Lasrook begrijpen: Vorming, gevaren en beschermingsmechanismen
Lasrook vormt een aanzienlijk gevaar voor zowel het milieu als de gezondheid van werknemers en bevat giftige gassen en fijne deeltjes die kunnen leiden tot ernstige aandoeningen van de luchtwegen en het systeem. Dit artikel onderzoekt de vorming, gevaren en huidige controlemethoden van lasrook en benadrukt de dringende behoefte aan effectieve oplossingen in industriële omgevingen. Lezers krijgen inzicht in de mechanismen van rookvorming, gezondheidsrisico's en praktische strategieën om de luchtkwaliteit en veiligheid bij laswerkzaamheden te verbeteren.
Lassen is een veelgebruikt basisproces in diverse industriële productieomgevingen. Het genereert echter schadelijke bijproducten zoals booglicht, elektromagnetische straling, giftige gassen en rookdeeltjes. Deze bijproducten vervuilen niet alleen het milieu, maar vormen ook een groot risico voor de gezondheid van werknemers.
Van deze gevaren is lasrook het meest complex en moeilijk te controleren bij lasproductie. Daarom is onderzoek naar lasrookbeheersing essentieel om de lasproductieomgeving te verbeteren en de gezondheid van werknemers te beschermen.
Dit artikel geeft een overzicht van het ontstaansmechanisme, de gevaren en de behandelingsmaatregelen van lasrook. Het analyseert ook de uitdagingen bij de behandeling van lasrook in technische toepassingen en identificeert de ontwikkelingsrichting van de behandeling van lasrook.
Als fundamenteel proces van moderne productie, lastechniek is geëvolueerd van traditionele enkelvoudige verbindingsmethoden naar een multidisciplinaire warmvervormingstechnologie die elektriciteit, machines, materialen en computers integreert. Het speelt een onvervangbare rol op verschillende gebieden zoals technische machines, waterbehoud en waterkracht, scheepsbouw, transport, militaire uitrusting en andere.
Het lasproces veroorzaakt echter boogstraling, hoge temperaturen, lawaai, lasrook en giftige gassen die niet alleen het milieu vervuilen maar ook de gezondheid van de werknemers in gevaar brengen.
Hoewel maskers en oordoppen goede bescherming bieden tegen booglicht, hoge temperaturen en lawaai, zijn ze niet zo effectief tegen lasrook, die primaire kankerverwekkende stoffen zijn.
Lasrook bevat voornamelijk giftige gassen en roetdeeltjes. De roetdeeltjes kunnen astma, bronchitis, longontsteking, longoedeem, acute vergiftiging, aandoeningen van het zenuwstelsel en zelfs pneumoconiose, hitte door metaalrook, veranderingen in de ademhalingsfunctie, kanker en andere aandoeningen veroorzaken.
Giftige gassen zoals het verstikkende gas CO, irriterende gassen zoals ozon, fluoride, chloride, zwaveldioxide en zenuwgiftige gassen zoals stikstofoxide en fosgeen kunnen bij werknemers hoofdpijn, duizeligheid, hoesten, slijmvorming, pijn op de borst, oorsuizen, spanning en angst veroorzaken.
De slechte kwaliteit van de lasomgeving als gevolg van lasrook en andere bijbehorende gevaren heeft ertoe geleid dat het aantal mensen dat bereid is om laswerk te doen van jaar tot jaar afneemt. Dit is een van de belangrijkste problemen geworden die een gezonde ontwikkeling van de lasindustrie in de weg staan.
In de afgelopen jaren, met de aanzienlijke toename van de productie van laswerk en de populariteit van efficiënte lasmethodenzoals met gevulde draad en andere processen en materialen waarbij veel stof vrijkomt, zijn de beroepsproblemen die worden veroorzaakt door lasrook steeds prominenter geworden.
In het begin was de toegestane concentratie van rook en stof in de werkplaats in China 6mg/m3.
Op dit moment heeft de China Welding Association de toegestane concentratie van rook en stof verlaagd naar 4mg/m3 en duidelijke eisen gesteld aan de hoeveelheid stof die wordt gegenereerd door lasmaterialen. In het licht van de risico's van lasrook heeft de American Welding Society ook een ventilatiehandleiding ontwikkeld om de concentratie van lasrook in werkplaatsen te verminderen.
Rond de eeuwwisseling stelde Japan relevante normen op om de concentratie van rook en stof in laswerkplaatsen te beperken en stimuleerde het actief het onderzoek naar en de ontwikkeling van nieuwe lasmaterialen.
In de werkelijke productie, met name in gebieden met een hoge lasintensiteit en relatief gesloten ruimten, zoals scheepswerfwerkplaatsen, kan de roetconcentratie echter oplopen tot 9-18 mg/m3 en zelfs 38-312 mg/m3 in besloten ruimten met cabinesecties, wat ver boven de minimale roetconcentratie ligt die door de normen wordt vereist en zeer schadelijk is voor de menselijke gezondheid.
Het is duidelijk dat het terugdringen van gevaarlijke stoffen in rook en stof en het verbeteren van de werkomgeving voor lasprofessionals een dringende kwestie is geworden die moet worden opgelost in de lasindustrie.
Momenteel wordt de behandeling van lasrook in binnen- en buitenland voornamelijk uitgevoerd in de volgende drie richtingen:
(1) Persoonlijke bescherming versterken; (2) Lasproces en -materialen optimaliseren; (3) Zorgen voor voldoende ventilatie en rookafvoer.
Dit artikel analyseert het ontstaansmechanisme van lasrook en vergelijkt de voor- en nadelen van de huidige gangbare maatregelen voor rookbeheersing. Er wordt een nieuw concept van lasrookbeheersing door intelligente productie voorgesteld, dat een nuttige referentie biedt voor het verbeteren van de lasrookbeheersing.
Vanwege de fysieke en chemische gevaren van lasrook voor werknemers is het cruciaal om hun gezondheid te beschermen en de luchtkwaliteit in de lasomgeving op peil te houden. Dit kan worden bereikt door inzicht te krijgen in het ontstaansmechanisme en de invloedsfactoren van lasrook en door het ontstaan, de groei en de polymerisatie van lasrook te onderzoeken. lasproces dampen en het beheersen en beschermen van dampen bij de bron.
