Heb je je ooit afgevraagd waarom sommige lasconstructies onverwacht falen? Dit artikel onderzoekt de verborgen krachten die een rol spelen - lasspanning en vervorming. Leer hoe deze spanningen de sterkte, stabiliteit en nauwkeurigheid beïnvloeden en ontdek praktische methoden om hun effecten te minimaliseren. Bereid je voor op een beter begrip van de onzichtbare uitdagingen waar lassers mee te maken krijgen en hoe ze deze kunnen overwinnen!
Lasspanning verwijst naar de interne krachten die tijdens en na het lasproces in gelaste onderdelen worden opgewekt. Deze spanningen worden voornamelijk veroorzaakt door de lokale verwarmings- en afkoelingscycli die inherent zijn aan lassen en die leiden tot niet-uniforme thermische uitzetting en inkrimping en microstructurele veranderingen in het materiaal.
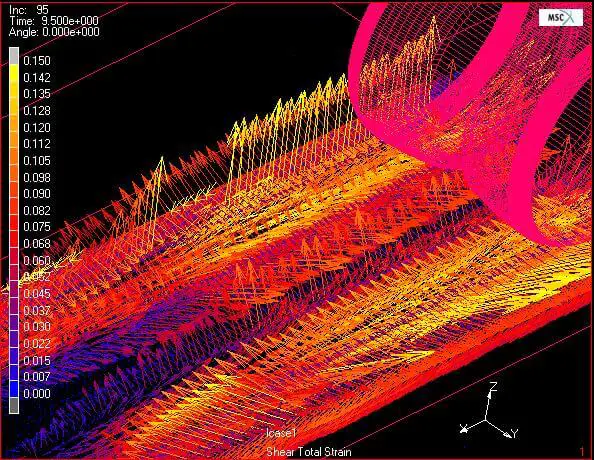
De fundamentele oorzaak van lasspanning en bijbehorende vervorming ligt in de heterogene temperatuurverdeling tijdens het lassen. Deze thermische gradiënt resulteert in:
Gelokaliseerde plastische vervorming
Variaties in microstructuur
Verschillen in specifiek volume over de las
Lasspanningen kunnen worden onderverdeeld in twee hoofdtypen:
Voorbijgaande lasspanning: Treedt op tijdens het lasproces terwijl het temperatuurveld nog actief is en zich ontwikkelt.
Overblijvende lasspanning: Blijft in het lasstuk achter na volledige afkoeling en temperatuurnivellering.
Als er geen externe belastingen zijn, zijn de lasspanningen zelfevenwichtig binnen het lasstuk. Deze interne spanningen kunnen echter op verschillende manieren de prestaties en de kwaliteit van de gelaste constructie aanzienlijk beïnvloeden:
Verminderde levensduur
Verhoogde gevoeligheid voor spanningscorrosie
Dimensionale instabiliteit
Vervorming van het gelaste onderdeel
Mogelijk verlies van structurele integriteit in extreme gevallen
2. Gevaren van lasspanning
Lasrestspanningen hebben zes effecten op lasverbindingen:
① Effect op sterkte:
Ernstige defecten in gebieden met hoge restspanning kunnen de statische belastbaarheid van de las negatief beïnvloeden als deze onder de brosse overgangstemperatuur werkt. De aanwezigheid van resterende trekspanning op spanningsconcentratiepunten onder cyclische spanning zal de vermoeiingssterkte van de las.
De vermoeiingssterkte van lasverbindingen is niet alleen afhankelijk van de grootte van restspanningmaar ook op factoren zoals de spanningsconcentratiefactor, spanningscyclus-karakteristieke coëfficiënt en de maximale waarde van de cyclische spanning. De invloed van restspanning neemt af naarmate de spanningsconcentratiefactor afneemt en neemt toe naarmate de spanningscyclus-karakteristieke coëfficiënt afneemt, maar neemt af naarmate de cyclische spanning toeneemt.
Wanneer de cyclische spanning de treksterkteneemt het effect van restspanning geleidelijk af.
② Effect op stijfheid:
De combinatie van lasrestspanning en spanningen van externe belastingen kunnen leiden tot vroegtijdig bezwijken en plastische vervorming in specifieke gebieden van het lasstuk. Dit zal resulteren in een vermindering van de stijfheid van de las.
Invloed op de stabiliteit van druklassen:
Wanneer een gelaste staaf onder druk komt te staan, combineert de restspanning van het lassen met de spanning van externe belastingen, waardoor mogelijk plaatselijk bezwijken of instabiliteit ontstaat en de algehele stabiliteit van de staaf afneemt.
De invloed van restspanning op de stabiliteit hangt af van de geometrie en de verdeling van inwendige spanning binnen het profiel. De invloed van restspanning op niet-gesloten doorsneden, zoals I-profielen, is groter dan de invloed op gesloten doorsneden, zoals kokerprofielen.
