Lasspatten: Oorzaken en effectieve controlemethoden
Heb je je ooit afgevraagd waarom lassen soms resulteert in die vervelende spetterende uitbarstingen? Deze kleine druppeltjes gesmolten metaal kunnen je werk verpesten en veiligheidsproblemen veroorzaken. In dit artikel onderzoeken we de oorzaken van lasspatten en delen we praktische methoden om ze te beheersen. Je leert over algemene factoren zoals de kwaliteit van de elektrode, lasparameters en oppervlaktereinheid. Aan het eind heeft u bruikbare tips om spat te minimaliseren, zodat u soepeler en veiliger kunt lassen. Duik erin om uw lasvaardigheden te verbeteren en uw resultaten te verhogen.
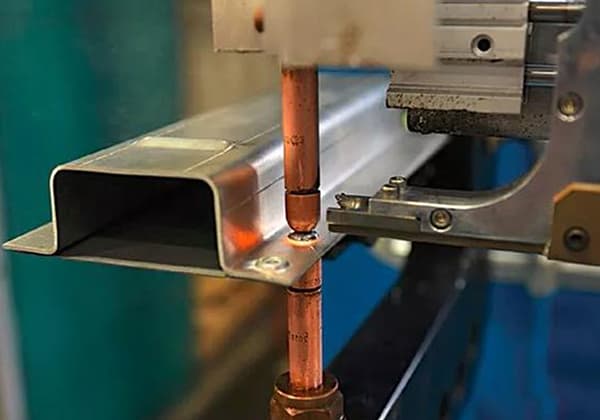
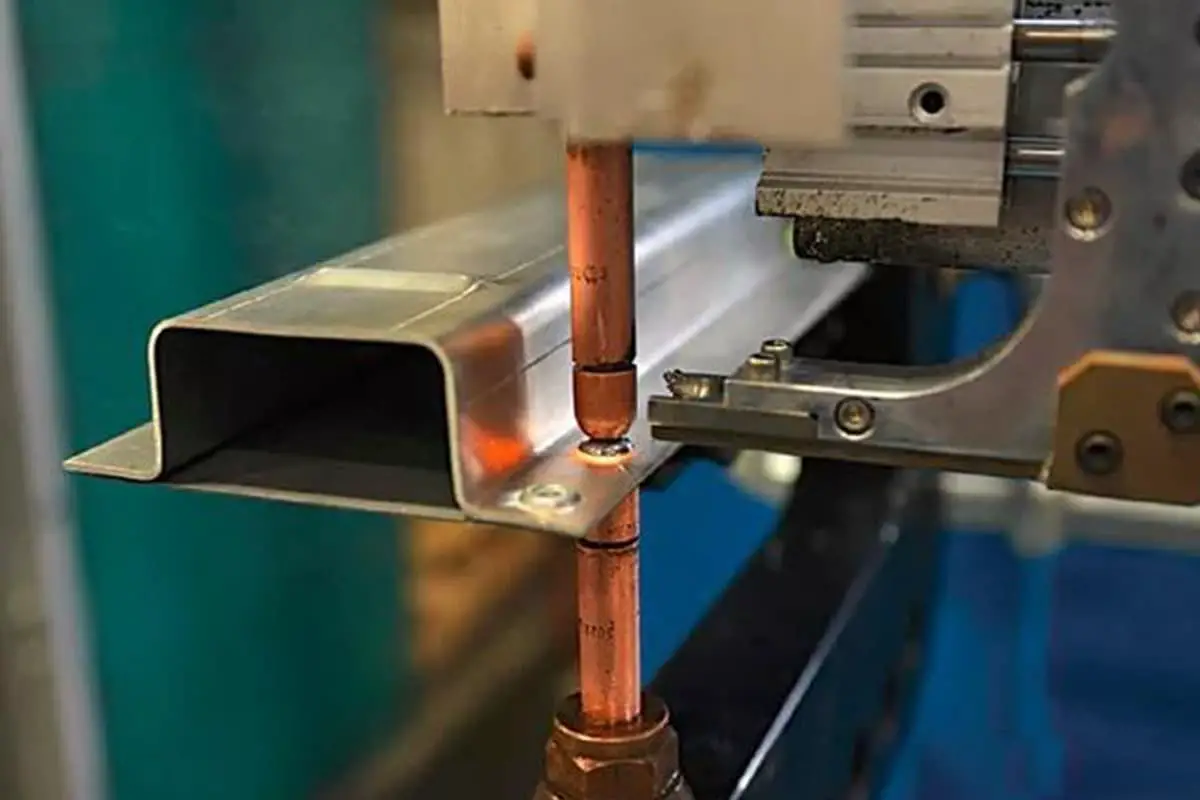
Heb je ooit over het volgende probleem nagedacht? Tijdens onze laswerkzaamheden, terwijl de booglamp knippert en de lasvonken schitteren, worden wij, operators, voortdurend verbrand. Wat kan de oorzaak zijn van dit fenomeen?