Bovendien legt deze benadering een theoretische basis voor de toelatingsnormen van de industrie voor lasrook.
Vormingsmechanismevan lasrook
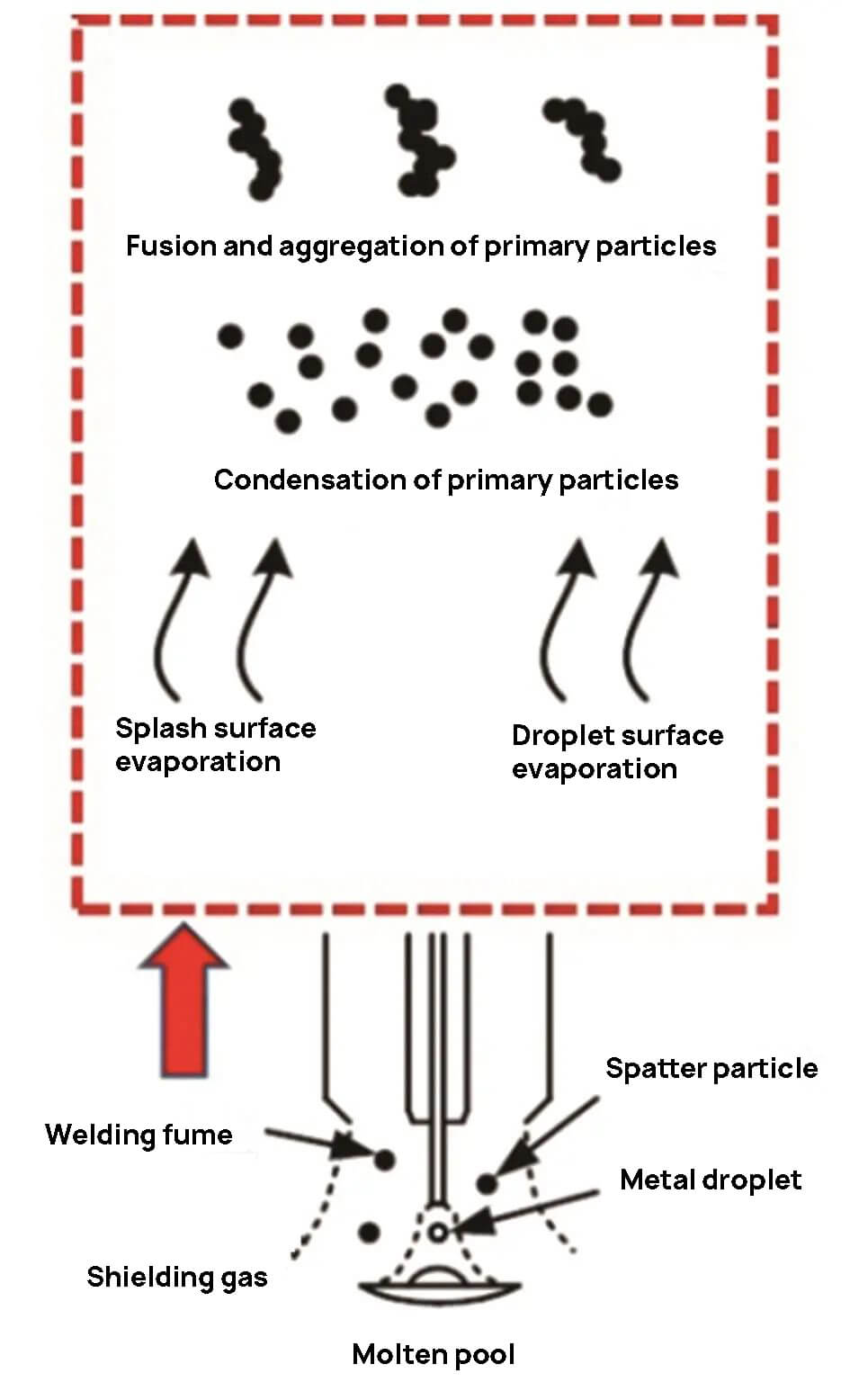
Vroeg onderzoek suggereerde dat het ontstaansmechanisme van lasrook een proces was waarbij oververhitting, verdamping, oxidatie en condensatie een rol spelen, zoals geïllustreerd in Figuur 1.
Fig.1Schematisch diagram van het rookvormingsproces
Tijdens het lasproces is de temperatuur in het middelpunt van de boog hoog, waardoor zowel het vloeibare metaal als het vloeibare metaal verdampen. niet-metalen stoffen, die op zijn beurt stoom van hoge temperatuur genereert en een bepaalde deeltjesconcentratie handhaaft.
Als de stoom van hoge temperatuur het gebied van lage temperatuur aan de rand van de boog bereikt, oxideert en condenseert het snel, wat resulteert in de vorming van "primaire deeltjes".
Deze primaire deeltjes zijn over het algemeen bolvormig en hebben een diameter van 0,01-0,4 μm, waarbij de meerderheid 0,1 μm is.
Door de statische elektriciteit en het magnetisme van de primaire deeltjes zelf, zullen ze polymeriseren en "secundaire deeltjes" vormen naarmate de temperatuur daalt, die dan op een specifieke manier diffunderen.
Shi Yuxiang van de Wuhan Jiaotong University of Science and Technology deed een diepgaand onderzoek naar het ontstaansmechanisme van lasrook. Hij stelde een aërosolmechanisme voor lasrook voor om het transformatieproces van stoom en lasrook te verklaren.
Hij suggereerde dat het nucleatiemechanisme van lasaërosoldeeltjes in de buurt van de boog verdeeld is in homogene nucleatie en heterogene nucleatie.
De spectrale verdeling, morfologie, samenstelling en structurele kenmerken van primaire deeltjes werden systematisch zowel experimenteel als theoretisch onderzocht door middel van directe bemonstering met elektronenmicroscopie en DMPS.
Er werd ontdekt dat Fe3O4-kristallen voornamelijk bestonden uit deeltjes met een schaal van 0,01 μm, die afkomstig waren van lasaerosolen, terwijl rookdeeltjes met een schaal van 0,1 μm twee soorten kristalstructuren hadden, spineltype en fluoridetype, die werden gevormd door het heterogene condensatiemechanisme van de overgang van dampdeeltjes.