④ Invloed op de bewerkingsnauwkeurigheid:
De aanwezigheid van lasrestspanning kan de bewerkingsnauwkeurigheid van lasnaden in verschillende mate beïnvloeden. Hoe lager de stijfheid van het lasstuk, hoe groter de bewerkingshoeveelheid en hoe groter de invloed op de nauwkeurigheid.
Invloed op dimensionale stabiliteit:
Lasrestspanning en de grootte van het laspunt veranderen in de loop van de tijd en dit kan de dimensionale stabiliteit van het laspunt beïnvloeden. De stabiliteit van de restspanning beïnvloedt ook de dimensionale stabiliteit van het lasnaadelement.
⑥ Effect op corrosiebestendigheid:
De combinatie van lasrestspanning en belastingsspanning kan leiden tot spanningscorrosiescheuren.
Invloed van lasrestspanningen op de constructie en het onderdeel:
Lasrestspanning is de initiële spanning op een onderdeel voordat het belast wordt. Tijdens het gebruik van het lid overlapt de restspanning met de werkspanning veroorzaakt door andere belastingen, wat leidt tot secundaire vervorming en een herverdeling van de restspanning.
Dit vermindert niet alleen de stijfheid en stabiliteit van de constructie, maar heeft ook een aanzienlijke invloed op de vermoeiingssterkte, weerstand tegen brosse breuken, spanningscorrosie en kruipscheuren bij hoge temperaturen onder de gecombineerde effecten van temperatuur en omgeving.
3. Maatregelen om lasspanning te verminderen en te elimineren
Lasspanning kan worden geminimaliseerd door een uitgebreide beschouwing van zowel het ontwerp als het proces. Bij het ontwerpen van een lasconstructie moet men lasverbindingen met een lagere stijfheid gebruiken, het aantal lassen en de grootte van de dwarsdoorsnede minimaliseren en overmatige concentratie van lassen vermijden. Wat het proces betreft, kunnen de volgende maatregelen worden genomen:
1) Redelijke selectie van lasvolgorde en -richting.
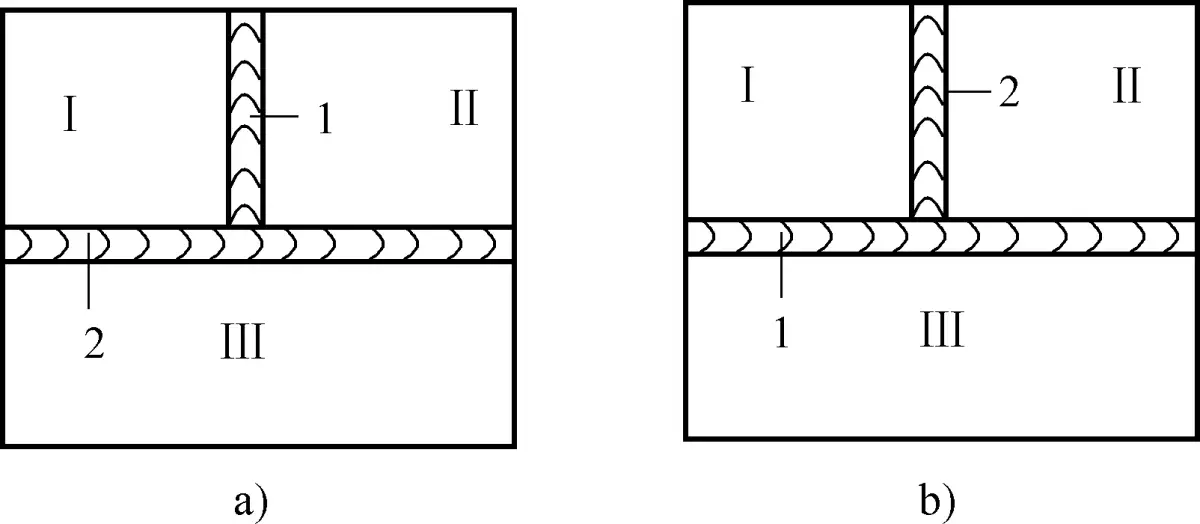
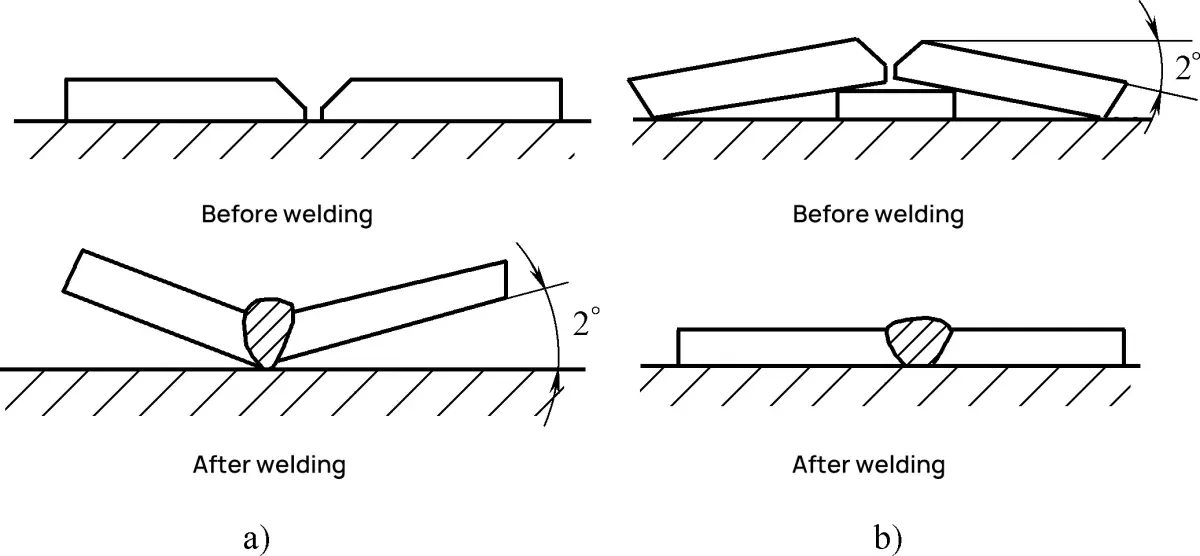
Bij het bepalen van de lasvolgorde moet de las zoveel mogelijk vrij kunnen krimpen om de spanning te verminderen. De lasspanning die ontstaat door de volgorde in Figuur 4-10a is klein, terwijl in Figuur 4-10b lasnaad 1 eerst de druk op lasnaad 2 verhoogt, waardoor de restspanning toeneemt.
