Lassymbolen uitgelegd: Volledige lijst met diagrammen
Lassymbolen lijken misschien een vreemde taal, maar het beheersen ervan is cruciaal voor effectieve communicatie in de wereld van werktuigbouwkunde. In deze blogpost zal een doorgewinterde werktuigbouwkundig ingenieur deze ingewikkelde symbolen ontrafelen en je de kennis geven om ze met vertrouwen te interpreteren en toe te passen in je projecten. Maak je klaar om de geheimen van lassymbolen te ontsluieren en je engineeringvaardigheden naar nieuwe hoogten te brengen!
Deze norm beschrijft de methode voor het presenteren van lassymbolen. De norm is van toepassing op zowel smeltlassen als weerstandlassen.
2. Normatieve referenties
GB/T 5185: Aanduiding van metaallas- en soldeermethoden in tekeningen
GB/T 12212: Technische tekeningen - Afmetingen, Verhoudingen en Vereenvoudigde weergave van lassymbolen
3. Basisvereisten
3.1 Duidelijke aanduiding van het lastype
Het lassymbool moet duidelijk het type las aangeven dat gemaakt moet worden en mag geen overdreven aantekeningen bevatten. De weergave van de las kan door middel van een lasgrafische methode of een lassymboolmarkeringsmethode. De methode van lassymboolmarkering heeft over het algemeen de voorkeur, maar als het onduidelijk is of als de grafische methode eenvoudiger is, kan deze in plaats daarvan worden gebruikt.
3.2 Onderdelen van lassymbolen
Het lassymbool bestaat uit een basissymbool en een leader, en aanvullende symbolen zoals een hulpsymbool, aanvullend symbool en een lasmaatsymbool kunnen indien nodig worden toegevoegd. De schaal, grootte en representatiemethode van de grafische symbolen moeten voldoen aan GB/T 12212. Zie appendix C (normatieve appendix) voor veelgebruikte grafische methoden in GB/T 12212.
3.3 Indicatie van lasgrootte en -proces
Wanneer professionele normen de lasgrootte en het lasproces specificeren, moeten deze worden aangegeven in het lassymbool. De op de tekening aangegeven lasmethode moet in overeenstemming zijn met Appendix B (normatieve appendix). Eventuele bewerkingen na het lassen, zoals bekappen, slijpen of snijden, moeten worden aangegeven in de technische eisen.
I. Basisvormen van overlap van lasnaden
1. Stootvoeg
2. Overlap
3. Haakse aansluiting
4. T-vormige verbinding
5. Schuine verbinding:
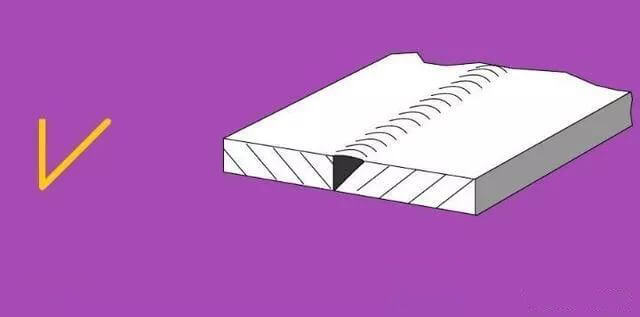
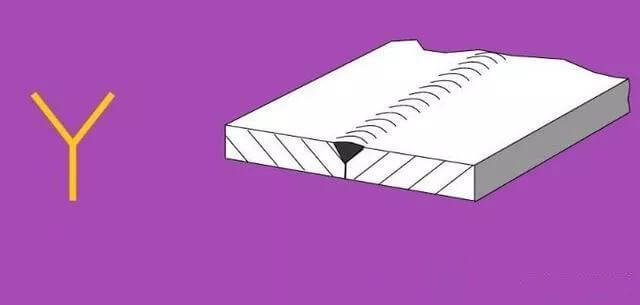
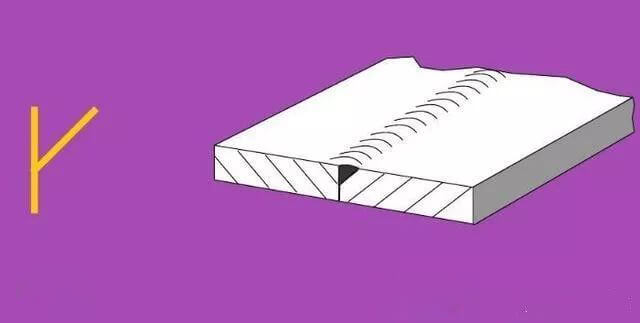
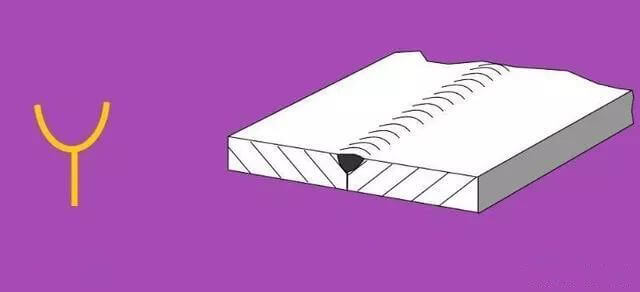
II. Basisbreukvormen van lasnaden
Nee.
Schematisch diagram
Afgeschuinde vorm
Lassymbolen