1. Het principe van weerstandspuntlassen
Lassen is een proces waarbij gebruik wordt gemaakt van verhitting, druk of beide, met of zonder vulmateriaal, om een atomaire verbinding tot stand te brengen tussen twee afzonderlijke metalen oppervlakken, waarbij een permanente verbinding wordt gevormd.
De essentie van lassen:
De reden waarom vaste stoffen zoals metalen een vaste vorm kunnen behouden, is omdat de afstand (rooster) tussen hun interne atomen erg klein is en ze sterke bindingskrachten tussen atomen vormen.
Tenzij er voldoende externe kracht wordt uitgeoefend om deze bindingen tussen atomen te verbreken, zal een massief metaal niet vervormen of in twee stukken uiteenvallen.
Om twee afzonderlijke metalen componenten met elkaar te verbinden, is het vanuit fysisch oogpunt noodzakelijk om de atomen op het verbindingsoppervlak van deze twee componenten dichter bij elkaar te brengen tot de afstand tussen de metaalroosters.
Weerstandslassen is een methode waarbij elektrische stroom wordt gebruikt om de te lassen voorwerpen op te warmen en te smelten of plastificeren door ze tussen elektroden te klemmen en stroom door het contactoppervlak en de omliggende gebieden van het te lassen voorwerp te laten lopen.
Basisprincipe van weerstandlassen:
De warmte die vrijkomt tijdens het lassen en de factoren die de warmteontwikkeling beïnvloeden, de hoeveelheid warmte die vrijkomt tijdens puntlassen wordt bepaald door de wet van Joule volgens de volgende formule:
Totale warmte: Q = I2RT
Q - opgewekte warmte (joules),
I - lasstroom (ampère),
R - elektrodeweerstand (ohm),
T - lastijd (seconden).
Waarbij R = 2Rstukken + Rcontacten + 2Elektroden (zoals weergegeven in figuur 1).
Figuur 1 Weerstandsverdeling tijdens puntlassen.
Figuur 2 Relatie tussen contactweerstand en temperatuur
De warmte die wordt opgewekt door de contactweerstand Rcontacten + 2Relektroden is goed voor ongeveer 10% van de totale warmte, terwijl de warmte die wordt opgewekt door de interne weerstand 2Rstukken van de gelaste verbinding is goed voor ongeveer 90% van de totale warmte. De hoogste temperatuur is altijd in het midden van het lasgebied, waar de fusiezone wordt gevormd.
Rcontacten zijn schadelijk voor het lassen en zijn de belangrijkste oorzaak van spatten en doorbranden op het laspunt. Tijdens het lassen bereikt het metaal op het contactoppervlak de lastemperatuur eerst.
Terwijl de temperatuur blijft stijgen, verdwijnt de contactweerstand en blijft de weerstandswarmte van de plaat zelf werken, waardoor een laspunt wordt gevormd dat gelijkmatig is verdeeld over beide zijden van het contactoppervlak.
Relektroden zijn schadelijk voor het lassen omdat ze de plaat oververhitten en de levensduur van de elektrode verkorten of zelfs de elektrode en het plaatoppervlak doorbranden.
Bij puntlassen is het onmogelijk dat het volledige oppervlak van het werkstuk contact maakt, dus is er sprake van contactweerstand. Het aantal contactpunten en de grootte van het contactgebied hangen af van de hardheid van het metaalmateriaal, de gladheid van de oppervlaktebewerking en de druk die op beide uiteinden van het werkstuk wordt uitgeoefend.
Het is duidelijk dat hoe zachter het werkstukmateriaal, hoe gladder het oppervlak en hoe groter de druk, hoe kleiner de contactweerstand.
Voor staal met een laag koolstofgehalte verdwijnt de contactweerstand wanneer de temperatuur boven de 6000C komt. Hoe hoger de druk, hoe lager de temperatuur die nodig is om de contactweerstand te laten verdwijnen.