Afbeelding 4-10: De invloed van de lasvolgorde op lasvervorming
a) Minimale lasspanning, b) Aanzienlijke lasspanning.
2) De las hameren.
Gebruik tijdens het afkoelen van de las een rondhamer om gelijkmatig en snel op de las te slaan. Dit veroorzaakt plaatselijke plastische rekvervorming van het lasmetaal, compenseert een deel van de laskrimpvervorming en vermindert zo de restlasspanning.
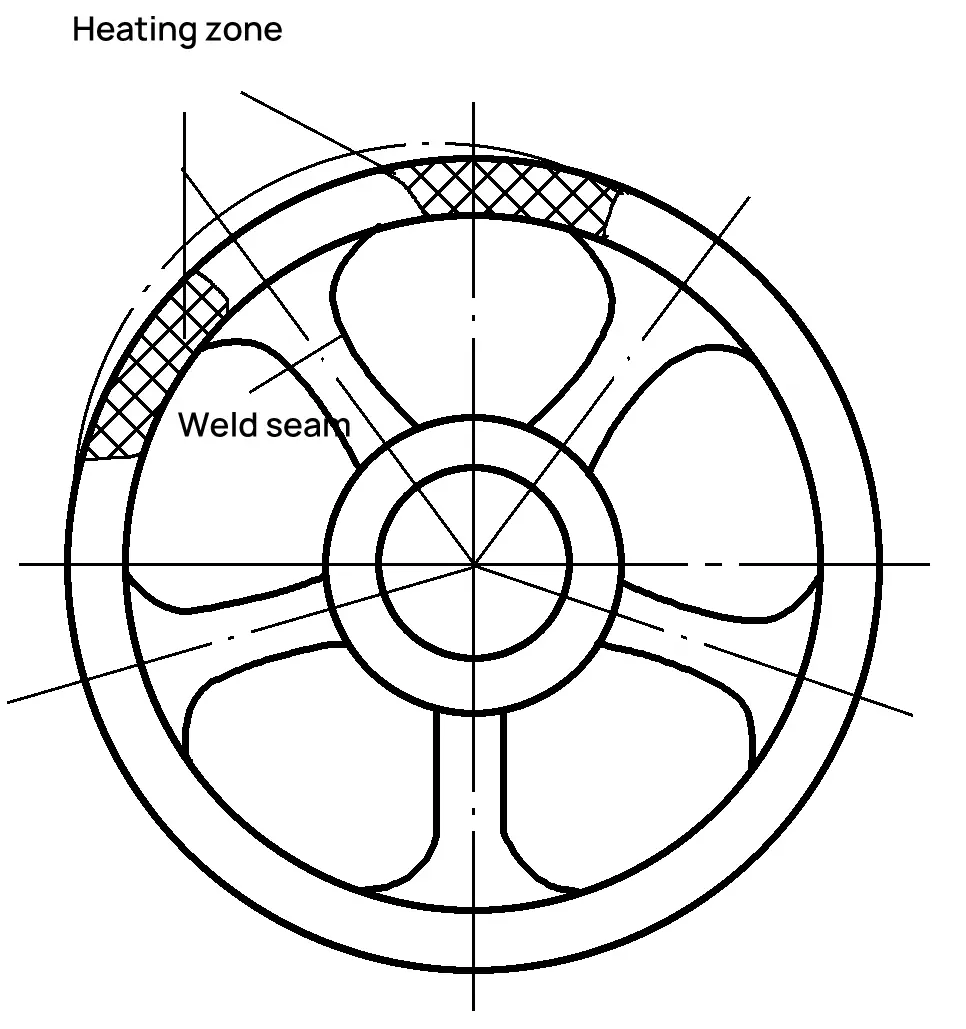
3) De "stressverminderingszone" verwarmen.
