De term "onderdeel van dunne plaat" verwijst meestal naar werkstukken die worden gemaakt door staalplaten met een dikte van minder dan 4 mm te lassen, waaronder roestvrij staal, gegalvaniseerde plaat en blik. Voorbeelden van dergelijke componenten die door onze fabriek worden geproduceerd, zijn onder andere rollenbankhangars, machinistenkamers en machinistenkamers voor graafmachines.
Het beheersen en vermijden van lasvervorming in dunne plaatcomposieten vereist geavanceerde technische vaardigheden. De volgende discussies zijn gebaseerd op onze consensus en zijn alleen bedoeld als referentie.
Oorzaken van lasvervorming
Booglassen is een proces waarbij snel wordt verwarmd en afgekoeld, wat kan leiden tot ongelijkmatige vervorming tijdens of na het lassen.
De belangrijkste factoren die invloed hebben op lasvervorming zijn thermische vervorming en de stijfheid van het gelaste onderdeel. De thermische vervorming tijdens het lassen wordt gecontroleerd door de stijfheid van het onderdeel, wat leidt tot plastische vervorming en restvervorming bij het lassen.
1) Factoren die thermische vervorming van lassen beïnvloeden.
- Lasmethode.
Verschillende lasmethoden produceren verschillende temperatuurvelden, wat resulteert in verschillende thermische vervormingen.
Over het algemeen is automatisch lassen gerichter dan handmatig lassen en produceert het een smaller en minder vervormd resultaat. Bij gebruik van een dunne lasdraad en een hoge stroomdichtheid met CO2-gasafscherming is de resulterende warmteconcentratie in CO2 gasbeschermd lassen veroorzaakt minder vervorming.
- Lasparameters
De factoren die invloed hebben op lasvervorming zijn onder andere lasstroom, boogspanning en lassnelheid.
De hoeveelheid lasvervorming neemt toe met de toename van de lichtenergie. Een hogere lasstroom en boogspanning resulteren in een grotere lasvervorming, terwijl het verhogen van de lassnelheid de lasvervorming vermindert.
Van de drie parameters heeft boogspanning een significante invloed op lasvervorming. Daarom resulteert het gebruik van lage spanning, hoge snelheid en hoge stroomdichtheid bij automatisch lassen in minder lasvervorming.
- De hoeveelheid lasnaden en de grootte van de dwarsdoorsnede.
Hoe groter het aantal lasnaden en hoe groter de doorsnede, hoe groter de lasvervorming zal zijn.
- Bedieningsmethode.
Continu lassen en intermitterend lassen resulteren in verschillende temperatuurvelden, wat leidt tot verschillende thermische vervormingen.
Gewoonlijk resulteert continu lassen in grotere vervormingen, terwijl discontinu lassen minimale vervormingen oplevert.
- Thermische fysische eigenschappen van materialen.
Verschillende materialen hebben verschillende warmtegeleidingscoëfficiënten, soortelijke warmte en uitzettingscoëfficiënten, wat resulteert in verschillende thermische en lasvervormingen.
2) Factoren die de stijfheidscoëfficiënt van gelaste onderdelen beïnvloeden
De grootte en vorm van onderdelen
Naarmate de stijfheid van een onderdeel toeneemt, neemt de lasvervorming af.
Toepassing van bandenklemmen
Bandenklemmen kunnen worden gebruikt om de stijfheid van een onderdeel te verhogen, wat resulteert in minder lasvervorming.
Montage lasprocedure
De montage lasproces kan de stijfheid en de positie van het zwaartepunt van componenten tijdens de verschillende assemblagestappen veranderen, wat een aanzienlijke invloed heeft op de lasvervorming van besturingscomponenten.
In het algemeen ondervinden componenten een grotere lasvervorming onder ontspannen omstandigheden en een kleinere lasvervorming onder nauwe omstandigheden.
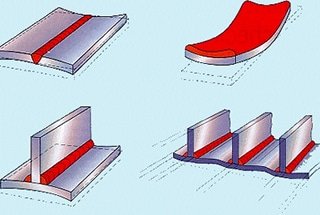
Soorten lasvervorming Structuur Staalplaat
De lasvervorming van een staalconstructie kan worden ingedeeld in twee typen: algehele vervorming en gedeeltelijke vervorming.
Algemene vervorming verwijst naar veranderingen in de grootte of vorm van een onderdeel na het lassen, waaronder krimp in lengte- en dwarsrichting, wat resulteert in een verkleining van de totale grootte, buigvervorming (zoals doorbuigen en doorzakken) en andere soorten vervorming.
Gedeeltelijke vervorming verwijst naar vervorming die optreedt in specifieke gebieden na het lassen, waaronder hoekvervorming en golfvervorming.
