Voor het maken van een onberispelijke las is meer nodig dan alleen vaardigheid; het draait om het beheersen van de wisselwerking tussen spanning en stroom. Deze twee parameters zijn het levensbloed van het lassen en bepalen alles van...
Heb je je ooit afgevraagd waarom gelaste constructies soms falen ondanks hun robuuste uiterlijk? Dit artikel duikt in de verborgen uitdagingen van lassen en onderzoekt hoe ongelijkmatige verwarming en koeling kunnen leiden tot...
Heb je je ooit afgevraagd welke merken lasapparatuur vandaag de dag toonaangevend zijn in de industrie? In dit artikel wordt de top tien van lasmachinefabrikanten onder de loep genomen, met aandacht voor hun innovaties, wereldwijde aanwezigheid en unieke sterke punten....
Heb je je ooit afgevraagd hoe lassers perfecte verbindingen maken in uitdagende posities? 6GR-lassen is een gespecialiseerde techniek voor het lassen van pijpleidingen met een obstakelring onder een hoek van 45°,...
Heb je je ooit afgevraagd wat de verborgen gevaren zijn achter de felle lasvonken? In dit artikel onderzoeken we de schadelijke effecten van argonbooglassen op het menselijk lichaam....
Heb je je ooit afgevraagd wat die cijfers en letters op lasstaven betekenen? In dit artikel wordt het coderingssysteem voor koolstof- en roestvaststalen lasstaven ontrafeld, zodat je hun treksterkte,...