Voor het maken van een onberispelijke las is meer nodig dan alleen vaardigheid; het draait om het beheersen van de wisselwerking tussen spanning en stroom. Deze twee parameters zijn het levensbloed van het lassen en bepalen alles, van inbranddiepte tot boogstabiliteit. Of u nu de instellingen voor een nieuw project fijn moet afstellen of veelvoorkomende problemen zoals spatten of doorbranden moet oplossen, begrijpen hoe spanning en [...]
Voor het maken van een onberispelijke las is meer nodig dan alleen vaardigheid; het draait om het beheersen van de wisselwerking tussen spanning en stroom. Deze twee parameters zijn het levensbloed van het lassen en bepalen alles, van inbranddiepte tot boogstabiliteit. Of u nu de instellingen voor een nieuw project fijn moet afstellen of veelvoorkomende problemen zoals spatten of doorbranden moet oplossen, het is essentieel om te begrijpen hoe spanning en stroom het lasproces beïnvloeden.
Dit artikel behandelt de wetenschap en praktische toepassing achter deze kritieke factoren en leidt u door de optimale aanpassingen voor materiaaltype, dikte en elektrodegrootte. Van het kiezen van de juiste parameters om de laskwaliteit te verbeteren tot het oplossen van veelvoorkomende problemen, u krijgt bruikbare inzichten om uw lasexpertise te verbeteren. Als u zich ooit hebt afgevraagd hoe u de perfecte balans kunt vinden voor nauwkeurige, betrouwbare lassen, dan bent u hier aan het juiste adres. Lees verder en ontdek de technieken en best practices die uw benadering van lassen zullen veranderen.
De rol van spanning en stroom bij het lassen
Spanning en stroom bij het lassen begrijpen
Spanning en stroom zijn sleutelfactoren bij het lassen die de kwaliteit, diepte en stabiliteit van de las beïnvloeden. Deze parameters zijn onderling verbonden en moeten nauwkeurig worden geregeld om de beste lasresultaten te verkrijgen.
Spanning bij lassen
Spanning bij het lassen is de elektrische kracht die de stroom aandrijft. Het regelt voornamelijk de booglengte, die van invloed is op de lasrups.
Booglengte en stabiliteit: Een hogere spanning creëert een langere boog en produceert een bredere, vlakkere lasrups. Een lagere spanning resulteert in een kortere boog, die de warmte kan concentreren maar minder stabiel kan zijn.
Warmte-invoer: Hoewel de spanning in de eerste plaats de booglengte beïnvloedt, heeft deze ook invloed op de warmte-inbreng. Een hogere spanning verspreidt de warmte breder en beïnvloedt de breedte en het profiel van de lasrups.
Parelverschijning: Het aanpassen van de spanning verandert het uiterlijk van de las. Te veel spanning kan een holle lasrups met ondersnijdingen veroorzaken, terwijl te weinig spanning een hoge, smalle lasrups kan veroorzaken.
Actueel in lassen
Stroomsterkte is de elektrische lading die de warmte-intensiteit en laspenetratie bepaalt.
Diepte penetratie: Hogere stroom produceert meer warmte, waardoor diepere penetratie mogelijk is. Een lagere stroomsterkte is beter voor dunne materialen of oppervlaktelassen.
Depositiesnelheid: De stroomsterkte beïnvloedt hoe snel het elektrodemateriaal smelt en wordt toegevoegd aan het smeltbad. Een hogere stroomsterkte betekent een snellere neersmelt.
Metalen overdrachtsmodi: De stroomsterkte bepaalt ook hoe metaal wordt overgedragen in processen zoals gasmetaalbooglassen (GMAW). Een lage stroomsterkte kan kortsluitoverdracht veroorzaken, terwijl een hoge stroomsterkte kan leiden tot bolvormige of sproeibare overdracht.
Effecten op laskwaliteit
De combinatie van spanning en stroom beïnvloedt de laskwaliteit:
Fusie: De juiste spannings- en stroominstellingen zorgen voor een volledige fusie tussen het basismetaal en het toevoegmetaal, waardoor defecten worden verminderd.
Warmte-beïnvloede zone (HAZ): Deze instellingen hebben ook invloed op de Heat-Affected Zone (HAZ), waardoor de mechanische eigenschappen van de las worden beïnvloed.
Preventie van defecten: Onjuiste spanning of stroom kan defecten veroorzaken zoals spatten, doorbranden of koude ronden.
Interactie tussen spanning en stroom
Spanning en stroom bepalen samen de boog en de totale lasprestaties:
Booggedrag: Spanning bepaalt de booglengte, terwijl stroom de intensiteit beïnvloedt. Voor een stabiele vlamboog is een balans van beide nodig.
Warmteverdeling: Een hogere stroom concentreert de warmte voor penetratie, terwijl de spanning de warmte verspreidt en zo de lasrups en het lasbad vormt.
Procesoptimalisatie: Optimale laskwaliteit ontstaat door de spanning en stroom te balanceren op basis van materiaaldikte, type en laspositie.