Roetdeeltjes met een schaalgrootte van meer dan 1 μm werden voornamelijk gevormd door het mechanisme van de overgang van luchtbellendeeltjes. Daarnaast wordt een model van de lasboogdeeltjeskiemzone voorgesteld, wat van groot belang is bij het analyseren van het vormingsproces van lasaërosoldeeltjes.
De roetdeeltjes die tijdens het lassen ontstaan, groeien in het diffusieproces door aggregatie en versmelting.
Tijdens het fusieproces versmelten verschillende primaire deeltjes tot één groot deeltje, waarbij de totale oppervlakte van dit laatste deeltje kleiner is dan de som van de oppervlaktes van de primaire deeltjes en er geen grens tussen deze deeltjes bestaat.
Daarentegen bestaat het aggregatieproces uit tientallen of zelfs honderden primaire deeltjes die zich aan het oppervlak hechten, met duidelijke grenzen tussen de deeltjes.
Ongeacht of deeltjesaggregatie of samensmelting optreedt, zullen de deeltjesgrootte, vorm en concentratie in de lasrook veranderingen ondergaan.
Gevaren van lasrook
Het lasproces kan een grote hoeveelheid rook en giftige gassen produceren die schadelijk zijn voor de menselijke gezondheid.
Een aanzienlijk deel van lasrook bestaat uit zwevende deeltjes die in de lucht diffunderen, terwijl een ander deel wordt verspreid als giftig gas.
De roetdeeltjes die tijdens het lassen ontstaan, bestaan voornamelijk als metaaloxiden, die complex van samenstelling zijn, zeer viskeus, en een hoge temperatuur hebben, met niet-uniforme deeltjesgrootten.
Gewoonlijk hebben lassers een ademhalingscapaciteit van ongeveer 20 L/min in een lasproductieomgeving. Daarom is hun ademhalingscapaciteit gedurende een jaar ongeveer 2300 m3.
In slecht laswerk productieomgevingen kan een werknemer 100 g deeltjes per dag en 2,5 kg schadelijke stoffen inademen gedurende 25 jaar werk.
Tabel 1 toont de meest voorkomende metaaloxidedeeltjes die tijdens het lassen ontstaan en de bijbehorende gevaren.
Tabel 1 Gevaren van deeltjes in lasrook
Materiaal
Bron
Gevaar
Ijzeroxide
Van vulmateriaal en basismetaal
IJzerpneumoconiose of ijzerafzettingsziekte veroorzaakt door langdurige inademing
Aluminiumoxide
Lasproces van aluminium basismaterialen
Stofafzetting in de longen veroorzaakt pneumoconiose
Mangaanoxide
Lasproces van mangaanhoudende lasmaterialen
Irriterend voor de luchtwegen, veroorzaakt longontsteking. Langdurige blootstelling veroorzaakt schade aan het zenuwstelsel
Oxide
Basiselektrode of beklede draad
Irriterend voor maagslijmvlies, veroorzaakt botschade
Bariumverbinding
Bariumhoudend lasvulmiddel
Toxiciteit, veroorzaakt kaliumgebrek in menselijke weefsels
Nikkeloxide
Lasmaterialen van zuiver nikkel of een nikkelbasislegering
Beschadiging van neusslijmvlies en longkanker, carcinogeen van klasse I
Afhankelijk van de deeltjesgrootte kunnen lasdampen in verschillende mate schadelijk zijn voor het menselijk lichaam.
Het team onder leiding van Yang Lijun van de Universiteit van Tianjin deed onderzoek naar de deeltjesgrootteverdeling van MIG lasrook en analyseerde de invloed van lasparameters en druppeloverdracht op de rookdeeltjesgrootte. De resultaten toonden aan dat roetdeeltjes quasi-gekwantificeerde distributiekenmerken vertoonden, waarbij de deeltjesgrootte meestal binnen het bereik van 0,1 tot 1 μm viel, goed voor meer dan 85%, en de deeltjesgrootte kleiner dan 0,1 μm goed was voor ongeveer 10%. Daarnaast zijn lasprocessen, druppelovergangsvormen en lasparameters hadden allemaal bepaalde effecten op de grootte van roetdeeltjes. Specifiek, het verlagen van de lasspanning leidde tot een verkleining van de roetdeeltjes.
Gomes JF et al. berekenden dat de deeltjesgrootte van lasrook die vrijkomt tijdens het lasproces ongeveer 0,5 μm was.
Onderzoek heeft aangetoond dat rookdeeltjes met een diameter van meer dan 10 μm in de lucht worden afgezet in de neus-keelholte, terwijl rookdeeltjes met een diameter van minder dan 10 μm door het menselijk lichaam kunnen worden ingeademd. Rookdeeltjes met een diameter van 2 tot 10 μm kunnen worden afgevoerd, maar rookdeeltjes met een diameter van minder dan 0,5 μm slaan neer in de longen en zijn moeilijk te verwijderen.
Tabel 2 toont de resterende hoeveelheid TiO2 met verschillende deeltjesgrootte in het longweefsel van ratten gedurende meerdere dagen (eenheid: μg). Hoe kleiner de deeltjesgrootte, hoe doordringbaarder ze zijn en hoe moeilijker ze uit het lichaam te verwijderen zijn. Bovendien zullen rookdeeltjes in de menselijke longblaasjes uiteenvallen in kleinere primaire deeltjes, waardoor hun schadelijke effecten op het lichaam nog erger worden.
Tabel 2 Inhoud van verschillende maten TiO2 in longweefsel van ratten (μg)
Tijd/dag
TiO2-D (0,03μm)
TiO2-F (0.25μm)
1
347.7±13.1
324.3±6.1
29
202.8±23.0
172.8±12.1
59
140.9±22.6
128.5±16.6
Lauryn M. F. et al. ontdekten dat Fe2O3 het enige metaaloxide is dat longkanker bevordert, en de trend van metaaloxiden die longontsteking veroorzaken is Fe2O3 > Cr2O3+CaCrO4 > NiO. Het toxische effect van Fe2O3 op de long is continu, terwijl het toxische effect van Cr2O3+CaCrO4 op de long acuut is.
Roth J.A. et al. ontdekten dat langdurige blootstelling aan lasrook en overmatige inademing van mangaan schadelijke effecten kan hebben op de menselijke gezondheid, waaronder schade aan de longen, lever, nieren en het centrale zenuwstelsel. Mannelijke werknemers lopen een hoger risico op onvruchtbaarheid.