Verwarm voor het lassen een geschikt deel van het werkstuk (bekend als de spanningsreductiezone) om het te verlengen (Afbeelding 4-11). Na het lassen, tijdens het afkoelen, krimpen de spanningsreductiezone en de las in dezelfde richting, waardoor de lasspanning en vervorming afnemen.
Afbeelding 4-11: Voorbeeld van de methode "Hitteverminderingszone".
4) Voorverwarmen voor het lassen en langzaam afkoelen na het lassen.
Het doel van voorverwarmen voor het lassen is om het temperatuurverschil tussen de laszone en het omringende metaal te verkleinen, de afkoelsnelheid van de laszone te verlagen en de ongelijkmatige uitzetting en inkrimping tijdens het opwarmen en afkoelen van het lassen te verminderen, waardoor de lasspanning afneemt. Langzaam afkoelen na het lassen kan hetzelfde effect hebben.
Deze methode compliceert echter het proces en is alleen geschikt voor materialen met een slechte plasticiteit die gevoelig zijn voor scheuren, zoals staal met een hoog en gemiddeld koolstofgehalte, gietijzer en gelegeerd staal.
5) Na het lassen spanningsarmgloeien.
Om de restlasspanning in de lasconstructie te elimineren, wordt bij de productie vaak gebruik gemaakt van spanningsarmgloeien. Voor koolstofstaal en constructies van laag tot middelzwaar gelegeerd staal kan het hele onderdeel of een deel van de lasverbinding na het lassen worden verwarmd tot 600-800°C en langzaam worden afgekoeld nadat het een bepaalde tijd op deze temperatuur is gehouden. Over het algemeen kan meer dan 80% van de restlasspanning worden geëlimineerd.
4. Maatregelen om lasvervorming te beheersen en te verminderen
Om lasvervorming onder controle te houden, moeten de grootte en vorm van de lasnaden redelijk worden gekozen tijdens het ontwerp van de lasconstructie, moet het aantal lasnaden zo klein mogelijk worden gehouden en moet de plaatsing van de lasnaden symmetrisch zijn. Bij de productie van lasconstructies kunnen de volgende technieken worden toegepast:
Toevoegingsmethode:
Gebaseerd op theoretische berekeningen en empirische waarden wordt de krimptoeslag vooraf overwogen tijdens de voorbereiding en bewerking van de lasonderdelen, zodat het werkstuk na het lassen de vereiste vorm en grootte kan bereiken.
Contra vervormingsmethode:
Op basis van ervaring of meting worden de grootte en de richting van de structurele lasvervorming vooraf ingeschat. Tijdens het samenstellen van de lasconstructie wordt een opzettelijke vervorming gecreëerd in de tegenovergestelde richting maar van gelijke grootte om de vervorming die na het lassen ontstaat te compenseren (zie Afbeelding 4-12).
Figuur 4-12 Contravervormingsmethode voor stuiklassen van Y-vormige groeven
a) Creatie van hoekvervorming b) Neutralisatie van hoekvervorming
Stijve fixatiemethode:
De lasdelen worden gefixeerd tijdens het lassen en de starre fixatie wordt verwijderd nadat de lasdelen zijn afgekoeld tot kamertemperatuur. Dit kan hoekige vervorming en golfvormige vervorming effectief voorkomen, maar het verhoogt de lasspanning.
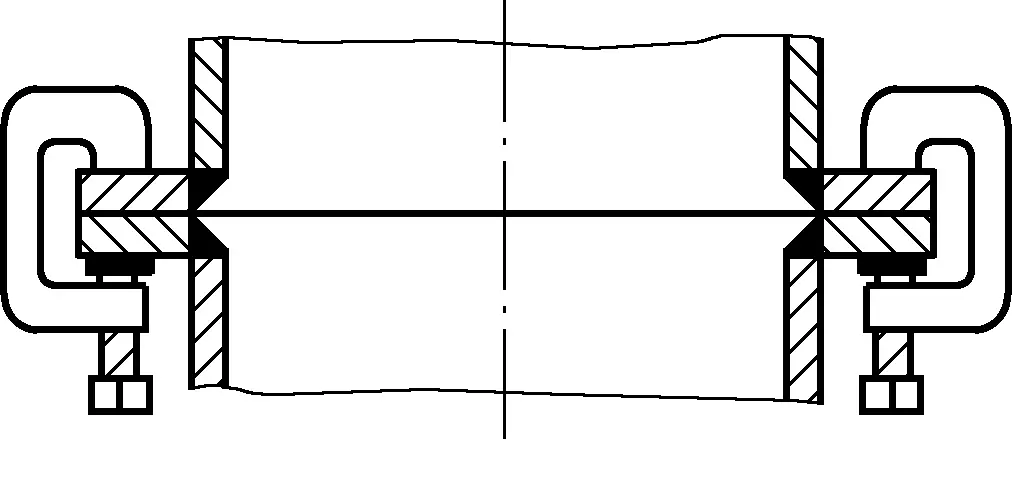
Deze methode is alleen geschikt voor koolstofarme staalconstructies met een goede plasticiteit en mag niet worden gebruikt voor gietijzer en staalmaterialen met een grote neiging tot verharding om breuken na het lassen te voorkomen. Afbeelding 4-13 toont het gebruik van de starre bevestigingsmethode om hoekvervorming van het flensvlak te voorkomen.