Het begrijpen en regelen van spanning en stroom is cruciaal voor het maken van sterke, defectvrije lassen en het garanderen van efficiënte lasprocessen.
Lasstroom
1. Lasstroom
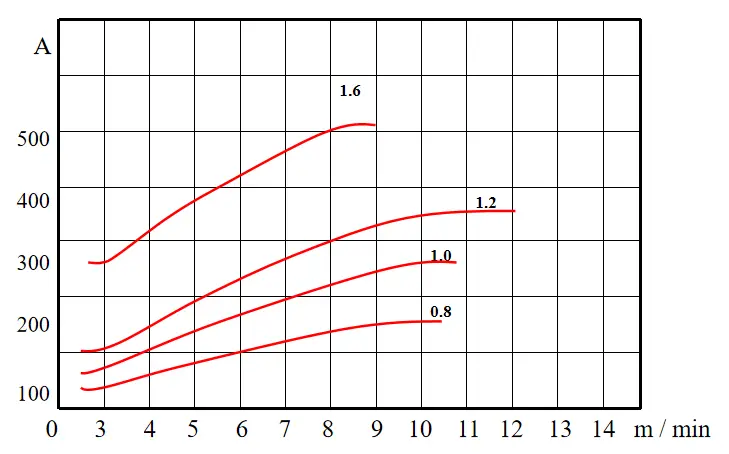
De keuze van de juiste lasstroom is cruciaal bij CO2 lassen en wordt bepaald door verschillende lasparameters, waaronder plaatdikte, laspositie, lassnelheid en materiaaleigenschappen. Bij CO2 Bij lasmachines betekent het aanpassen van de stroom effectief het aanpassen van de draadaanvoersnelheid, wat de ingewikkelde relatie tussen deze twee parameters benadrukt.
Het is cruciaal om een nauwkeurig evenwicht te handhaven tussen lasstroom en spanning. Dit evenwicht zorgt ervoor dat de draadaanvoersnelheid perfect is afgestemd op de smeltsnelheid van de lasdraad bij de ingestelde spanning, waardoor de booglengte stabiel blijft. Deze synchronisatie is fundamenteel voor het bereiken van lassen van hoge kwaliteit en optimale procesefficiëntie.
De relatie tussen lasstroom en draadaanvoersnelheid
De relatie tussen lasstroom en draadaanvoersnelheid:
Correlatie stroom-aanvoersnelheid: Voor een gegeven lasdraaddiameter bestaat er een directe proportionele relatie tussen stroomsterkte en draadaanvoersnelheid. Als de stroom toeneemt, moet de draadaanvoersnelheid overeenkomstig worden verhoogd om de processtabiliteit te behouden.
Invloed draaddiameter: Bij een constante stroom is de draadaanvoersnelheid omgekeerd evenredig met de draaddiameter. Dunnere draden vereisen hogere aanvoersnelheden in vergelijking met dikkere draden bij dezelfde stroominstelling.
Materiaalspecifieke overwegingen: Verschillende materialen kunnen specifieke relaties vereisen voor de stroomtoevoersnelheid vanwege variaties in thermische geleidbaarheid, smeltpunt en elektrische weerstand.
Dynamische aanpassing: Moderne CO2 lassystemen bevatten vaak adaptieve regelalgoritmes die automatisch de draadaanvoersnelheid in real-time aanpassen op basis van boogkarakteristieken, waardoor een consistente laskwaliteit wordt gegarandeerd, zelfs onder wisselende omstandigheden.
Het begrijpen en optimaliseren van deze relatie is essentieel voor het bereiken van een superieure laskwaliteit, het minimaliseren van defecten en het maximaliseren van de productiviteit in CO2 lastoepassingen in verschillende industrieën.
2. Lasspanning
Lasspanning, ook wel boogspanning genoemd, is een kritieke parameter die de energie levert voor het lasproces. Het heeft een directe invloed op de boogkarakteristieken, de warmte-inbreng en de algehele laskwaliteit. De relatie tussen boogspanning en lasenergie is evenredig: een hogere boogspanning resulteert in meer lasenergie, sneller smelten van de lasdraad en een hogere lasstroom.
De effectieve boogspanning kan worden uitgedrukt met de volgende vergelijking:
Boogspanning = uitgangsspanning - spanningsval
Waar:
Uitgangsspanning is de spanning die wordt geleverd door de lasstroombron
De spanningsval vertegenwoordigt de verliezen in het lascircuit
De spanningsval ontstaat voornamelijk door weerstand in de laskabels, verbindingen en de boog zelf. Wanneer een lasmachine is geïnstalleerd volgens de specificaties van de fabrikant, is de belangrijkste bron van spanningsverlies vaak de verlenging van de laskabels.