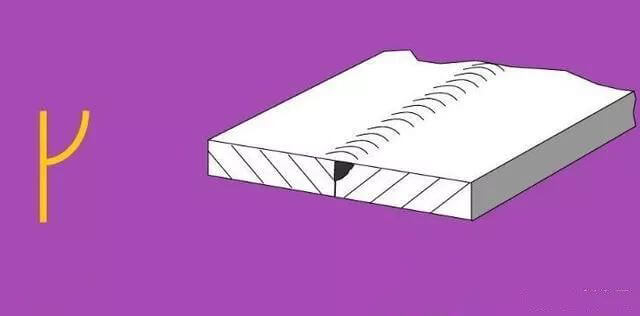
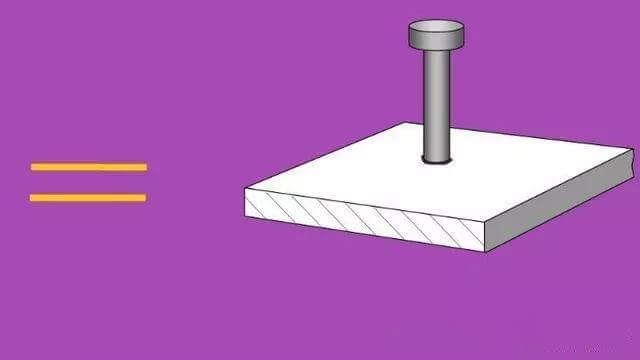
1
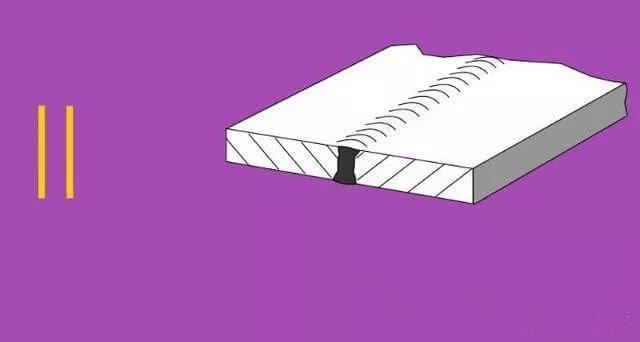
I-vormige groef
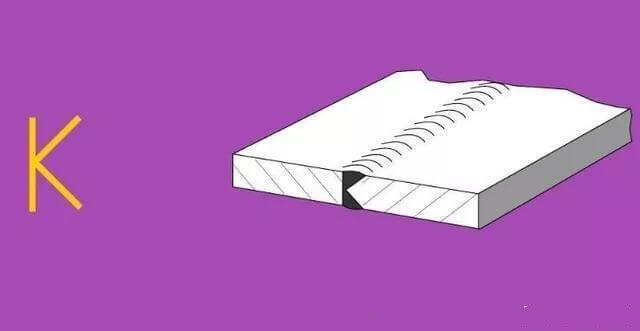
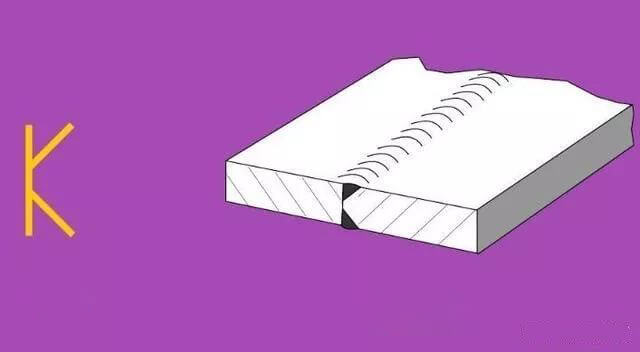
2
K-vormige groef
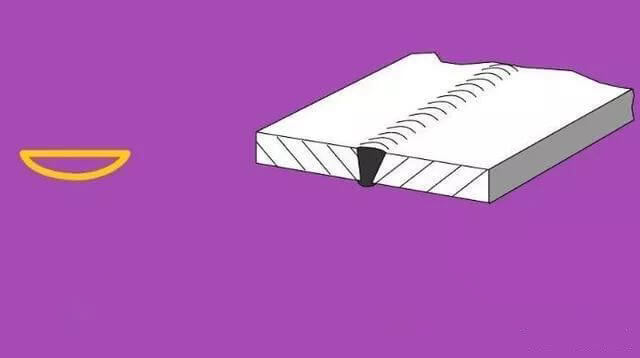
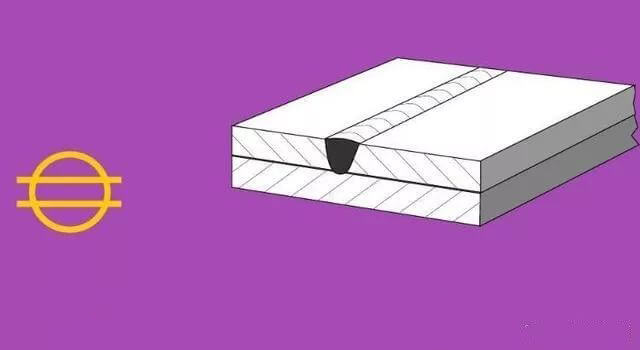
3
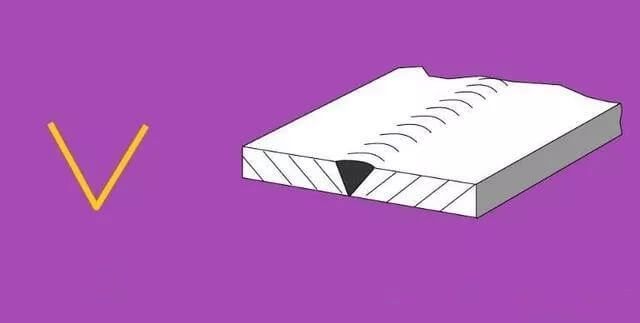
V-vormige groef
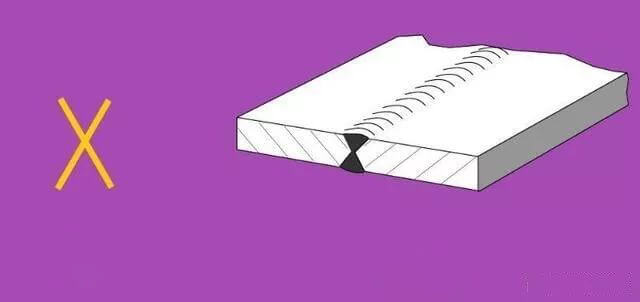
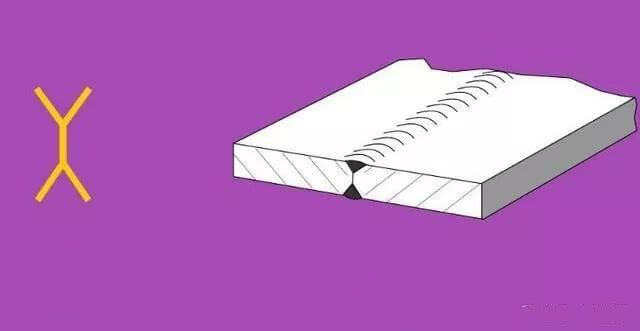
4
X-vormige groef
5
Y-vormige opening
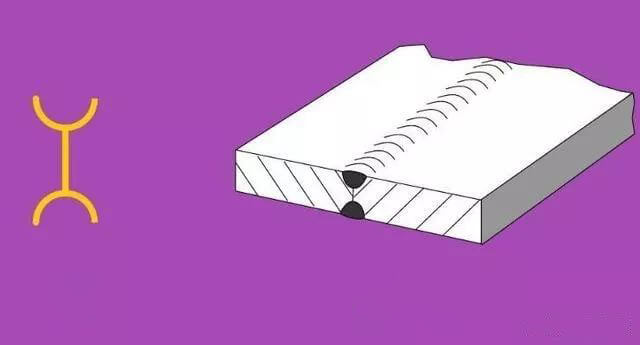
6
X-vormig (met zuivere rand)
7
Schuine V-vormige opening
8
Schuine Y-vormige opening
9
Overlap (driezijdige las)
10
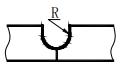
U-vormige kloof
11
Enkelzijdige U-vormige breuk
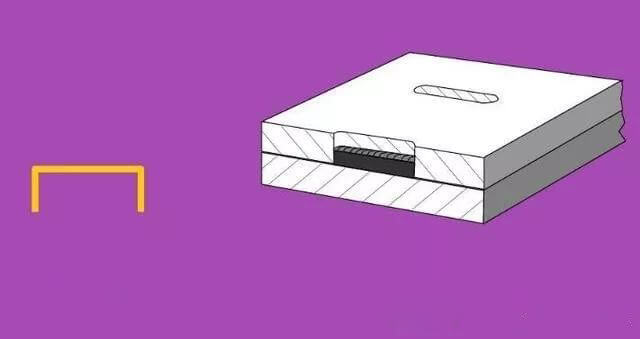
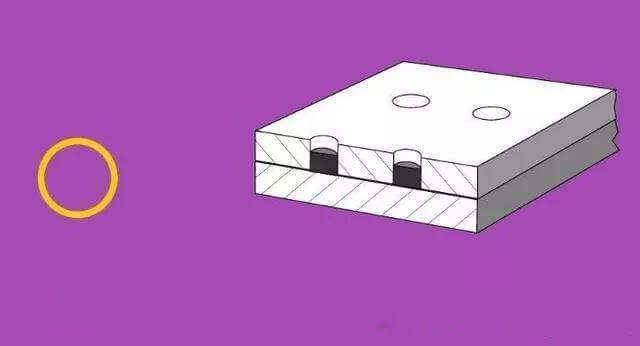
12
Puntlassen
13
Onregelmatige onderbreking
14
Onregelmatige onderbreking
15
Onregelmatige onderbreking
III. Lassymbolen
1. Definitie van lassymbolen
Lassymbolen zijn gestandaardiseerde notaties die op technische tekeningen worden gebruikt om gedetailleerde informatie over lasvereisten over te brengen. Deze symbolen geven de lasmethoden, lasvorm, lasgrootte en andere technische details aan die nodig zijn voor het fabricageproces.
2. Onderdelen van lassymbolen
Lassymbolen bestaan uit verschillende elementen die elk een specifiek doel dienen bij het overbrengen van gedetailleerde lasinstructies:
(1) Lassymbolen
Basissymbolen: De dwarsdoorsnedevorm van de las weergeven, zoals hoek-, groef- of puntlassen.
Aanvullende symbolen: Geef extra kenmerken van de las aan, zoals de contour (bijv. vlak, convex, hol).
Extra symbolen: Geef meer details over de laseigenschappen, zoals afwerkingssymbolen of symbolen voor veldlassen.
(2) Referentielijn
De referentielijn is een fundamenteel onderdeel van de lassymboolstructuur en bestaat uit:
Pijl Lijn: Wijst de plaats aan waar de las gemaakt moet worden.
Referentielijn: Een horizontale lijn waarop lassymbolen en afmetingen worden geplaatst.
(3) Lasmaatsymbolen
Deze symbolen geven de afmetingen van de las aan, zoals de grootte van de hoeklas of de diepte van de groef.
3. Standaardpositie van lassymbolen op tekeningen
Basisnotatie van lassymbolen
Standaarden voor lassymbolen, zoals die van de American Welding Society (AWS) of ISO, schrijven precieze regels voor voor de plaatsing van lassymbolen, maatsymbolen en maatwaarden op de referentielijn. Het naleven van deze standaarden zorgt voor duidelijkheid en consistentie in lasschema's.