Langdurige blootstelling aan omgevingen met mangaanconcentraties van meer dan 1 mg/m3 kan het risico op mangaanvergiftiging verhogen, vergelijkbaar met de ziekte van Parkinson.
Naast de vele schadelijke rookdeeltjes die vrijkomen bij het lassen, komen er ook veel schadelijke gassen vrij, waaronder koolmonoxide, stikstofoxiden, ozon, fosgeen, waterstoffluoride en andere schadelijke bestanddelen.
Tabel 3 geeft een overzicht van de gevaren van de schadelijke gassen in sommige lasrook voor het menselijk lichaam.
Tabel 3 Schadelijke gassen en gevaren in lasrook
Schadelijk gas
Produceer
Gevaar
Koolmonoxide
De lasstroom of schermgas wordt geproduceerd door de verbranding en afbraak van koolstofdioxide.
Hoofdpijn, duizeligheid, verwarring, verstikking
Stikstofoxide
Het wordt geproduceerd door de inwerking van ultraviolette straling die wordt gegenereerd door een vlamboog op stikstof in de lucht.
Irriterend voor ogen en luchtwegen, leidt tot longcongestie
Ozon
Het wordt geproduceerd door de interactie van ultraviolette straling gegenereerd door een boog en stikstof in lucht
De luchtwegen voelen droog aan, wat hoofdpijn, vermoeidheid, longcongestie en longaandoeningen veroorzaakt
Fosgeen
Het wordt geproduceerd door ontleding van fluoridehoudend oplosmiddel, polytetrafluorethyleen, oppervlaktecoating, enz.
Irriterend voor de luchtwegen, neus en ogen, giftig, kan longoedeem veroorzaken.
Waterstoffluoride
Elektrodecoating en flux
Irriterende ogen, neus, keel, verstopte longen, botveranderingen
Bescherming tegen lasrook
Er moeten uitgebreide maatregelen worden genomen om de laswerkomgeving te zuiveren en de gezondheid van de werknemers te beschermen door de uitstoot aan de bron te verminderen, de bescherming te versterken en technologische innovatie te bevorderen. Dit zal ertoe bijdragen dat de concentratie van schadelijke stoffen die vrijkomen bij het lassen binnen het toegestane bereik blijft.
Op dit moment zijn er verschillende algemene behandelingsmaatregelen beschikbaar, zoals persoonlijke bescherming, het optimaliseren van het lasproces en de materialen, en het implementeren van ventilatie en rookafvoersystemen.
1. Persoonlijke bescherming
Persoonlijke beschermingsmaatregelen tegen lasrook bestaan voornamelijk uit het dragen van ventilatie- en stofmaskers en andere ademhalingsbeschermingsmiddelen om de schade die lasrook bij werknemers veroorzaakt te beperken.
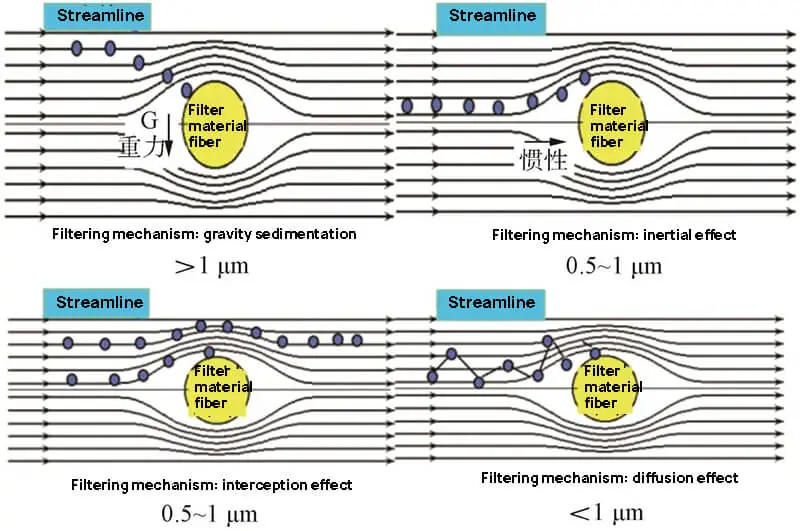
Figuur 2 illustreert vier filtermechanismen van ademhalingstoestellen voor rook- en stofdeeltjes van verschillende grootte.
Fig.2 Schematisch diagram van het filtermechanisme van maskers
(1) Zwaartekrachteffect:
Als lucht met stofdeeltjes door de vezellaag van het filtermateriaal stroomt, worden de deeltjes door hun eigen zwaartekracht uit de richting van de luchtstroom verplaatst en worden ze op het filtermateriaal afgezet.
Gewoonlijk worden stofdeeltjes groter dan 1 μm effectief uitgefilterd, terwijl kleinere deeltjes genegeerd kunnen worden vanwege hun minimale effect op de zwaartekracht in vergelijking met de gasstroomsnelheid en andere factoren.
(2) Onderscheppingseffect:
De vezels in het filtermateriaal zijn onregelmatig gestapeld en met elkaar verweven.
Wanneer snelle rookdeeltjes in de lucht in contact komen met het vezelmateriaal, hechten ze zich aan het oppervlak van de vezels, wat resulteert in een effectieve deeltjesonderschepping.
(3) Traagheidseffect:
Rookdeeltjes worden afgezet op het vezeloppervlak door het effect van de traagheidskracht, omdat de luchtstroom vaak van richting verandert tijdens het passeren van het filtermateriaal, waardoor ze loskomen van de stroomlijn. Dit fenomeen geldt vooral voor rookdeeltjes met een deeltjesgrootte van 0,5~1,0 μm, die voornamelijk worden onderschept door het traagheidseffect.
(4) Verspreidingseffect:
Deeltjes met een diameter van minder dan 0,1 μm bij kamertemperatuur bewegen voornamelijk door middel van Brownse beweging. Hoe kleiner de deeltjes, hoe gemakkelijker ze te verwijderen zijn.
Deeltjes groter dan 0,5 μm bewegen voornamelijk in traagheid. Hoe groter de deeltjes, hoe gemakkelijker ze te verwijderen zijn.
Deeltjes tussen 0,1 μm en 0,5 μm hebben geen duidelijke diffusie- en traagheidseffecten en zijn moeilijk te verwijderen.