Zodra het materiaal is bepaald, zijn de belangrijkste factoren die de contactweerstand beïnvloeden de elektrodedruk, de toestand van het oppervlak en de verwarmingstemperatuur.
Zoals de bovenstaande figuur laat zien, neemt de contactweerstand toe als er een oxidelaag of vuil op het oppervlak van de plaat zit. Als de temperatuur van de plaat stijgt, nemen het aantal en de oppervlakte van de contactpunten toe omdat de druksterkte van het contactpunt afneemt, wat resulteert in een afname van de contactweerstand.
Wanneer de elektrodedruk toeneemt, worden de convexe punten op het oppervlak van de plaat verbrijzeld, wordt de oxidelaag vernietigd en nemen het aantal en de oppervlakte van de contactpunten toe, wat resulteert in een afname van de contactweerstand.
2. Oorzaken en classificaties van lasspatten
In de lasprocesOnder invloed van warmte en mechanische kracht worden een plastische ring en een smeltzone gevormd, die toenemen met de voortgang van het elektrisch verwarmen totdat de vereiste lasgrootte is verkregen.
In het algemeen ondergaat het metaal tussen de twee elektroden en het contactoppervlak van het werkstuk de meest intense verhitting en bereikt het de hoogste temperatuur, die meer dan 300℃ boven het smeltpunt van het metaal kan liggen. De temperatuurverdeling van het metaal rond het middelpunt van de las is weergegeven in de linker figuur.
Tijdens het puntlassen is de opwarmsnelheid van de las extreem snel en de middentemperatuur van de las kan in 0,06-0,1 seconde of zelfs nog korter worden verwarmd tot meer dan 1800℃. De opwarmsnelheid kan 2000-30000 graden/seconde bereiken.
Door de sterke waterkoeling op de elektrode zal een grote hoeveelheid warmte door de elektrode worden afgevoerd, zodat de temperatuur van het contactoppervlak tussen het werkstuk en de elektrode niet te hoog zal zijn, meestal slechts ongeveer 550℃.
Daarom is de heetste plek tijdens het puntlassen in het midden van de kleine cilinder, waar het vloeibare metaal omgeven is door een plastic metalen ring die nog niet gesmolten is en nog in plastische toestand is wanneer het centrale metaal gesmolten is. We noemen deze plastic metalen ring de "plastic ring" (Afbeelding 3).
Tijdens het lasproces wordt eerst een kunststofring gevormd en vervolgens een smeltzone in het midden van de kunststofring waar de hitte geconcentreerd is. De kunststofring wikkelt zich om de smeltzone en zet radiaal uit.
Wanneer de uitzettingssnelheid van de smeltzone groter is dan die van de kunststofring onder hoge druk, breekt de smeltzone door de kunststofring en spuit deze naar buiten. lasspattendie zich aan het oppervlak van de las hecht en lasbraam wordt genoemd (Afbeelding 4).
Figuur 3: Distributie van laskern
Afbeelding 4: Spatten geproduceerd tijdens puntlassen
Lasspatten kunnen worden onderverdeeld in twee categorieën: vroege spatten en late spatten.
1. Vroege spatten:
Tijdens het puntlasverwarmingsproces, als de verwarming te snel is en de omringende plasticiteit nog niet is gevormd of niet compact genoeg is, zal het contactpunt dat snel wordt verwarmd als gevolg van de snelle temperatuurstijging interne metaalvergassing veroorzaken. Onder invloed van de elektrodedruk zal het vloeibare metaal in de ring naar buiten worden geperst en in de vorm van spatten naar de spleet tussen de platen spatten.
2. Late spatten:
Nadat de kunststofring tijdens het verhittingsproces is gevormd, gaat het verhitten door en blijven de smeltzone en de kunststofring naar buiten uitzetten. Als de radiale expansiesnelheid van de fusiezone groter is dan die van de kunststofring, zal de fusiezone door het zwakste deel van de kunststofring breken en eruit spuiten.
De rand waar de elektrodekap contact maakt met de plaatmetaal tijdens het lasproces is het smalste deel van de kunststof ring. Na het spuiten blijven er vaak scherpe lasbramen achter op het oppervlak van de lasnaad.
3. Spatten veroorzaakt door het breken van de vloeistofbrug
De vloeistofbrug verwijst naar het dunnere deel dat de lasdraad of -staaf verbindt met de gevormde druppel aan het uiteinde.