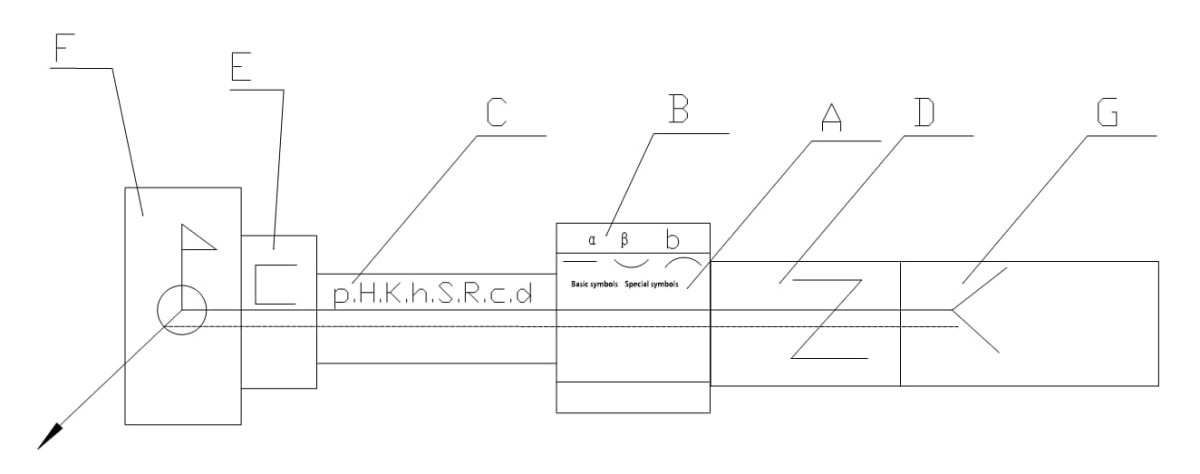
Symbolen en numerieke waarden worden gepositioneerd in zeven verschillende zones (A~G) ten opzichte van de referentielijn. Deze zones blijven vast in positie, ongeacht de richting van de pijl. De zones zijn als volgt gedefinieerd:
A-Zone: Belangrijkste functiegebied
Inhoud: Basissymbolen, speciale symbolen, steunbandsymbolen en symbolen voor vlak, convex en concaaf in hulpsymbolen.
B-Zone: Aanvullend functioneel gebied
Locatie: Boven of onder de A-zone.
Inhoud: Groefhoek (α), groefoppervlakhoek (β) en wortelspleet (b) in de lasmaat.
C-zone: Linkerkant van het basissymbool
Inhoud: Maatsymbolen en waarden op de doorsnede van de las, zoals stompe rand (p), groefdiepte (H), lashoekgrootte (K), wapening (h), effectieve lasdikte (S), wortelstraal (R), lasbreedte (C) en smeltkerndiameter (d).
D-zone: Rechterzijde van het basissymbool
Inhoud: Staggered lassymbolen en longitudinale maatwaarden van de las, zoals het aantal lassecties (n), laslengte (l) en lasafstand (e).
E-Zone: symbolen voor lassen aan drie zijden
Inhoud: Markeert de driezijdige lassymbolen in aanvullende symbolen.
F-zone: Symbolen voor lassen in het veld
Inhoud: Markeert de symbolen voor veldlassen en omringende lassymbolen in aanvullende symbolen.
G-Zone: Staartsymbolen
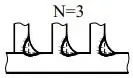
Inhoud: Markeert de staartsymbolen in aanvullende symbolen. Na de staartsymbolen wordt aanvullende informatie zoals het aantal identieke lassen (N), lasmethodecode, laskwaliteit en inspectie-eisen genoteerd.
4. Weergavecodes van veelvoorkomende lasmethoden in tekeningen
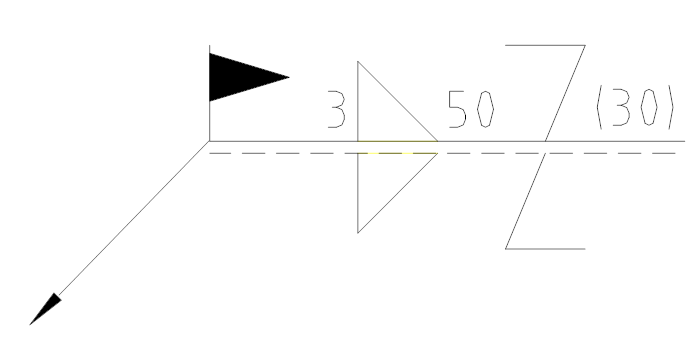
Raadpleeg de onderstaande tabel (opmerking: de tabel wordt niet geleverd in de query).
Indicatie: Lashoogte is 3, verspringend lassen, lasnaadlengte is 50, interval is 30, lassen op locatie is vereist.
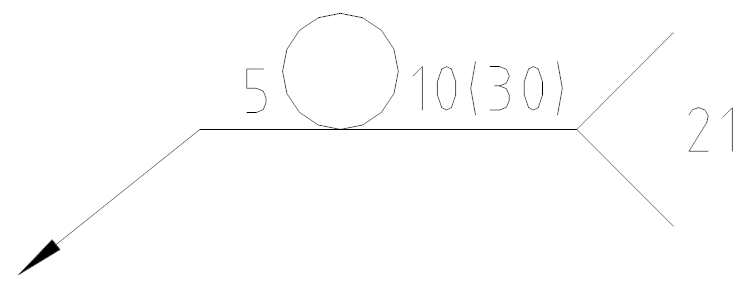
Voorbeeld 2:
Opgave: De puntlasdiameter is 5, het aantal puntlassen is 10 en het interval is 30.
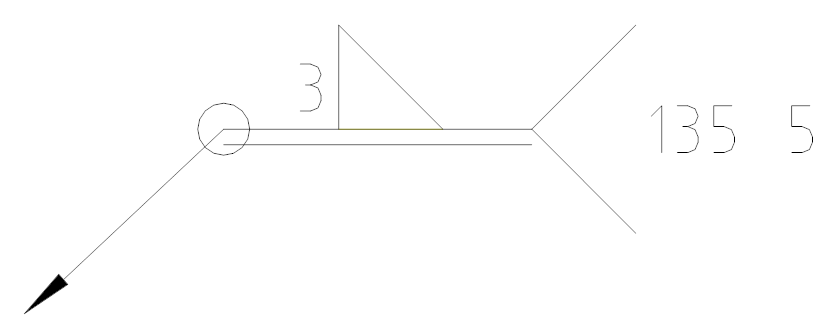
Voorbeeld 3:
Indicatie: De lashoogte is 3, met volledig rondom lassen. De verbinding is gemaakt met behulp van CO2 gasbeschermd lassen, met in totaal 5 locaties.
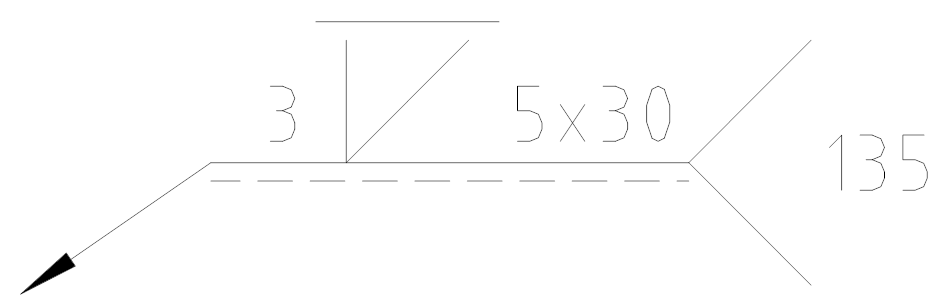
Voorbeeld 4:
Indicatie: De lashoogte is 3, met een afgeschuinde V-groef, het lasoppervlak is vlak geslepen, de laslengte is 30, in totaal 5 segmenten, en het lassen wordt uitgevoerd met behulp van CO2 gasbeschermd lassen.