Tijdens het lassen varieert de grootte van rookdeeltjes van 10-3 tot 102 μm in vijf orden van grootte, waarbij de deeltjes van 0,1-0,5 μm het meest doordringend zijn.
Momenteel kan geen enkel ademhalingstoestel een ideaal filtereffect op alle rookdeeltjes bereiken.
Persoonlijke beschermingsmiddelen beschermen momenteel slecht tegen giftige gassen en de preventie van giftige gassen kan niet alleen worden bereikt door persoonlijke bescherming.
2. Optimalisatie van lasproces en lasmaterialen
Het optimaliseren van lasprocessen en -materialen heeft voornamelijk betrekking op het beheersen van lasrook door de snelheid waarmee lasrook ontstaat en het gehalte aan giftige stoffen daarin te verminderen.
Er zijn talloze factoren die de hoeveelheid geproduceerd lasstof beïnvloeden.
Momenteel richt het onderzoek naar lasstof in binnen- en buitenland zich voornamelijk op twee aspecten:
De eerste bestudeert de invloed van verschillende lasmethoden en procesparameters op de hoeveelheid geproduceerd stof, en de tweede bestudeert de invloed van de samenstelling van lasdraad, coating en beschermgas op de hoeveelheid geproduceerd stof.
2.1 Invloed van lasprocessen op stofemissie
De hoeveelheid stof die vrijkomt varieert afhankelijk van de gebruikte lasmethode.
Bij gebruik van dezelfde procesparameters produceert MIG-lassen veel meer stof dan niet-MIG-lassen. Omgekeerd is de rookontwikkeling bij onder poederdek lassen minimaal.
Tabel 4 toont de hoeveelheid stof die vrijkomt bij verschillende lasmethoden onder identieke specificaties.
Over het algemeen neemt bij gebruik van dezelfde lasmethode de hoeveelheid geproduceerd stof toe naarmate de lasstroom en spanning opkomst.
Vergeleken met gelijkstroomlassen genereert wisselstroomlassen een grotere hoeveelheid stof, maar de hoeveelheid stof neemt af naarmate er meer wordt gelast. lassnelheid neemt toe.
Tabel 4 Stofontwikkeling bij verschillende lasmethoden
Lasproces
Generatiesnelheid/(mg-min-1)
FCAW
900~1300
SMAW
300~800
MIG/MAG
200~700
GTAW
3~7
SAW
3~6
Het ontstaan van grote hoeveelheden stof bij het lassen met gevulde draad, afgeschermd metalen boog lassen, en MIG-lassen heeft een grote impact op zowel lassers als het milieu, waardoor het een belangrijk onderwerp van onderzoek is in binnen- en buitenland.
Shi Qian en collega's van de Lanzhou University of Science and Technology hebben onderzoek gedaan naar de hoeveelheid stof die vrijkomt bij zelfbeschermd lassen met gevulde draad onder verschillende procesparameters.
Hun bevindingen geven aan dat bij het lassen met kleine specificaties de hoeveelheid geproduceerd stof aanzienlijk toeneemt door de toename van spatten tijdens de overgang van kortsluiting en slakkolom. Bij lassen met een grote specificatie wordt de verdampingssnelheid van de verwarmde druppel en het basismetaal versneld door de toename van de warmte-inbreng, wat resulteert in een toename van de hoeveelheid geproduceerd stof. De overdrachtsmodus van de druppel had weinig effect op de hoeveelheid geproduceerd stof.
Deze resultaten werden ook bevestigd in het onderzoek van Zhang Junqiang naar het ontstaansmechanisme van rook en stof bij zelfbeschermd lassen met gevulde draad. Uit het onderzoek bleek dat de rook en het stof die samen werden gegenereerd in het gebied met spatrook en stof en in het gebied met druppelrook en stof, de totale hoeveelheid rook en stof sterk verhoogden.
Yamamoto et al. gebruikten CO2 als beschermgas bij het lassen met 26% gevulde draad.
Als de lasstroom toeneemt, neemt de hoeveelheid lasstof geleidelijk af.
De auteur heeft ook een geavanceerd zuiver kooldioxide gasbeschermd booglasproces ontwikkeld door gebruik te maken van de pulsstroommethode om de druppel te controleren.
Deze methode gebruikt een hoge stroomsterkte om de lasdraad te smelten en vermindert vervolgens de stroomsterkte tijdens de druppeloverdracht. Dit zorgt ervoor dat de druppel soepel kan worden overgebracht naar het smeltbad met een constante lengte, wat resulteert in een regelmatige vorming en scheiding van metaaldruppels en een vermindering van de hoeveelheid stof die wordt gegenereerd door 50%.
Scotti bestudeerde de invloed van booglengte, druppeldiameter en kortsluitstroom op de hoeveelheid stof die vrijkomt bij GMAW met behulp van een variabele-controlemethode.
De resultaten tonen aan dat tijdens de kortsluitovergang een toename in druppeldiameter, kortsluitstroom en booglengte leidt tot een toename in de hoeveelheid geproduceerd stof. Een hogere kortsluitstroom maakt de verdamping van metaal aan het oppervlak van de vloeistofbrug intenser wanneer de druppel in het smeltbad terechtkomt, waardoor de hoeveelheid geproduceerd stof toeneemt. Wanneer deze factoren samenwerken, is de toename in stofemissie opvallender.
Bu Zhixiang van de Hubei University of Technology en anderen voerden een orthogonaal experiment uit met CO2 gasbeschermd lassen van massieve lasdraad als onderzoeksobject en gebruikten lasstroom, lasspanning en lassnelheid als de drie experimentele factoren. Ze namen de snelheid en hoeveelheid lasstof als experimentele indicatoren.
Door middel van variantieanalyse en bereikanalyse van orthogonale testgegevens, tonen de resultaten aan dat de belangrijkste factoren die van invloed zijn op de vormingssnelheid van lasrook lasstroom en lasspanning zijn, en lassnelheid heeft geen significant effect op de vormingssnelheid van lasrook. Bij een lasspanning van 22-24 V, een lasstroom van 290-320 A en een lassnelheid van 26 cm/min is de hoeveelheid lasrook het laagst.
De hoeveelheid lasrook is niet alleen gerelateerd aan het toevoegmateriaal, maar hangt ook nauw samen met de samenstelling van het beschermgas.