Kenmerken van verstrooiing veroorzaakt door de breuk van de vloeistofbrug:
Wanneer de vloeistofbrug breekt, wordt het spatten geregeld door de klokvorm van de lasstaaf einde. Ook zorgen de zwaartekracht van de druppel en de kracht van het geïoniseerde gas ervoor dat het spatwater zich verspreidt vanaf het breekpunt van de vloeistofbrug. Het hele spatbereik valt van boven naar beneden in een waaiervorm die wordt gevormd door de hoek van het klokvormige uiteinde van de lasstaaf.
4. Spatten veroorzaakt door temperatuurverschillen
Hier verwijst het temperatuurverschil naar het verschil tussen de boog, de druppel en het smeltbad.
Ten eerste ligt de temperatuur van de lasboog tussen 5370 en 7730℃.
Temperatuur van de druppel:
Op het moment dat de druppel loskomt van de lasstaaf, wordt het een bol omhuld door een laag slak. Op dat moment creëert het gasmengsel (CO-gas dat wordt geproduceerd uit de oxiden en carbiden in de coating van de lasstaaf) een stabiele, continue gasstroom die een deel van de warmte van de druppel wegneemt, wat resulteert in een druppeltemperatuur van ongeveer 4000℃.
Temperatuur van het lasbad
Vergelijking van driefasige temperaturen
Genereren van lasspatten
3. Factoren en maatregelen voor het beheersen van lasspatten
1. Operationele factoren
(1) Slechte kwaliteit van het eindvlak van de elektrode: Tijdens het lassen moet het uiteinde van de elektrodekap vlak worden gehouden en moet de grootte binnen 6 ~ 8 mm worden gehouden (Afb.5).
(2) Verkeerde uitlijning van de elektrode: De mate van verkeerde uitlijning van het uiteinde van de elektrode moet minder zijn dan 1 mm (Afb.6).
(3) Lassen aan de rand: De afstand tussen de laspuntindruk en de rand moet 1 mm zijn.
(4) Olievlekken op het plaatmetaaloppervlak: Controleer voor het lassen of het plaatwerk schoon is.
Afb.5: Slechte kwaliteit van het eindvlak van de elektrode
Fig.6: Verkeerde uitlijning van de elektrode
2. Lasparameterfactoren:
Gebaseerd op de lasprincipeis te zien dat de parameters die van invloed zijn op het lassen onder andere de lasstroom, de lasweerstand en de lastijd zijn. Als de lasparameters te groot zijn, zal het gesmolten metaal in het smeltbad sterk uitzetten, waardoor spetters ontstaan. Dit kan leiden tot defecten zoals het vastplakken van de elektrode, elektrode-explosie, lasdoorbraak, enz.
(1) Te hoge lasstroom en lastijd:
Stel een redelijke lasstroom en tijd in en controleer de uitgangsstatus van de stroom volgens de bijbehorende frequentie.
(2) Te hoge lasweerstand:
Controleer voor het lassen het oppervlak en de montagestatus van het plaatmateriaal en selecteer een redelijke lasdruk om de uitgangsstatus van de stroom te controleren aan de hand van de bijbehorende frequentie.
(3) De lasspecificatie is te hard:
Stem de lasstroom en lastijd redelijk op elkaar af of voeg een voorverwarmingsprogramma toe vóór de lasprocedure zodat het plaatmetaal een initiële verbinding kan vormen en de contactweerstand kan elimineren, waardoor er minder lasspetters ontstaan.
Afb.7: Lasstroom versus spatrelatie kromme
Als de lasstroom toeneemt, neemt ook de grootte van de smeltzone of de penetratiesnelheid toe. Onder normale omstandigheden is er een redelijke boven- en ondergrens voor de stroom in de laszone.
Als de stroom lager is dan de ondergrens, is de warmte-inbreng te klein om een standaard smeltzone te vormen; als de stroom hoger is dan de bovengrens, is de verwarmingssnelheid te hoog, wat lasspetters kan veroorzaken.
Om de lassterkte te garanderen en lasspetters te verminderen, is de lasparameters moet worden geselecteerd op het kritieke punt tussen spatten en niet-spatten (Fig.7).
Complex lascyclustekening:
Fig.8: Complex lascyclustekening
Door een voorverwarmingsprogramma toe te voegen en aanloopstroom te gebruiken, neemt de stroom geleidelijk toe om de verwarmingssnelheid te verlagen (Fig.8).