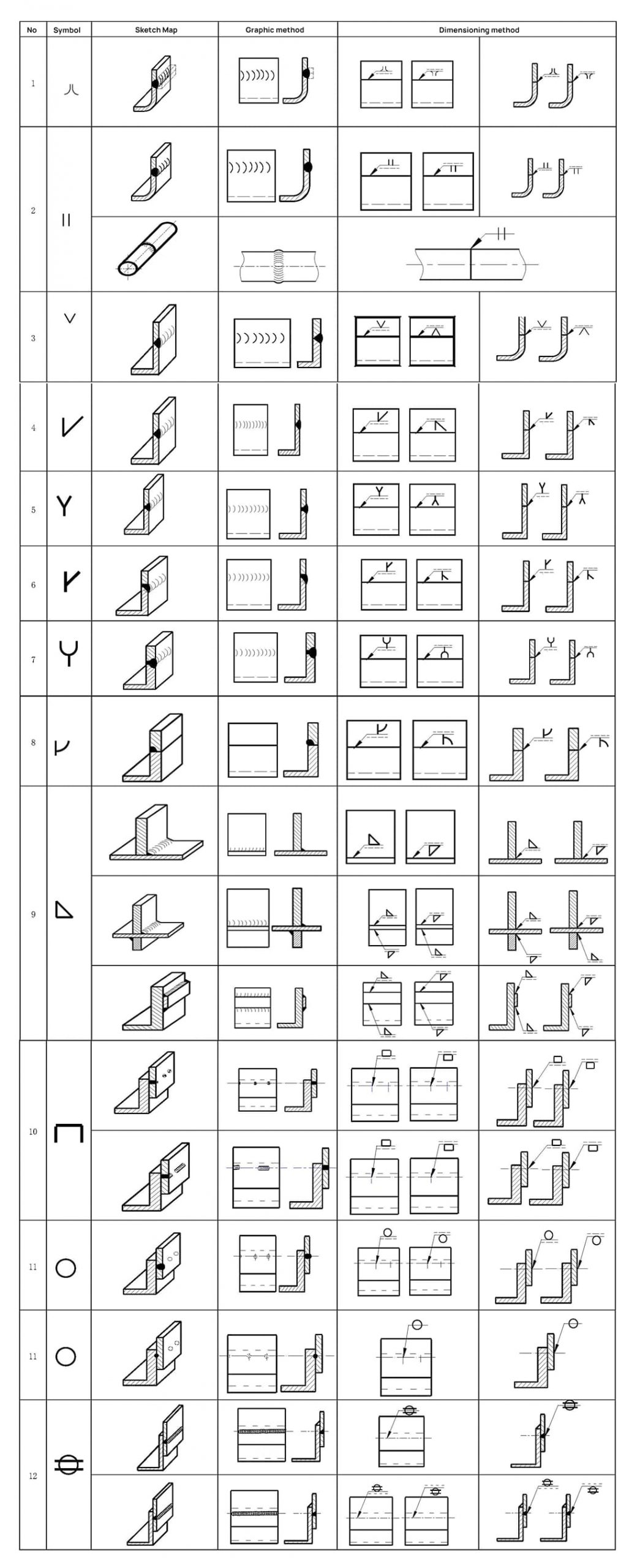
6. Basissymbolen
Het basissymbool geeft de vorm van de dwarsdoorsnede van de las weer, zoals geïllustreerd in tabel 1.
Tabel 1 Basissymbolen voor lassen
Serienummer
Symboolnaam
Schets Kaart
Lassymbool
1
Rolnaad (volledig gesmolten rolnaad)
Opmerking: onvolledig gesmolten rolrandlas wordt aangegeven met een I-vormig lassymbool en de effectieve lasdikte S wordt toegevoegd, zoals weergegeven in tabel 7.
Aanvullende symbolen worden gebruikt om extra informatie over de eigenschappen van de lassen toe te voegen. Zie Tabel 4 voor voorbeelden van aanvullende symbolen.
Tabel 5 Voorbeeld van toepassing van aanvullend symbool
Serienummer
Schets Kaart
Voorbeeld dimensie
Leg uit
1
Geeft aan dat er een steunplaat is aan de onderkant van de achterkant van de V-vormige las
2
Er zijn lassen aan drie zijden van het werkstuk en de lasmethode is booglassen met de hand.
3
Het betekent ter plekke rond het werkstuk lassen
IV. Positie van lassymbolen op tekeningen
1. Basisvereisten
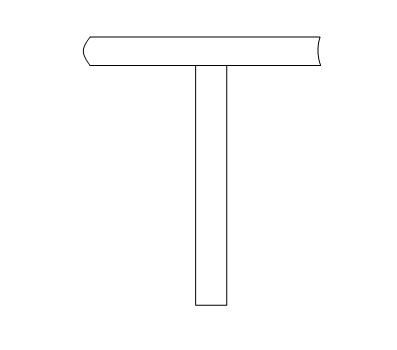
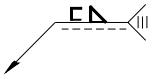
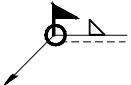
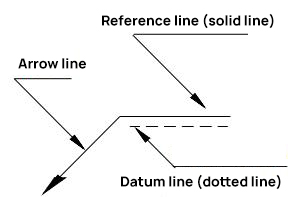
Complete lasrepresentatiemethoden bestaan uit het basissymbool, hulpsymbool, aanvullend symbool, aanlooplijn, maatsymbool en gegevens. De aanvoerlijn bestaat uit een pijlaanvoerlijn (ook wel pijllijn genoemd) en een referentielijn, die ofwel een ononderbroken lijn ofwel een stippellijn kan zijn, zoals geïllustreerd in Figuur 1.
Fig. 1 Leidende lijn
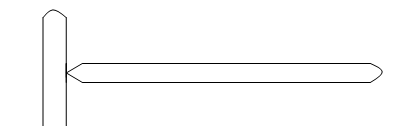
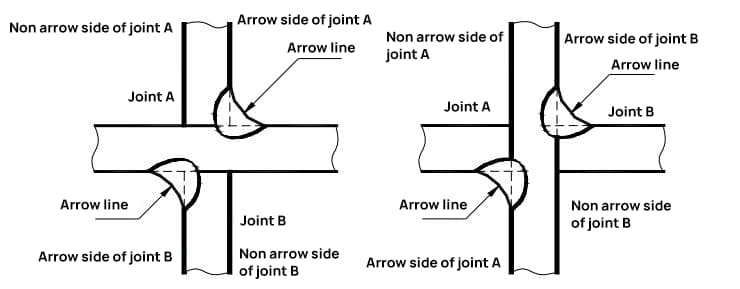
2. Relatie tussen pijllijn en lasnaad
Er worden twee termen gebruikt om de relatie tussen de pijllijnen en de gewrichten te beschrijven:
a. Pijlzijde van de connector;
b. Niet-pijlzijde van de connector.
Raadpleeg Figuren 2 en 3 voor een beschrijving van deze twee termen.
(a) Lasnaad aan pijlzijde
(b) De lasnaad zit aan de niet-pijlzijde
Fig. 2 T-voeg met enkele hoeklas
Fig. 3 Kruiskoppeling van dubbele hoeklas
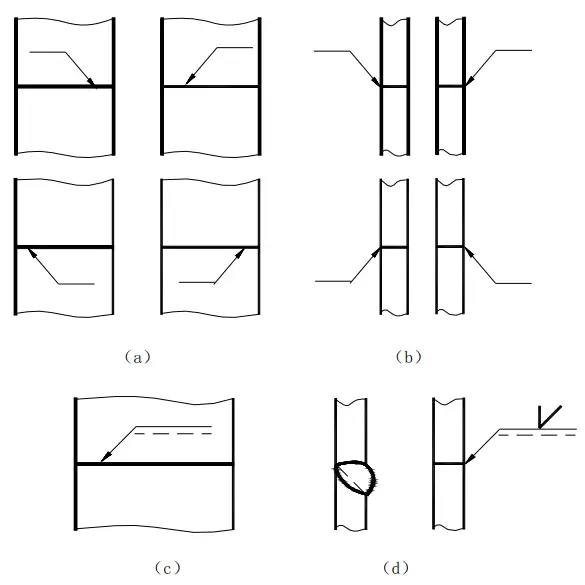
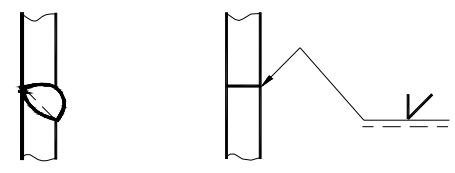
3. Pijl positie
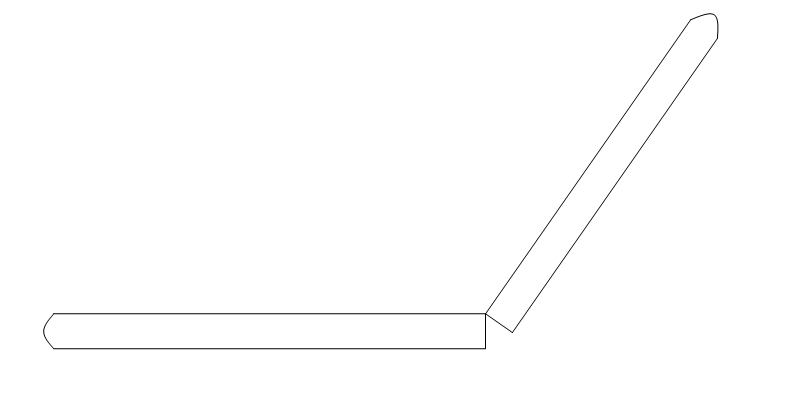
In het algemeen zijn er geen specifieke vereisten voor de positie van de pijllijn ten opzichte van de las, zoals aangegeven in de figuren 4(a) en (b). Bij het markeren van enkelzijdige V-naden, enkelzijdige V-naden met een stompe rand en J-naden moet de pijl echter in de richting van het werkstuk met de groef wijzen, zoals in afbeelding 4 (c) en (d). Indien nodig is het toegestaan de pijllijn één keer te buigen, zoals in figuur 5.