K. R. Carpenter et al. voegden O2 en CO2 toe aan het beschermgas van GMAW en ontdekten dat het toevoegen van 2% O2 aan het binaire Ar-CO2 mengsel geen effect had op de stofvorming.
Wanneer O2 in het ternaire mengsel toeneemt, neemt de stofvorming toe op het niveau van 5% CO2, maar neemt niet significant toe op het niveau van 12% CO2.
De hoeveelheid stof die wordt gegenereerd kan worden geregeld door de hoeveelheid CO2 die aan het gemengde gas wordt toegevoegd aan te passen, volgens een onderzoek van het team van Li Zhuoxin van de Technische Universiteit van Peking naar het Cr-gehalte (Ⅵ) in lasrook van roestvrij staal.
Hun resultaten gaven aan dat de massafractie van Cr (Ⅵ) in de rook toenam met sterkere oxidatie van het beschermgas tijdens gasbeschermd lassen. Bovendien nam Cr (Ⅵ) toe met hogere elektrische stromen (150~250 A) tijdens MAG lassenen de massaverhouding van Cr (Ⅵ) in de rook van de kortsluitingoverdracht ten opzichte van totaal Cr was hoger dan die van de rook van de straaloverdracht tijdens GMAW.
In een rapport dat Vishal Vats presenteerde tijdens de tussentijdse vergadering van de Achtste Commissie van het 2022 IIW werd erop gewezen dat het toevoegen van zuurstof aan het beschermende gas van GMAW de vorming van Cr3+ en Cr6+ zou bevorderen en schadelijke elementen zoals Mn, Fe en Ni in de rook zou doen toenemen.
Deze bevindingen suggereren dat de hoeveelheid lasstof wordt beïnvloed door lasprocesparameters en dat het selecteren van geschikte parameters de stofemissies kan verminderen en een gezondere omgeving kan bevorderen. Er is echter een koppeling tussen het lasproces en laskwaliteit waarbij het nodig kan zijn om kwaliteit en efficiëntie op te offeren om rookemissies te verminderen, wat beperkingen oplevert in praktische toepassingen.
Het toenemende gebruik van efficiënte lasmethoden (dubbeldraads/multidraads lassen, laserbooghybride lassen) in de techniek verhoogt de lasspecificatievereisten en maakt lasrookbehandeling uitdagender.
2.2 Effect van lasmaterialen op stofemissie
Tijdens het lasproces worden metaaloxiden geproduceerd door lassen materialen bij hoge temperaturen mengen met verschillende kankerverwekkende stoffen. Als operators deze deeltjes overmatig inademen, kan dit een reeks ziekten veroorzaken.
Om deze risico's te beperken, kan de ontwikkeling van groene lasmaterialen de schadelijke componenten van rook en stof effectief bij de bron beheersen.
Het onderzoek naar groene lasmaterialen in binnen- en buitenland richt zich voornamelijk op drie aspecten:
(1) Door de samenstelling van de medicijnhuid te wijzigen, is het mogelijk om de hoeveelheid stof die door het materiaal wordt gegenereerd te verminderen.
(3) Lasrook moet worden behandeld met dealloyerende lasmaterialen.
De hoeveelheid stof die vrijkomt tijdens het lassen wordt beïnvloed door de samenstelling van de bekleding van de elektrode, de chemische samenstelling van het poeder en de lasdraad staalplaat. De invloedsfactoren zijn complex.
Fluoriet en natriumsilicaat leveren de grootste bijdrage aan het ontstaan van stof in elektrodebekledingen en hun reactieproducten zijn goed voor meer dan 50% van de totale hoeveelheid rook en stof.
Materialen met K en Na verhogen de hoeveelheid stof die wordt geproduceerd, terwijl siliciumcalciumlegering en magnesiumpoeder dit kunnen remmen.
Uit onderzoek van Jiang Jianmin en anderen aan de Beijing University of Technology bleek dat het verminderen van het gehalte ijzerpoeder in de fluxkern van de draad de hoeveelheid stof die vrijkomt tijdens het lassen met 33% tot 47% kan verminderen.
Volgens een rapport van Mruczek MF heeft een buitenlandse fabrikant van lasmaterialen een gevulde draad met een laag mangaangehalte ontwikkeld die het Mn-gehalte in lasrook effectief kan verminderen. Dit kan echter leiden tot slechte mechanische eigenschappen van de las.
North T H heeft ontdekt dat het toevoegen van Mn-houdende composietdeeltjes aan de kern het Mn-gehalte in lasrook aanzienlijk kan verlagen door Mn-oxidatie te voorkomen en meer Mn in de las achter te laten.
Dennis J H et al. voegden actieve elementen (Zn, Al, Mg) toe aan de gevulde draad, wat het Cr6+ gehalte in lasrook aanzienlijk kan verlagen door de actieve elementen bij voorkeur te laten oxideren. Het toevoegen van Zn aan lassen van roestvrij staal draad kan het Cr-gehalte in lasrook verlagen, maar de vorming van rook versnellen.
Mortazavi S B et al. ontdekten dat het verlagen van het K-gehalte in lasmaterialen en het verhogen van het Li gehalte het K2CrO4 gehalte kan verlagen en vervolgens het Cr6+ gehalte in lasrook kan verlagen door middel van Li.
Daarnaast toonden Topham N et al. aan dat het verminderen van het Na- en K-gehalte in austenitisch roestvast stalen lasmateriaal en het toevoegen van 30% tetraethylsilaan (TEOS) in het beschermgas het Cr(VI)-gehalte in roestvast stalen lasrook kan verminderen.
De de-legeermethode van lasmaterialen die wordt gebruikt om schadelijke componenten in lasrook te reduceren, voldoet echter mogelijk niet aan de vereisten voor mechanische eigenschappen, corrosiebestendigheid en slijtvastheid die nodig zijn voor lasconstructies.
Momenteel is de mate van legering in het gebruikte basismetaal erg hoog. Van staal met een laag koolstofgehalte naar laaggelegeerd staal en dan naar een legering met een hoge entropie, het legeringsniveau neemt toe.