Door voorverwarming wordt de plasticiteit van het plaatmetaal verbeterd, waardoor de panelen gemakkelijker in elkaar passen, de contactweerstand van de panelen tot op zekere hoogte wordt verminderd en er minder spatten ontstaan tijdens het lassen.
Werkstation voor validatie ter plaatse: XX binnenpaneel voor langsligger links/rechts vooraan
Details werkstation: X30-2512H: in totaal 51 punten
Status lastang: normaal
Voor validatie: Lasparameters
Naam werkstation.
Model lastang.
Voorperstijd.
Perstijd.
Voorverwarmingstijd
Voorverwarmingsstroom
Warmtekoeling
Lastijd
Lasstroom
Oplaadtijd
Opstartstroom.
Houdbaarheid.
XX
X30-2512H
25
30
0
0
0
25
9.5
0
0
20
Aantal spatten: 30-35
Aantal bramen: 18-25
Geverifieerd: lasparameters.
Naam werkstation.
Model lastang.
Voorperstijd.
Perstijd.
Voorverwarmingstijd
Voorverwarmingsstroom
Warmtekoeling
Lastijd
Lasstroom
Oplaadtijd
Opstartstroom.
Houdbaarheid.
XX
X30-2512H
15
30
5
5
2
22
9.0
3
1.0
15
Aantal spatten: 6-12
Aantal bramen: 2-6
Geverifieerd effectdiagram:
Traceereffect: Aanzienlijke verbetering van lasspetters en bramen door lasparameters aan te passen via procesoptimalisatie en bedieningscontrole.
4. Conclusie
Op dit moment berust de beheersing van lasspetters voornamelijk op procesoptimalisatie en bedieningscontrole. Vanwege de laseigenschappen en de complexe omgeving ter plaatse is het nog steeds niet mogelijk om lasspetters volledig te elimineren.
Daarom moet elke lasser zijn verantwoordelijkheidsgevoel verbeteren, meer observeren, meer debuggen en meer verbeteren, onze lasomgeving optimaliseren en de kwaliteit van ons carrosserielassen verbeteren, zodat elke autogebruiker een auto van hogere kwaliteit krijgt.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Voor het maken van een onberispelijke las is meer nodig dan alleen vaardigheid; het draait om het beheersen van de wisselwerking tussen spanning en stroom. Deze twee parameters zijn het levensbloed van het lassen en bepalen alles van...
Heb je je ooit afgevraagd waarom gelaste constructies soms falen ondanks hun robuuste uiterlijk? Dit artikel duikt in de verborgen uitdagingen van lassen en onderzoekt hoe ongelijkmatige verwarming en koeling kunnen leiden tot...
Heb je je ooit afgevraagd hoe wolkenkrabbers rechtop blijven staan of auto's aan elkaar gelast blijven? Deze blog onthult de magie achter elektrische lasmachines. Leer meer over topfabrikanten als Lincoln Electric en Miller Welds,...
Heb je je ooit afgevraagd welke merken lasapparatuur vandaag de dag toonaangevend zijn in de industrie? In dit artikel wordt de top tien van lasmachinefabrikanten onder de loep genomen, met aandacht voor hun innovaties, wereldwijde aanwezigheid en unieke sterke punten....
Heb je je ooit afgevraagd hoe lassers perfecte verbindingen maken in uitdagende posities? 6GR-lassen is een gespecialiseerde techniek voor het lassen van pijpleidingen met een obstakelring onder een hoek van 45°,...
Heb je je ooit afgevraagd wat de verborgen gevaren zijn achter de felle lasvonken? In dit artikel onderzoeken we de schadelijke effecten van argonbooglassen op het menselijk lichaam....
Heb je je ooit afgevraagd wat die cijfers en letters op lasstaven betekenen? In dit artikel wordt het coderingssysteem voor koolstof- en roestvaststalen lasstaven ontrafeld, zodat je hun treksterkte,...
Heb je je ooit afgevraagd hoe je het verbruik van lasdraad nauwkeurig kunt berekenen? In deze blogpost gaan we in op de methoden en formules die industrie-experts gebruiken om het...
Lasvervorming in roestvast staal kan leiden tot aanzienlijke problemen bij metaalbewerking. Het artikel onderzoekt verschillende methoden om deze vervormingen te controleren en te corrigeren, zoals het gebruik van koperen platen,...