Principes en methoden om lasvervorming van plaatstaal te beheersen
De twee belangrijkste factoren die van invloed zijn op de restvervorming bij het lassen zijn de thermische vervorming en de stijfheid van de onderdelen tijdens het lassen. lasproces. Hierdoor is het niet mogelijk om lasvervorming volledig te elimineren.
Om de restvervorming bij het lassen onder controle te houden, moeten zowel het ontwerp van de onderdelen van dunne plaat als de constructietechnieken in overweging worden genomen. Het ontwerp van dun plaatwerk moet niet alleen voldoen aan sterkte- en prestatie-eisen, maar ook de lasvervorming en arbeidsuren minimaliseren.
Het optimaliseren van de lay-out van plaatverbindingen is cruciaal voor het verminderen van lasvervorming. Tijdens het ontwerp moet ook rekening worden gehouden met de technische eigenschappen van de verbindingen, omdat het negeren van deze eigenschappen gemakkelijk kan leiden tot lasvervorming.
Het lasproces is een belangrijk aspect van de constructie van staalconstructies en een goed gepland lasproces kan lasvervorming en spanningsconcentratie effectief verminderen.
Om lasvervorming onder controle te houden, moeten de volgende maatregelen worden genomen:
- Het verdelen van onderdelen in kleinere secties kan de lasvervorming verdelen en het gemakkelijker maken om deze te controleren en te corrigeren.
- Symmetrische of bijna-neutrale aslay-out van lasnaden kan vervorming en overmatige buigvervorming na het lassen verminderen.
- Het gebruik van een kleine lasvoetmaat en korte lassen voor elke hoofdlasnaad kan helpen om vervorming onder controle te houden.
- Het vermijden van overmatige concentratie en kruiselingse lay-out van lasnaden kan vervorming verminderen.
- Het zoveel mogelijk gebruiken van brede en lange staalplaten of het verminderen van het aantal lasnaden kan ook helpen om lasvervorming onder controle te houden.
Methoden om lasvervorming van dun plaatmateriaal te beheersen:
- Componenten monteren zonder montagestress.
- Gebruik maken van automatisch lassen en andere gas-afgeschermde lastechnologieën, zoals het geavanceerde Ar+CO2 mengsel gas MAG beschermingslassen.
- De juiste lasspecificatieparameters en assemblagelasvolgorde selecteren, de lasdraadtoevoer verminderen en de stroom, spanning en polariteit aanpassen (meestal met DC omgekeerde polariteit of DC positieve polariteit). Eerst korte naden lassen, dan lange naden, waarbij stap-voor-stap van binnen naar buiten wordt gelast.
- Het implementeren van geschikte rigide fixatiemethoden en antivervormingsmethoden om vervorming te verminderen.
Lasvervorming Rectificatie van dunne constructiedelen
Bij de fabricage van staalconstructies is lasvervorming nog steeds onvermijdelijk, zelfs als er maatregelen worden genomen om lasvervorming te beheersen door middel van componentontwerp en constructietechnieken. Elke lasvervorming die de ontwerpvereisten overschrijdt, moet worden gecorrigeerd.
Correctie is beperkt tot het corrigeren van specifieke vervormingen, zoals hoekvervorming, buigvervorming en golfvervorming. Algehele vervormingen, zoals krimp in lengte- en dwarsrichting, kunnen alleen worden gecompenseerd door middel van blanking of assemblagetoevoegingen.
Mechanische correctie van staalconstructies veroorzaakt snel metaalverharding en verbruikt materiaalreserves, dus het is alleen geschikt voor materialen met een goede plasticiteit. In de praktijk kunnen grootschalige hydraulische persen en wrijvingspersen worden gebruikt voor mechanische correctie.
Vlamcorrectie kan algehele vervorming van onderdelen corrigeren door onomkeerbare compressie en plastische vervorming te veroorzaken in het afgekoelde gelaste metalen onderdeel. Deze methode verbruikt echter ook plasticiteit, dus het moet met voorzichtigheid gebruikt worden voor brosse of plastic materialen.
De temperatuur van de vlamverwarming moet goed geregeld worden. Een te hoge temperatuur vermindert de mechanische eigenschappen van het materiaal, terwijl een te lage temperatuur de efficiëntie van de correctie vermindert.
De koelsnelheid heeft geen effect op de efficiëntie van de correctie, dus er kan water worden gespoten tijdens het verwarmen om de efficiëntie te verbeteren en het correctie-effect te versterken.
Conclusie: lasvervorming is onvermijdelijk bij de fabricage van staalconstructies en kan alleen worden beheerst met effectieve methoden en maatregelen en worden gecorrigeerd als de tolerantievereisten worden overschreden. Dit garandeert zowel de kwaliteit van de staalconstructie als economische efficiëntie.