Tegelijkertijd is het toevoegen van legeringselementen zoals Mn, Cr, Ni, Mo, Co en andere aan de lasmaterialen (basismateriaal+lasdraad) kunnen de mechanische eigenschappen en corrosieweerstand van de lascomponenten aanzienlijk verbeteren, hun levensduur verlengen en het toepassingsgebied van metaalmaterialen uitbreiden.
Daarom is het vaak niet praktisch om rook en stof te behandelen door lasmaterialen in de productie te dealloyeren.
3. Ventilatie en rookafvoer
Ventilatie en rookafvoer zijn momenteel de meest effectieve behandelingsmethoden in de productie:
De eerste methode omvat het installeren van lokale rookafzuiginrichtingen of het gebruik van rokende laspistolen op de laspost om de verdere verspreiding van lasrook en schadelijke gassen te controleren en ze vanaf de bron te beheersen.
De tweede methode omvat het verbeteren van de werkomgeving van de laswerkplaats door middel van uitgebreide ventilatie en verdringingsventilatie van de installatie.
3.1 Lokale rookafzuiging
Momenteel bestaan de primaire methoden voor lokale rookafzuiging voornamelijk uit het roken van laspistolen en lokale ventilatie en stofverwijdering.
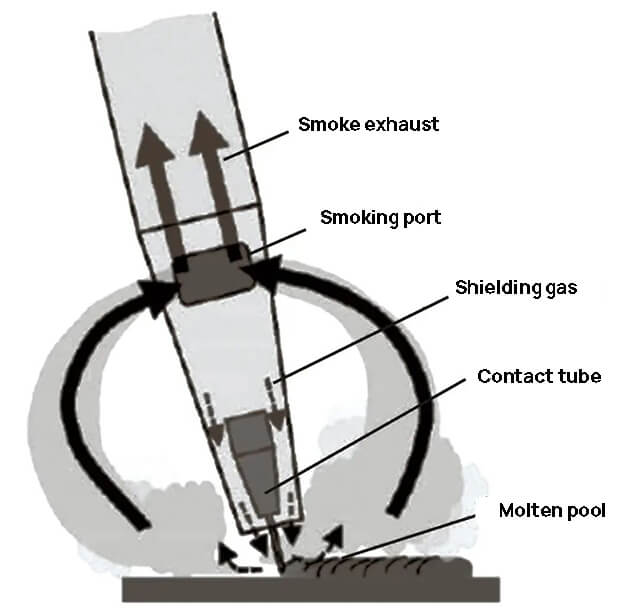
Het principe van het rokende laspistool wordt geïllustreerd in Figuur 3. De rokende mond genereert zuiging om de rook en het stof op te vangen, waardoor verspreiding en milieuvervuiling worden voorkomen.
Vergeleken met andere lokale verwerkingsapparatuur bieden rookpistolen een grotere flexibiliteit op het gebied van positionering en hoekaanpassing, waardoor lassers met minder beperkingen kunnen werken.
Fig.3 Schematisch diagram van een rookbrander
Bij plaatselijke ventilatie worden speciale stofkappen gebruikt om de lasrook direct uit de lasruimte af te zuigen en de verzamelde rook vervolgens naar buiten af te voeren na een stofreductiebehandeling. Het principe van plaatselijke ventilatie wordt weergegeven in afbeelding 4.
Fig.4 Schematisch diagram van lokale ventilator
Onderzoek wijst uit dat plaatselijke ventilatie efficiënter is dan algemene ventilatie.
Flynn MR voerde een onderzoek uit waarin de ontstoffingseffectiviteit van een lokale ventilatiesysteem onder drie omstandigheden: geen binnenventilatie, natuurlijke wind en mechanische ventilatie. De resultaten toonden aan dat de ventilator in combinatie met het lokale ventilatiesysteem de hoogste ontstoffingsefficiëntie had.
In een ander experiment evalueerde Meeker JD een commerciële lokale ventilatie en ontstoffingsapparatuur. Uit het onderzoek bleek dat de concentratie van Mn in de luchtrook met 25% afnam, de hoeveelheid fijn stof met 40% en Cr6+ met 68% na gebruik van de apparatuur. Plaatselijke ventilatie en stofverwijdering is dus een effectieve ventilatiemethode.
Er moet echter worden opgemerkt dat lokale rookafzuiginstallaties alleen geschikt zijn voor het lassen van werkstukken van kleine afmetingen en beperkt toepasbaar zijn bij zware laswerkzaamheden. structuurlassen werkplaatsen. Dit is te wijten aan het feit dat de laspost voor zware constructies mobiel is en de punten van rook en stof voortdurend veranderen, waardoor het een uitdaging is om de totale ruimte te overwegen met behulp van lokale ontstoffing.
3.2 Algemene ventilatie en verdringingsventilatie
Algemene ventilatie, ook bekend als verdunningsventilatie, verwijst naar het verdunnen van vervuilde binnenlucht met schone lucht door het gebruik van deuren, ramen en daken. Dit wordt gedaan om de concentratie van schadelijke stoffen in de binnenlucht te verminderen en ervoor te zorgen dat het binnenklimaat voldoet aan de normen voor luchtkwaliteit.
Het principe wordt getoond in Fig. 5.
Fig.5 Schematisch diagram van algemene ventilatie
Algemene ventilatie is geschikt voor omgevingen met lage concentraties schadelijke stoffen en wordt vaak gebruikt als aanvullende modus voor plaatselijke ventilatie en stofverwijdering.
C. E. Feigley et al. bestudeerden en bespraken de veiligheidsfactor K in de formule voor het berekenen van het luchtvolume voor verdunningsventilatie en stelden een objectievere mengfactor Km voor op basis van experimentele metingen.
Liu Siyan et al. voerden tests uit om de concentratie van chemische gevaren in een laswerkplaats te evalueren voor en na het implementeren van een mechanische ventilatiebehandeling. Na de ventilatiebehandeling daalde het gehalte mangaan en mangaanverbindingen, lasrook, ozon, koolmonoxide en stikstofoxiden in de lucht in de werkplaats, waarbij de meest significante daling werd gevonden voor mangaan en mangaanverbindingen bij een concentratiedaling van 82%.