Fig. 4 Locatie van de pijllijn
Fig. 5 Gebogen pijllijn
4. Locatie van referentielijn
De stippellijn van de referentielijn kan zowel boven als onder de ononderbroken lijn van de referentielijn getekend worden. De referentielijn moet evenwijdig zijn aan de onderrand van de tekening.
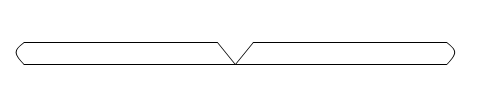
5. Positie van het nulpuntmerkteken ten opzichte van de nulpuntlijn
a. Als de las zich aan de pijlzijde van de lasnaad bevindt, moet het basissymbool op de volle lijnzijde van de nullijn worden aangebracht, zoals in fig. 6 (a);
b. Als de lasnaad zich aan de niet-stippellijnzijde van de lasnaad bevindt, moet het basissymbool op de stippellijnzijde van de nullijn worden aangebracht, zoals in Fig. 6 (b);
c. Wanneer symmetrische lassen en dubbelzijdige lassen worden gemarkeerd, zijn stippellijnen mogelijk niet nodig, zoals in Fig. 6 (c) en (d).
(a) De las zit aan de pijlzijde van de lasnaad.
(b) De las zit aan de niet-pijlzijde van de lasnaad.
(c) Symmetrische las
(d) Dubbele zijlas
Fig. 6 Positie van het basissymbool ten opzichte van de referentielijn
V. Lasgrootte-symbool en de markeerpositie ervan
1. Basisafmetingen en verwante concepten van lassen
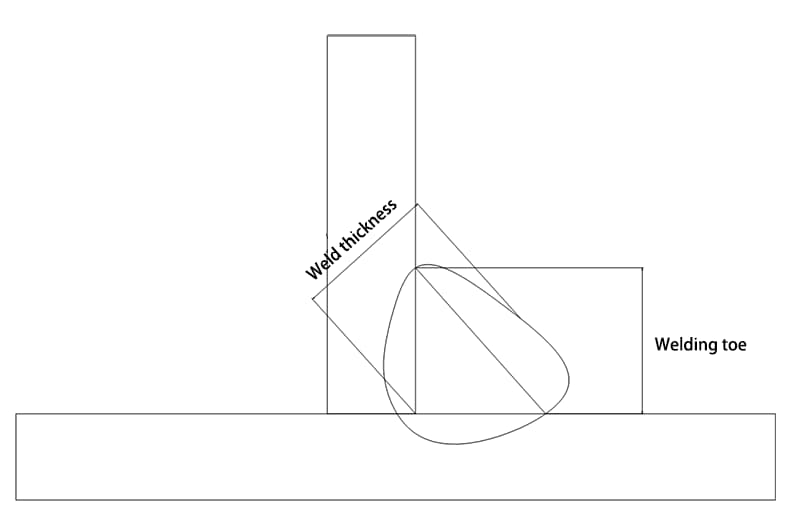
1. Lasnaad:
De overgang tussen het oppervlak van de las en het moedermetaal.
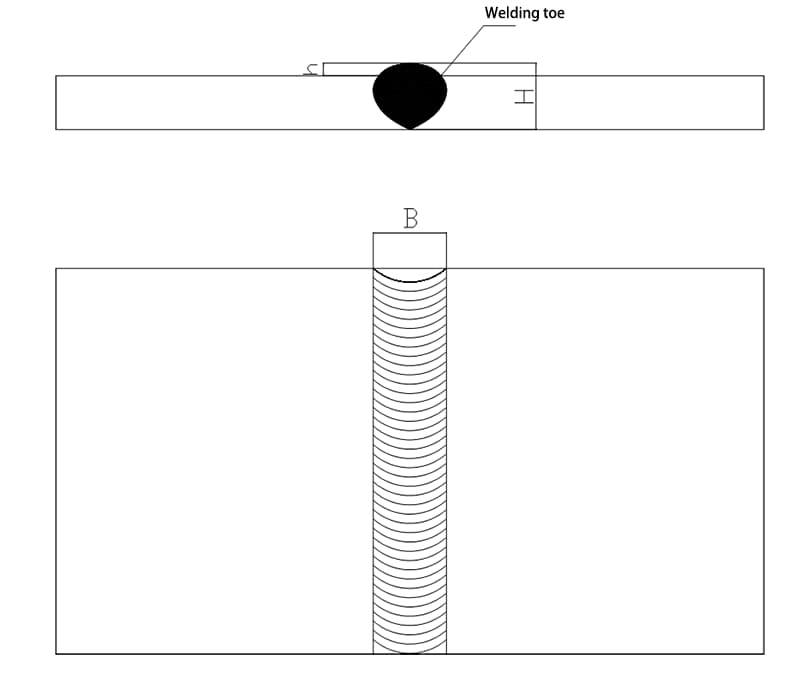
2. Lasbreedte (B):
De afstand tussen de twee laseinden op het oppervlak van de las.
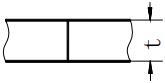
3. Lasdikte:
In de doorsnede van de las, de afstand van de voorkant van de las tot de achterkant van de las.
4. Beenmaat:
De lengte van de rechthoekige zijde in de grootste gelijkbenige rechthoekige driehoek getekend in de doorsnede van de hoeklas.
5. Lasbeen:
In de doorsnede van de hoeklas, de kortste afstand van een lasteen op een rechthoekig oppervlak naar een ander rechthoekig oppervlak.
6. Penetratiediepte:
In de doorsnede van de lasnaad, de smeltdiepte van het moedermetaal of de vorige lasnaad.
7. Lasvormfactor:
De verhouding tussen de lasbreedte B en de berekende lasdiepte H op de enkele naaddoorsnede tijdens het smeltlassen.
8. Versterking:
De maximale hoogte van het lasmetaal die de lijn op het oppervlak van het moedermetaal overschrijdt.
9. Wortel lassen:
De verbinding tussen de achterkant van de las en het moedermetaal.
10. Krater
Tijdens booglassen ontstaat er een depressie aan het einde van het laspad door het verkeerd breken of doven van de boog.
11. Laspool
Tijdens het smeltlassen, onder invloed van de laswarmte bron, het deel van het metaal op het werkstuk dat een bepaalde geometrische vorm vormt en vloeibaar wordt.
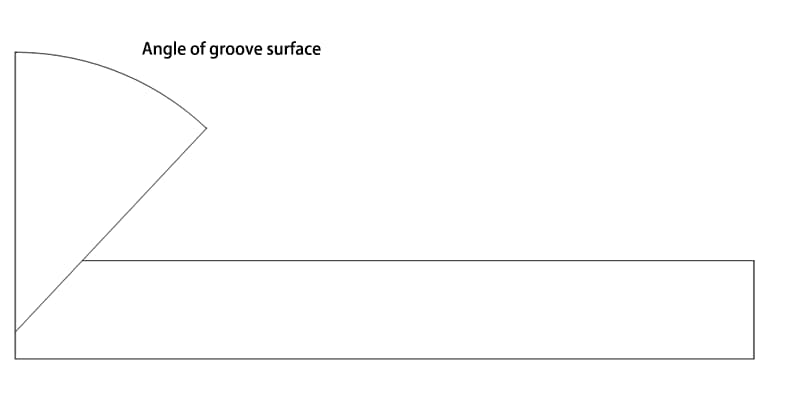
De hoek tussen het eindvlak van de te bewerken groef en het groefoppervlak:
2. Algemene eisen
2.1 Indien nodig kunnen nulpuntsymbolen worden voorzien van maatsymbolen en gegevens. Zie Tabel 6 voor maatsymbolen.
Tabel 6 Lasmaatsymbolen
Symbool
Symboolnaam
Voorbeeld diagram
Symbool
Symboolnaam
Voorbeeld diagram
δ
Werkstukdikte
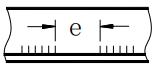
e
Afstand tussen lassen
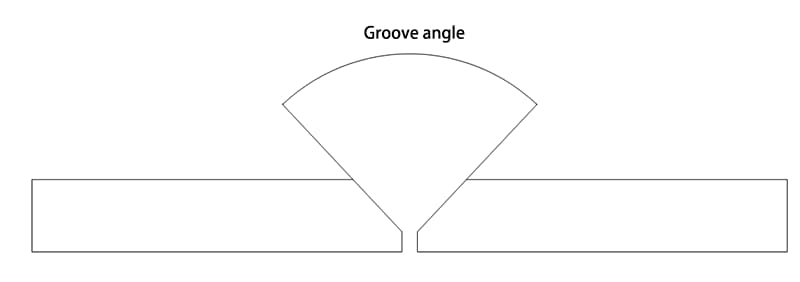
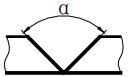
α
Groefhoek
K
Grootte filet
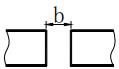
b
Wortelgat
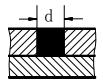
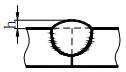
d
Diameter klomp
P
Stompe rand
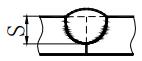
S
Effectieve dikte van de las
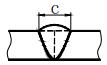
c
Lasbreedte
N
Aantal identieke lassen symbool
R
Wortelstraal
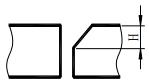
H
Groefdiepte
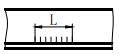
L
Laslengte
h
Overtollige hoogte
n
Aantal lassegmenten
β
Groefvlakhoek
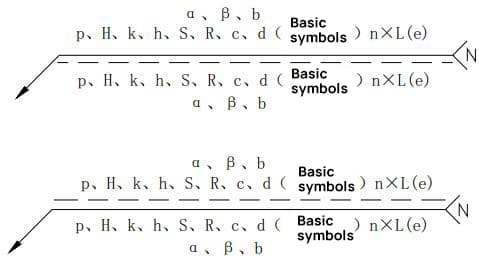
2.2 De markeringsprincipes voor het lasmaatsymbool en de lasmaatgegevens worden geïllustreerd in Figuur 7.
a. De afmetingen van de doorsnede van de las zijn aangegeven aan de linkerkant van het basissymbool;
b. De afmeting in de lengterichting van de las wordt aangegeven aan de rechterkant van het basissymbool;
c. De groefhoek, groefvlakhoek en groefspleetafmeting worden bovenaan of onderaan het basissymbool aangegeven;
d. Het nummersymbool voor dezelfde las wordt aan het einde aangegeven;
e. Als er veel dimensiegegevens moeten worden gemarkeerd en ze moeilijk te onderscheiden zijn, kunnen voor de duidelijkheid overeenkomstige dimensiesymbolen vóór de gegevens worden toegevoegd.
Fig. 7 Markeerprincipe van lasgrootte
2.3 Zie Tabel 7 voor het voorbeeld van lasmaatmarkering.
Tabel 7 Voorbeeld van lasdimensie
Serienummer
Naam lassen
Schets Kaart
Lasdimensiesymbool
Voorbeeld
1
Stuiklassen
S: Effectieve dikte van de las
2
Krimplas
S: Effectieve dikte van de las
3
Doorlopende hoeklas
K: Grootte van de filet
4
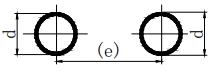
Onderbroken hoeklas
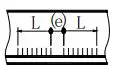
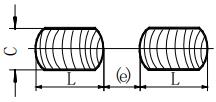
L: laslengte, exclusief krater; e: lasafstand ;n: aantal lassegmenten
5
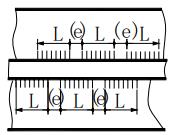
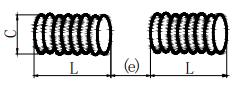
Verspringende intermitterende hoeklas
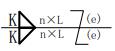
L: laslengte, exclusief krater;e: lasafstand;n: aantal lassegmenten; K: lasnaadomvang
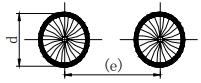
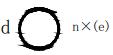
n: Aantal lassegmenten; e: afstand; d: laspuntdiameter.
3. Beschrijving van maatsymbolen
3.1 De maat voor het bepalen van de positie van de las moet op de tekening worden aangegeven in plaats van in het lassymbool.
3.2 Als er geen markering aanwezig is aan de rechterkant van het basissymbool en er geen verdere informatie wordt gegeven, wordt aangenomen dat de las ononderbroken is over de gehele lengte van het werkstuk.
3.3 Als er geen markering aan de linkerkant van het basissymbool staat en er geen andere informatie wordt gegeven, wordt aangenomen dat de stuiklas volledig moet worden gelast.
3.4 Wanneer de pluglas en groeflas afgeschuinde randen hebben, moet de grootte van de onderkant van het gat worden gemarkeerd.
VI. Voorbeeld van symbooltoepassing
Bijlage A
(Informatieve bijlage)
Voorbeeld van symbooltoepassing
A. 1 Toepassing van basissymbolen
Zie Tabel A.1 voor voorbeelden van basissymbolen.
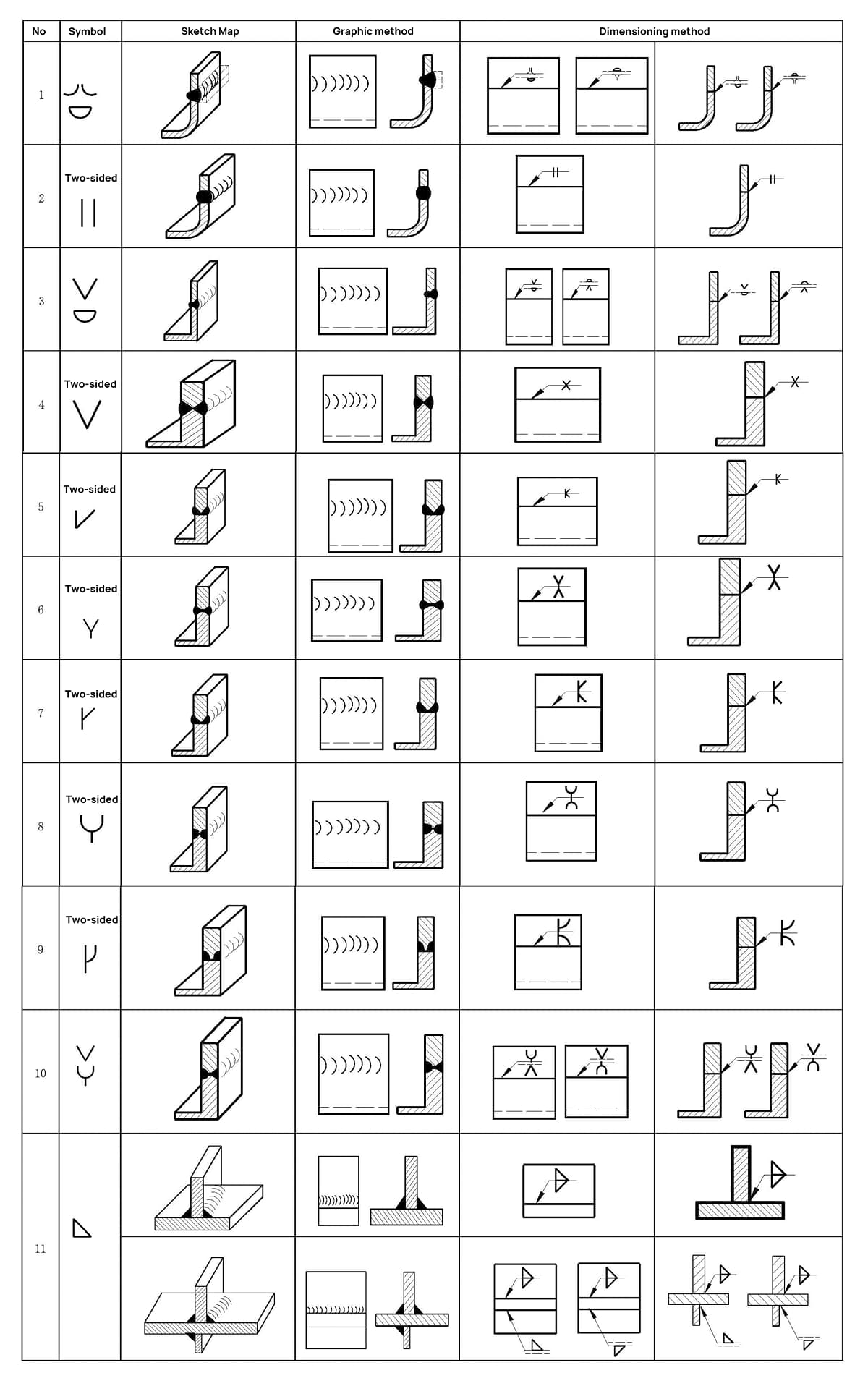
A. 2 Basissymboolcombinatie
Zie tabel A.2 voor toepassingsvoorbeelden van combinaties van basissymbolen.