Afbeelding 4-13 Starre bevestigingsmethode
4) Kies een geschikte lasvolgorde.
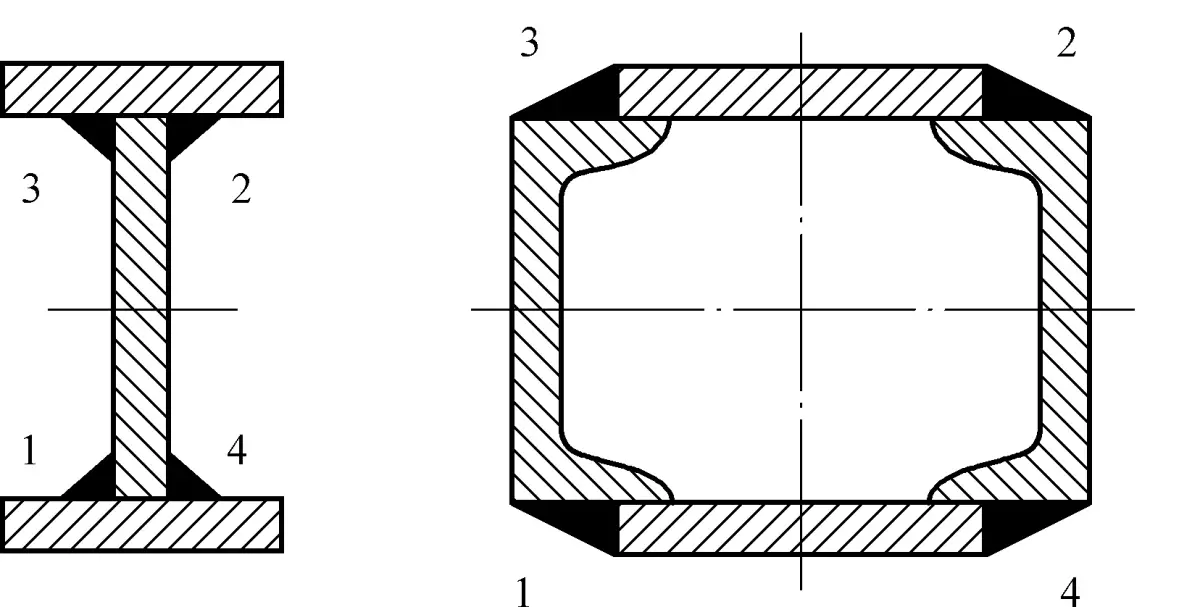
De keuze van een redelijke lasvolgorde is essentieel voor het beheersen van lasvervorming. Voor het lassen van balken met een symmetrische doorsnede kan de lasvolgorde in Afbeelding 4-14 de lasvervorming effectief verminderen.
Afbeelding 4-14: Geschikte lasvolgorde voor symmetrische doorsnede balken.
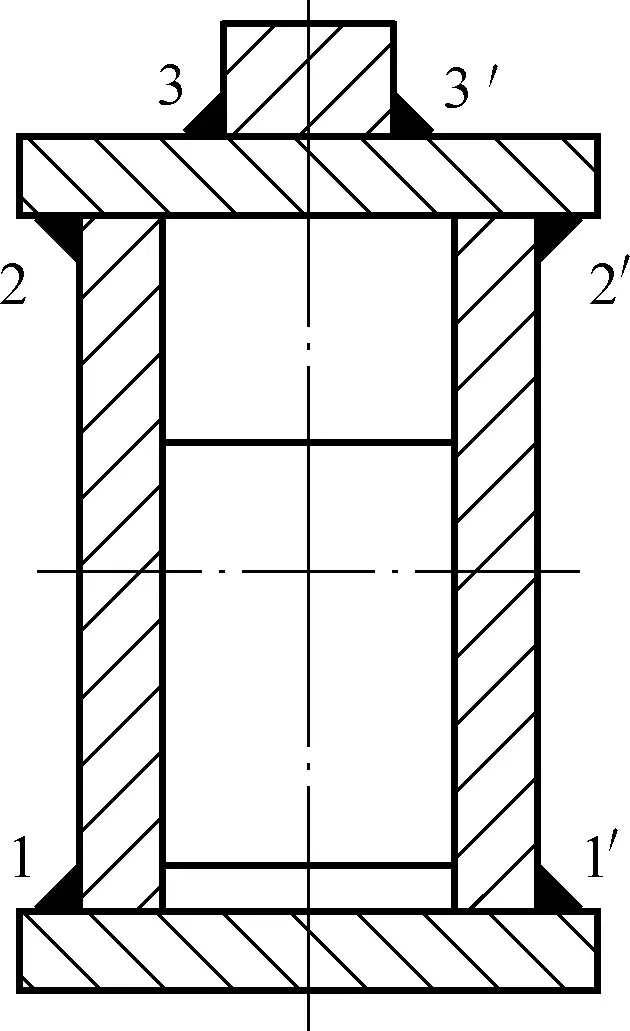
Voor werkstukken met een ongelijkmatige verdeling van lassen, zoals de hoofdligger van de brugkraan in Afbeelding 4-15, is het verstandig om twee werkers tegelijkertijd en symmetrisch eerst de 1-1′ lasnaden te laten lassen, daarna de 2-2′ lasnaden en tenslotte de 3-3′ lasnaden. Op deze manier kan de opwaartse vervorming veroorzaakt door de 1-1′ las in wezen worden gecompenseerd door de neerwaartse vervorming veroorzaakt door de 2-2 en 3-3 lassen.