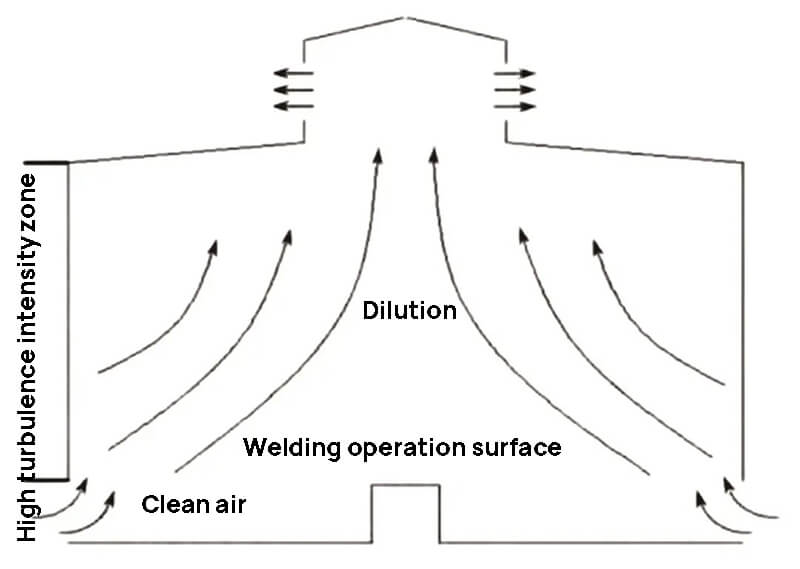
Verdringingsventilatie is ontwikkeld op basis van algemene ventilatie en het principe wordt geïllustreerd in Figuur 6.
Fig.6 Schematisch diagram van verdringingsventilatie
Door de warmte die tijdens het lasproces wordt gegenereerd, wordt er een stabiele temperatuurgradiënt gevormd in de laswerkplaats, waardoor de windsnelheid afneemt en er een temperatuurverschil (ΔT=2~4 ℃) ontstaat tussen de verse lucht die rechtstreeks wordt toegevoerd aan de binnenwerkruimte.
Hierdoor daalt de koudere lucht eerst onder invloed van de zwaartekracht en verspreidt deze zich geleidelijk over de vloer, waardoor er een laag frisse lucht ontstaat. Naarmate de temperatuur stijgt, stijgt deze frisse lucht op en wordt de vervuilde lucht voortdurend afgevoerd.
Bovendien wordt er continu verse lucht naar de ruimte toegevoerd via het luchtkanaal, terwijl de luchtretouropening boven de werkplaats door meerdere factoren binnenlucht aanzuigt.
De frisse lucht boven de grond in het werkgebied beweegt langzaam omhoog en vormt een gelijkmatige opwaartse luchtstroom. Dit vervangt geleidelijk de vervuilde lucht in de werkplaats, waardoor de lucht wordt gezuiverd.
De verdringingsventilatie-ontstoffingsmethode bespaart niet alleen energie, maar biedt ook een hoger zuiveringsrendement. R. Nienel et al. voerden een onderzoek uit naar het verdringingsventilatiesysteem van grote lasinstallaties.
Door de ruimtelijke verdeling van deeltjes die tijdens het lasproces ontstonden te analyseren, ontdekten ze dat de concentratie van deeltjes in het gebied waar het personeel actief was in het onderste deel van de fabriek significant lager was dan de concentratie in het bovenste deel van de fabriek, wat de effectiviteit aantoont van verdringingsventilatie bij het afvoeren van deeltjes uit de lasinstallatie.
Momenteel richt het onderzoek naar verdringingsventilatie zich voornamelijk op het optimaliseren van de luchtverdeling, luchttoevoerparameters en uitlaatpositie van verdringingsventilatie met behulp van CFD numerieke simulatie. Dit onderzoek is gericht op het verbeteren van de ventilatie-efficiëntie en het bieden van theoretische richtlijnen voor het optimaliseren van het ontwerp van verdringingsventilatie.
Conclusie
(1) Het ontstaan en het gevaar van lasrook worden bepaald door complexe fysische en chemische processen en er zijn uitgebreide maatregelen nodig voor de behandeling ervan.
(2) Volledige beheersing van lasrook en andere gevaarlijke factoren kan niet worden bereikt door passieve bescherming alleen.
(3) De innovatie van intelligente en automatische lasprocessen en lassystemen heeft een nieuwe weg geopend naar groen, efficiënt lassen en schone productie.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Heb je je ooit afgevraagd hoe je extreem dikke metalen stukken kunt lassen zonder meerdere laspassen? Elektroslaklassen (ESW) biedt een efficiënte oplossing, waarbij gesmolten slak wordt gebruikt om de benodigde warmte...
Voor het maken van een onberispelijke las is meer nodig dan alleen vaardigheid; het draait om het beheersen van de wisselwerking tussen spanning en stroom. Deze twee parameters zijn het levensbloed van het lassen en bepalen alles van...
Heb je je ooit afgevraagd waarom gelaste constructies soms falen ondanks hun robuuste uiterlijk? Dit artikel duikt in de verborgen uitdagingen van lassen en onderzoekt hoe ongelijkmatige verwarming en koeling kunnen leiden tot...
Heb je je ooit afgevraagd welke merken lasapparatuur vandaag de dag toonaangevend zijn in de industrie? In dit artikel wordt de top tien van lasmachinefabrikanten onder de loep genomen, met aandacht voor hun innovaties, wereldwijde aanwezigheid en unieke sterke punten....
Heb je je ooit afgevraagd hoe lassers perfecte verbindingen maken in uitdagende posities? 6GR-lassen is een gespecialiseerde techniek voor het lassen van pijpleidingen met een obstakelring onder een hoek van 45°,...
Heb je je ooit afgevraagd wat de verborgen gevaren zijn achter de felle lasvonken? In dit artikel onderzoeken we de schadelijke effecten van argonbooglassen op het menselijk lichaam....
Heb je je ooit afgevraagd wat die cijfers en letters op lasstaven betekenen? In dit artikel wordt het coderingssysteem voor koolstof- en roestvaststalen lasstaven ontrafeld, zodat je hun treksterkte,...
Heb je je ooit afgevraagd hoe je het verbruik van lasdraad nauwkeurig kunt berekenen? In deze blogpost gaan we in op de methoden en formules die industrie-experts gebruiken om het...
Lasvervorming in roestvast staal kan leiden tot aanzienlijke problemen bij metaalbewerking. Het artikel onderzoekt verschillende methoden om deze vervormingen te controleren en te corrigeren, zoals het gebruik van koperen platen,...