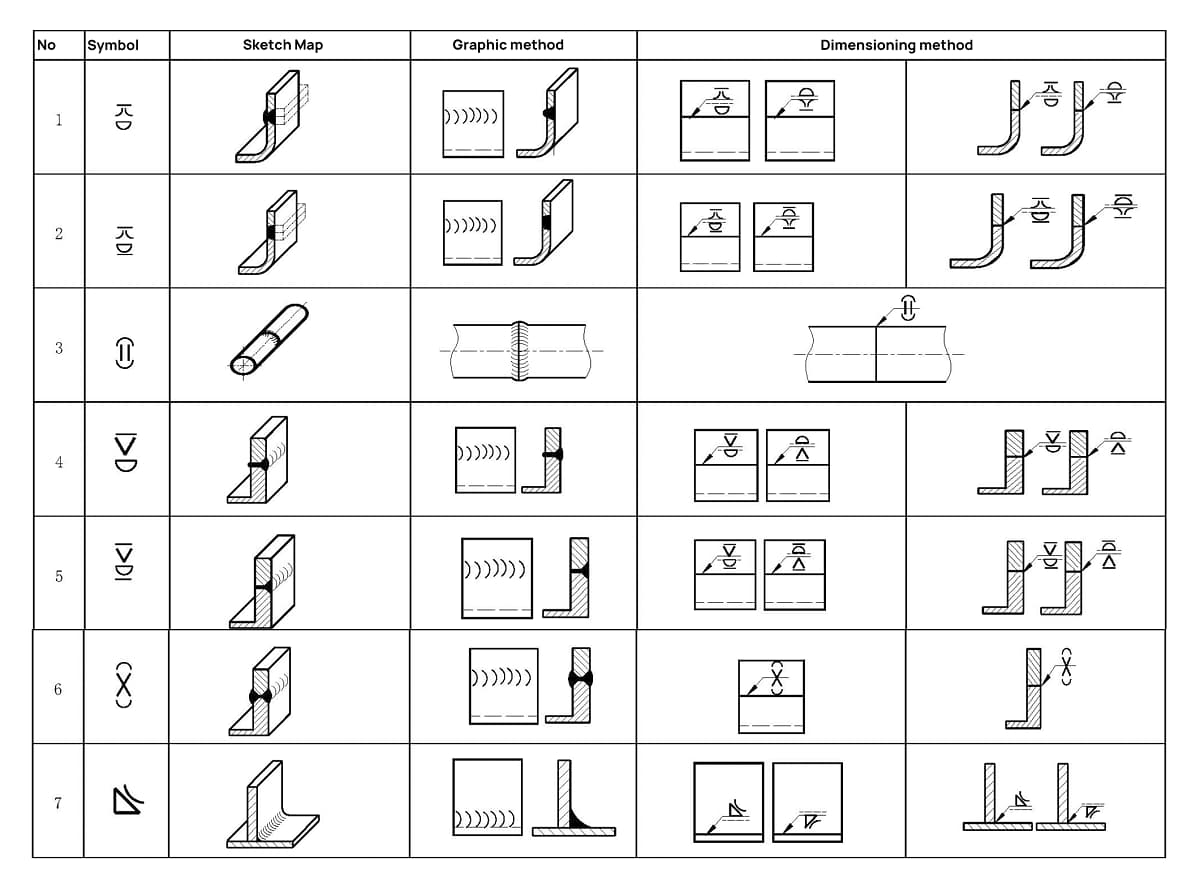
A. 3 Combinatie van basissymbolen en hulpsymbolen
Zie tabel A.3 voor voorbeelden van de combinatie van basissymbolen en hulpsymbolen.
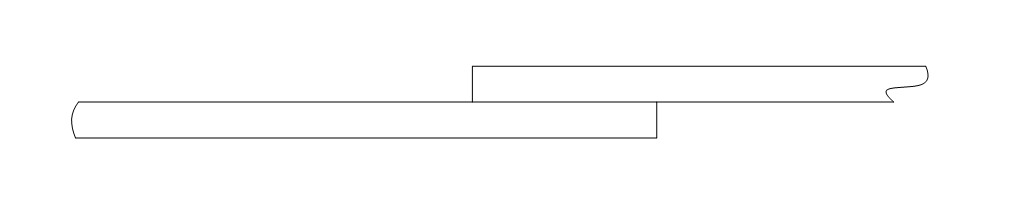
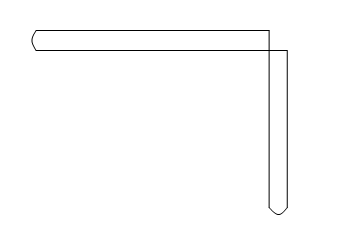
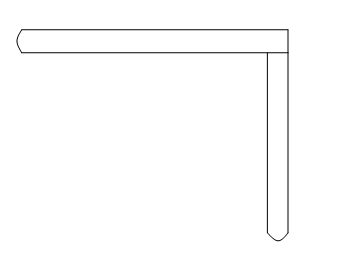
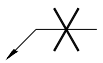
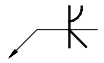
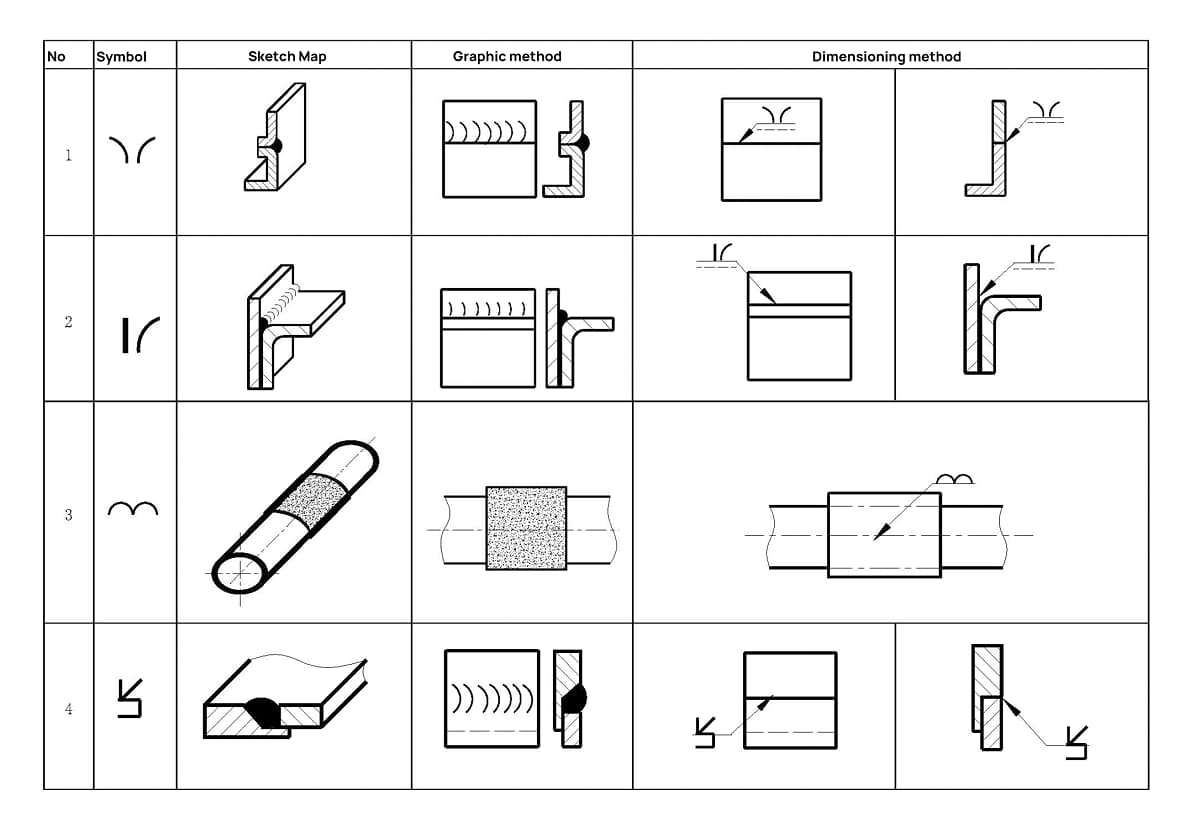
A. 4 Speciale gevallen
Zie Tabel A.4 voor de merktekens van uitlopende las, eenzijdige uitlopende las, stapellas en lockrandlas.
Tabel A.1 Toepassingsvoorbeelden van basissymbolen
Tabel A.2 Voorbeeld van een basissymboolcombinatie
Tabel A.3 Voorbeelden van combinaties van basissymbolen en hulpsymbolen
Tabel A.4 Markering van speciale lassen
Bijlage B
(Normatieve bijlage)
Lasmethode en naam
B. 1 Markering van lasmethode in tekeningen
Wanneer verschillende lasmethoden op de tekeningen zijn aangegeven, moeten Chinese karakters worden gebruikt in plaats van de codes die in GB/T 5185 zijn gespecificeerd.