Afbeelding 4-15: Lasvolgorde voor de verschillende naden van de hoofdligger van een brugkraan.
5. Correctie van lasvervorming
Tijdens het lasproces kan soms vervorming optreden die de toegestane waarde overschrijdt, zelfs als de bovengenoemde maatregelen zijn genomen. De algemeen toegepaste methoden voor het corrigeren van lasvervorming zijn onder andere:
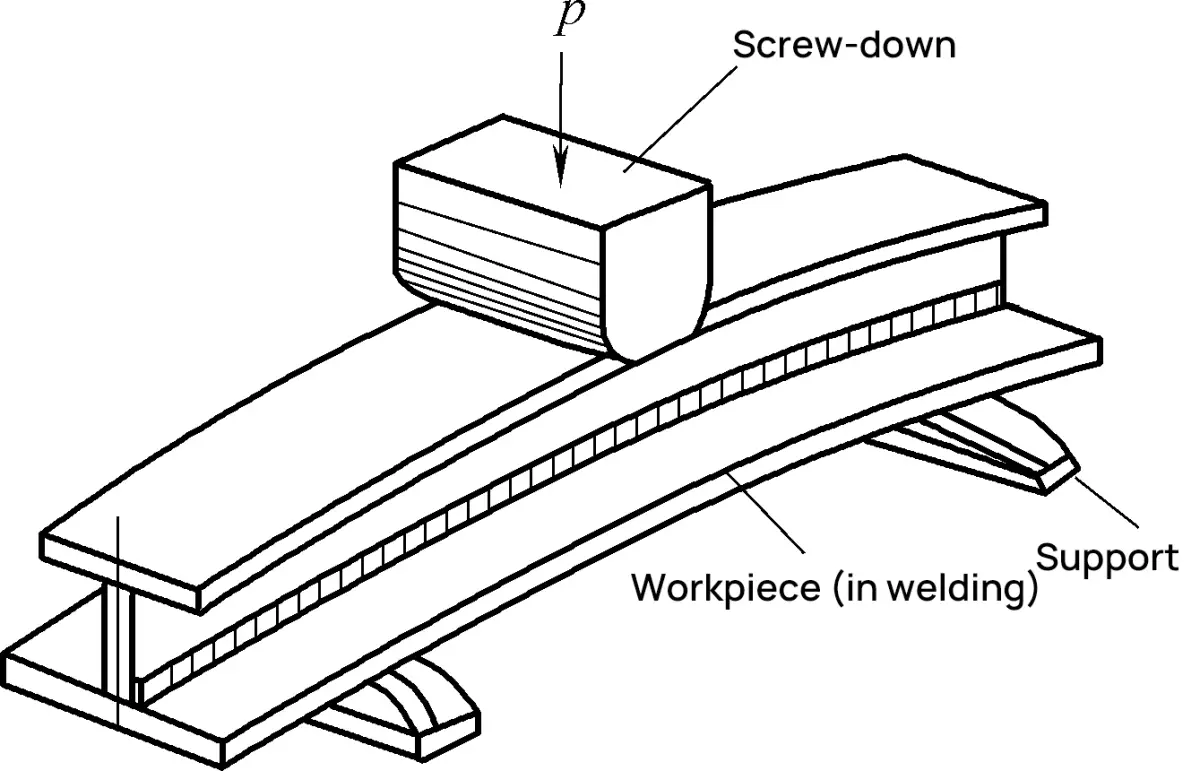
1) Mechanische correctie.
Mechanische correctie houdt in dat een externe kracht wordt gebruikt om plastische vervorming in het onderdeel op te wekken in de tegenovergestelde richting van de lasvervorming, waardoor elkaars vervorming teniet wordt gedaan (Afbeelding 4-16). Deze methode is meestal alleen geschikt voor koolstofarm staal en gewoon laaggelegeerd staal met een relatief lage stijfheid en goede plasticiteit.
Afbeelding 4-16: Mechanische correctie
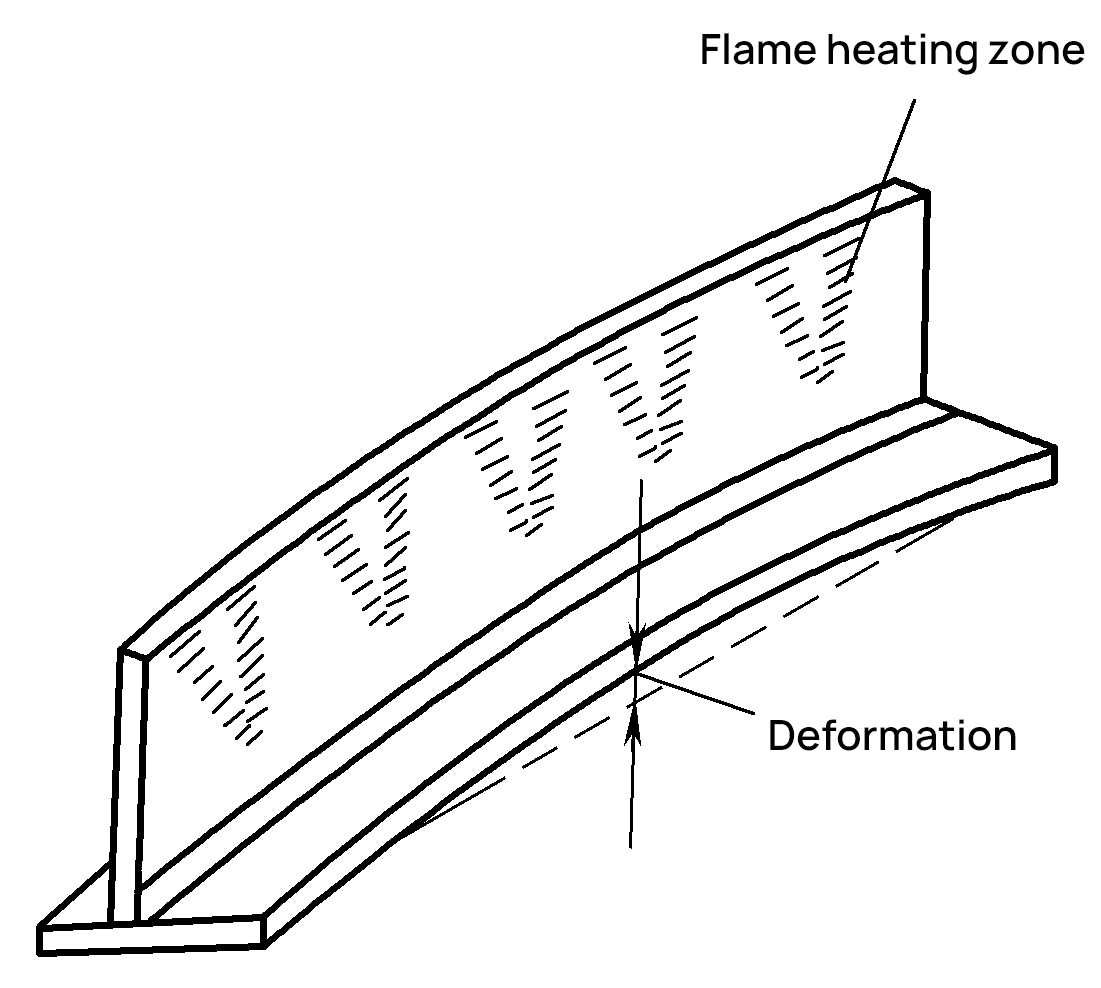
2) Vlamcorrectie.
Vlamcorrectie gebruikt de afkoelingskrimp na plaatselijke verwarming van het metaal om de bestaande lasvervorming te corrigeren. Afbeelding 4-17 toont een opwaartse vervorming van een T-profiel na het lassen, die kan worden gecorrigeerd door de positie van het lijf met een vlam te verhitten. De verwarmingszone is driehoekig en de verwarmingstemperatuur is 600-800°C.
Afbeelding 4-17: Vlamcorrectie
Na afkoeling krimpt de baan, wat omgekeerde vervorming veroorzaakt en het gelaste onderdeel recht maakt. Deze methode is vooral geschikt voor materialen met een goede plasticiteit en zonder verhardingsneiging.
6. Andere eliminatiemethode van lasspanning
(1) Veroudering door trillingen
Ontlasting door middel van trillingen (VSR) is een geavanceerde techniek voor het verminderen van restspanningen in gelaste constructies en technische materialen. Dit proces omvat het toepassen van gecontroleerde, laagfrequente trillingen op het werkstuk, meestal in het bereik van 20-100 Hz. Wanneer het gecombineerde effect van restspanning en geïnduceerde trillingsspanning plaatselijk de vloeigrens van het materiaal overschrijdt, treedt plaatselijke plastische vervorming op, wat leidt tot herverdeling van de spanning en algehele vermindering.