B. 2 Gebruikelijke lasmethoden en hun namen
Gebruikelijke lasmethoden en hun namen zijn als volgt:
a) Handmatig booglassen (MIG-lassen met beklede elektrode);
b) Ondergedompeld booglassen;
c) MIG-lassen: Beschermend lassen met gesmolten inert gas;
d) MAG-lassen: Beschermend lassen met gesmolten niet inert gas;
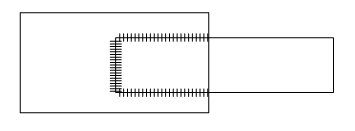
Wanneer een eenvoudige weergave van de las nodig is in de tekening, kan deze worden getoond door aanzichten, doorsneden of doorsnedetekeningen. Deze bijlage geeft voor het gemak een eenvoudige methode die vaak door bedrijven wordt gebruikt, zoals beschreven in GB/T 12212. Raadpleeg GB/T 12212 voor meer informatie.
C. 2 standpunten
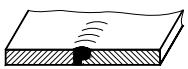
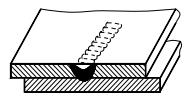
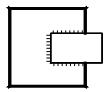
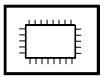
C. 2.1 De tekenmethode van lassen wordt getoond in Fig. C.1 en Fig. C.2 (een serie fijne ononderbroken lijnsegmenten die lassen voorstellen kan met de hand getekend worden).
Het is ook toegestaan om dikke lijnen (2b ~ 3b) te gebruiken om lassen voor te stellen, zoals getoond in Fig. C.3.
In dezelfde tekening is echter maar één schildermethode toegestaan.
Tekenmethode van lassen
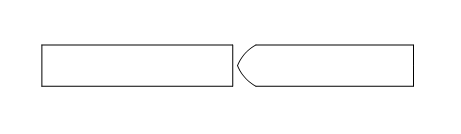
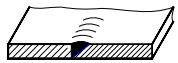
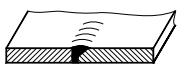
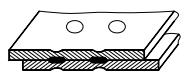
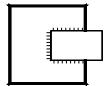
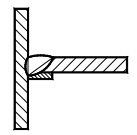
C. 2.2 In de weergave van het eindvlak van de las wordt meestal een dikke ononderbroken lijn gebruikt om de contour van de las te schetsen.
Indien nodig kan een dunne ononderbroken lijn worden gebruikt om de vorm van de groef voor het lassen weer te geven, zoals weergegeven in Figuur C.4.
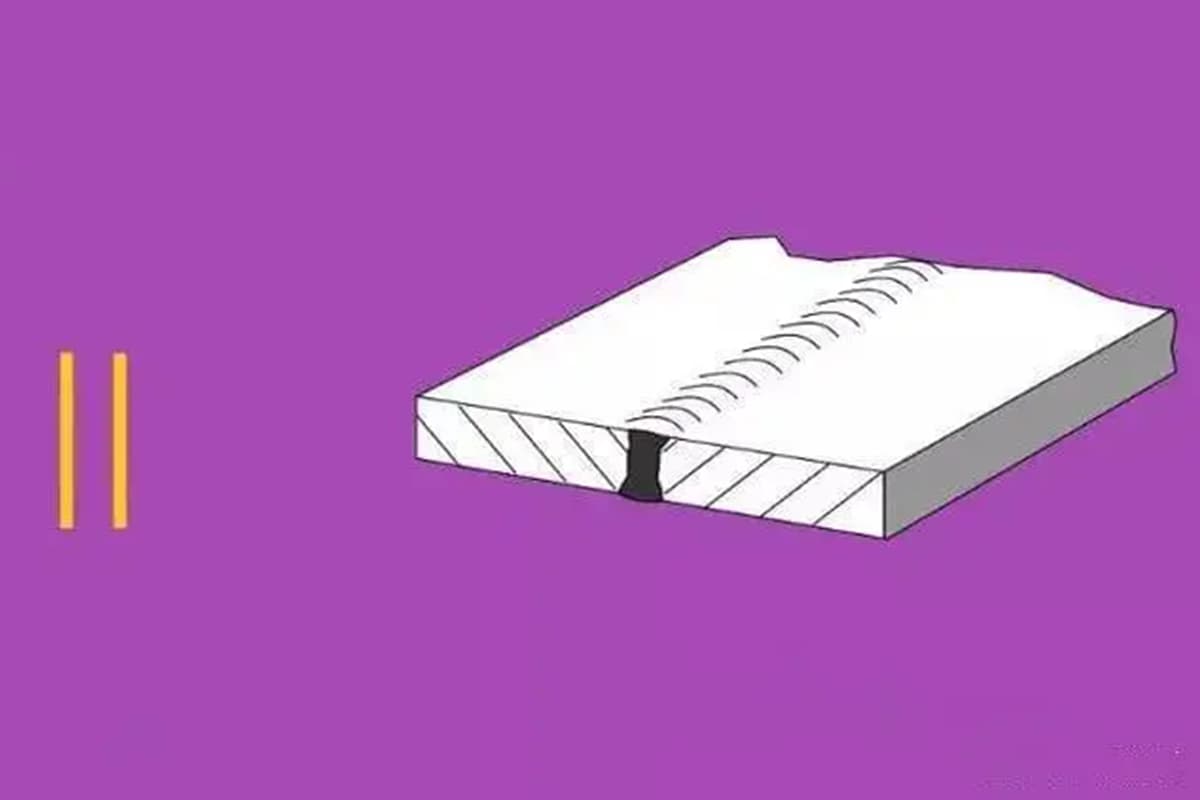
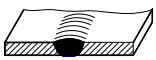
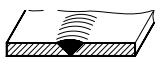
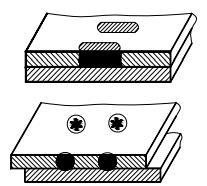
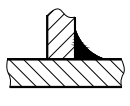
C. 3 Doorsnede of doorsnede
In doorsnede- of profielaanzichten wordt het smeltlasgebied van de las meestal zwart gemarkeerd, zoals in figuur C.5. Als ook de groefvorm moet worden aangegeven, kan het smeltlasgebied ook worden weergegeven zoals in clausule C.2.2, zoals in figuur C.6. Als de vorm van de groef ook moet worden aangegeven, kan het smeltlasgebied ook worden weergegeven zoals aangegeven in clausule C.2.2, zoals afgebeeld in figuur C.6.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Heb je je ooit afgevraagd hoe lassen afzonderlijke metalen stukken transformeert tot één geheel? Dit artikel verkent de fascinerende wereld van lasverbindingen en onderzoekt hun soorten, mechanische eigenschappen en...
Heb je je ooit afgevraagd wat "X-las" of "hechtlas" betekent? Ons nieuwste artikel geeft een overzicht van 292 cruciale lastermen, met duidelijke definities en praktische voorbeelden. Of je nu een doorgewinterde lasser bent of net begint,...
I. Inspectie-inhoud voor het lichaam van de lasrobot II. Inspectie-inhoud voor de besturingskast van de lasrobot III. Inspectie-inhoud voor de externe as en lasklem van de...
Stel je een lastechniek voor die precisie, efficiëntie en veelzijdigheid biedt en tegelijkertijd defecten minimaliseert. VPPAW (Variable Polarity Plasma Arc Welding) bereikt precies dat voor aluminiumlegeringen. Door de stroom onafhankelijk aan te passen...
Heb je je ooit afgevraagd hoe dun plaatmetaal feilloos wordt samengevoegd in complexe machines? Dit artikel verkent de fascinerende wereld van lastechnieken, van handmatig booglassen tot MIG en...
Dit artikel verkent de fascinerende wereld van het lassen, van handmatig booglassen tot geavanceerde gas-afgeschermde technieken. Je ontdekt de methoden, voordelen en toepassingen van verschillende lasprocessen. Bereid je voor op...
Heb je je ooit afgevraagd hoe metalen samenkomen om de wereld om ons heen te creëren? Dit artikel duikt in de fascinerende wereld van het lassen en verkent de basisprincipes, technieken en de cruciale rol...
Heb je je ooit afgevraagd hoe lasingenieurs de meest voorkomende problemen in hun vakgebied aanpakken? Van het begrijpen van lasdefecten tot het beheersen van de beste technieken voor verschillende materialen, dit artikel behandelt 80 essentiële...
1. Inleiding Lichtgewicht, hoge snelheid, veiligheid, energie-efficiëntie, comfort en een lange levensduur zijn de symbolen van moderne spoorvoertuigen. De sleutel tot het bereiken van treinsnelheid is het oplossen van de...