De effectiviteit van VSR hangt af van verschillende factoren:
Trilfrequentie en amplitude
Duur van de behandeling
Materiaaleigenschappen en geometrie
Initiële spanningstoestand
VSR biedt verschillende voordelen ten opzichte van thermische spanningsontlastingsmethoden:
Lager energieverbruik
Geen risico op veranderingen in materiaaleigenschappen door hoge temperaturen
Toepasbaar op grote structuren en behandelingen op locatie
Het is echter belangrijk op te merken dat VSR niet geschikt is voor alle materialen en geometrieën, en dat de effectiviteit kan variëren afhankelijk van de specifieke toepassing.
(2) Thermische veroudering
Thermische spanningsontlasting, ook bekend als warmtebehandeling na het lassen (PWHT), is een beproefde methode om restspanningen in gelaste onderdelen te verminderen. Het proces omvat zorgvuldig gecontroleerde verhittings-, inweek- en afkoelcycli:
Verhitten: Het werkstuk wordt langzaam verhit tot een temperatuur onder het kritieke transformatiepunt van het materiaal, meestal 550-650°C voor koolstof- en laaggelegeerd staal.
Weken: De temperatuur wordt gedurende een bepaalde tijd gehandhaafd, waardoor spanningsrelaxatie door kruipmechanismen mogelijk wordt.
Koelen: Gecontroleerd langzaam afkoelen, meestal met een snelheid van 150-200°C per uur, voorkomt dat er opnieuw thermische spanningen optreden.
Belangrijke overwegingen voor effectieve thermische spanningsontlasting:
Nauwkeurige temperatuurregeling en uniformiteit
Juiste inweektijd gebaseerd op materiaaldikte en -samenstelling
Gecontroleerde verwarmings- en koelsnelheden
Beheersing van de ovenatmosfeer om oxidatie of ontkoling te voorkomen
Hoewel thermische spanningsontlasting zeer effectief is, kan een onjuiste uitvoering leiden tot nadelige effecten:
Onvoldoende stressreductie bij te lage temperaturen of te korte inweektijd
Mogelijke spanningsverhoging door niet-uniforme verwarming of snelle afkoeling
Microstructurele veranderingen die de mechanische eigenschappen beïnvloeden bij te hoge temperaturen
Voor optimale resultaten is het cruciaal om:
Gedetailleerde procedures ontwikkelen en volgen op basis van materiaalspecificaties en industriestandaarden (bijv. ASME BPVC Sectie VIII)
Gekalibreerde apparatuur en temperatuurmeters gebruiken
Uitgebreide dossiers bijhouden van het PWHT-proces
Niet-destructief onderzoek na de behandeling uitvoeren om spanningsreductie te verifiëren
Door deze parameters zorgvuldig te controleren en de bewezen beste werkwijzen te volgen, kan thermische spanningsontlasting de restspanningen effectief verminderen, waardoor de dimensionale stabiliteit en de weerstand tegen vermoeiing van gelaste constructies verbeteren.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Lasvervorming in roestvast staal kan leiden tot aanzienlijke problemen bij metaalbewerking. Het artikel onderzoekt verschillende methoden om deze vervormingen te controleren en te corrigeren, zoals het gebruik van koperen platen,...
Heb je je ooit afgevraagd hoe je effectief verschillende soorten roestvast staal kunt lassen? Dit artikel duikt in de speciale lasmethoden voor martensitisch en duplex roestvast staal en beschrijft de uitdagingen...
Het lassen van roestvast staal vereist precisie om defecten zoals barsten en corrosie te voorkomen. Ben jij je bewust van de kritieke stappen om een onberispelijke las te garanderen? In dit artikel worden acht essentiële...
Hoe kan koolstofstaal lassen zowel een gebruikelijke praktijk als een complexe uitdaging zijn? Deze gids verkent de ingewikkelde wereld van het lassen van koolstofstaal en behandelt de soorten koolstofstaal, hun...
Het lassen van koper en koperlegeringen is een unieke uitdaging vanwege hun hoge thermische geleidbaarheid en neiging tot scheuren. Dit artikel behandelt verschillende lastechnieken, materialen en voorbereidingsmethoden die essentieel zijn...
Stel je voor dat je zware, logge lasmachines zou kunnen veranderen in lichtgewicht, draagbare krachtpatsers. Dit artikel duikt in de techniek van inverter booglasstroombronnen en laat zien hoe ze wisselstroom omzetten in gelijkstroom voor...
Waarom is het lassen van hoog koolstofstaal zo'n uitdaging? Dit artikel gaat in op de unieke moeilijkheden die gepaard gaan met dit materiaal, zoals de neiging om bros martensiet te vormen, wat leidt tot...
Heb je je ooit afgevraagd hoe complexe machines naadloos met elkaar verbonden blijven? Dit artikel duikt in de fascinerende wereld van stuiklassen - een zeer efficiënte methode om metalen aan elkaar te bevestigen. Je leert meer over de...
Heb je je ooit afgevraagd hoe autogeen lassen werkt en waarom het zo belangrijk is in de machinebouw? Dit artikel beschrijft de principes, soorten gasvlammen en materialen die worden...