Voor optimale lasprestaties is het cruciaal om spanningsverliezen te compenseren, vooral bij gebruik van verlengde laskabels. De volgende tabel geeft richtlijnen voor het aanpassen van de uitgangsspanning op basis van kabelverlengstukken:
Lasstroom Kabellengte
100A
200A
300A
400A
500A
10m
Ongeveer 1V
Ongeveer 1,5V
Ongeveer 1V
Ongeveer 1,5V
Ongeveer 2V
15m
Ongeveer 1V
Ongeveer 2,5V
Ongeveer 2V
Ongeveer 2,5V
Ongeveer 3V
20m
Ongeveer 1,5V
Ongeveer 3V
Ongeveer 2,5V
Ongeveer 3V
Ongeveer 4V
25m
Ongeveer 2V
Ongeveer 4V
Ongeveer 3V
Ongeveer 4V
Ongeveer 5V
Opmerking: Deze waarden zijn algemene richtlijnen. De werkelijke spanningsaanpassingen kunnen variëren op basis van factoren zoals kabeldikte, materiaal en specifieke vereisten voor lastoepassingen.
Bij het aanpassen van de lasspanning is het belangrijk om rekening te houden met de effecten op de lasspanning:
Boogstabiliteit
Lasparelprofiel
Diepte penetratie
Opwekken van spatten
Grootte van de door warmte beïnvloede zone (HAZ)
De juiste spanningsselectie en -compensatie zijn essentieel voor het maken van lasnaden van hoge kwaliteit en het behouden van procesefficiëntie in verschillende lastoepassingen.
De lasspanning instellen
Selecteer de lasstroom op basis van de specifieke lasomstandigheden en werkstukdikte. Bereken de juiste lasspanning met behulp van de volgende empirische formules:
Voor stromen < 300A: Lasspanning = (0,05 × lasstroom + 14 ± 2) volt
Voor stromen ≥ 300A: Lasspanning = (0,05 × lasstroom + 14 ± 3) volt
Deze formules bieden een startpunt voor de spanningsselectie, die verfijnd moet worden op basis van factoren zoals materiaalsamenstelling, lasconfiguratie en gewenste laseigenschappen.
Voorbeeld 1: Voor een geselecteerde lasstroom van 200A (< 300A):
Lasspanning = (0,05 × 200 + 14 ± 2) volt = (10 + 14 ± 2) volt = 24 ± 2 volt
Aanbevolen spanningsbereik: 22 - 26 volt
Voorbeeld 2: Voor een geselecteerde lasstroom van 400A (≥ 300A):
Lasspanning = (0,05 × 400 + 14 ± 3) volt = (20 + 14 ± 3) volt = 34 ± 3 volt
Aanbevolen spanningsbereik: 31 - 37 volt
Opmerking: Raadpleeg altijd de richtlijnen van de fabrikant van de lasapparatuur en voer testlassen uit om de voltage-instellingen voor specifieke toepassingen te optimaliseren. Factoren zoals de samenstelling van het beschermgas, de draadaanvoersnelheid en de verplaatsingssnelheid kunnen de optimale spanningsselectie beïnvloeden.
Selectie van lasstroom
Lasspanning levert de energie die nodig is voor het smelten van de lasdraad. Hogere spanningen resulteren in een hogere smeltsnelheid van de draad. De lasstroom daarentegen is in wezen de gebalanceerde uitkomst van de draadaanvoersnelheid en de smeltsnelheid. Dus hoe kiezen we de juiste lasstroom?
1) De juiste lasstroomwaarde wordt geselecteerd op basis van factoren zoals het type lasstaafplaatdikte en staafdiameter.
De stroom is evenredig met zowel de plaatdikte als de draaddiameter. De stroom (I) kan worden berekend met de formule I=(35-55)d, waarbij 'd' de staafdiameter is. Als de staafdiameter bijvoorbeeld 4 mm is, wordt de waarde van de lasstroom gekozen tussen 140-220A.
2) De lasstroom wordt geselecteerd op basis van de laspositie:
140A voor lasnaden boven het hoofd; tussen 140-160A voor verticale en horizontale lasnaden. stomplassenmeer dan 180A voor vlak stuiklassen. Voor het lassen van alle posities (inclusief vlakke, horizontale, verticale en bovengrondse posities) moet de geselecteerde lasstroom universeel zijn, waarbij meestal de waarde van de verticale lasstroom wordt gebruikt. Bij het lassen van een horizontaal bevestigde pijp voor stuiklassen, wordt de lasstroom voor alle posities gebruikt, waarbij meestal de waarde van de verticale lasstroom wordt gebruikt.
3) De huidige waarde wordt geselecteerd op basis van de laslagen:
Over het algemeen wordt een kleinere stroomwaarde gebruikt voor de grondlaag, een grotere voor de vullaag en de stroomwaarde voor de deklaag is relatief laag. Bij het vlakstuiklassen wordt bijvoorbeeld meestal een meerlaagse, meerlaags lasmethode gebruikt.
De wortellaag wordt gelast met een stroomsterkte van 150A, terwijl de vullaag een stroomsterkte tussen 180-200A kan gebruiken. Voor de deklaag wordt een gereduceerde stroomsterkte van 10-15A gebruikt, om een esthetisch mooi resultaat te verkrijgen en te voorkomen dat lasdefecten zoals undercut.
4) Lasstroom kiezen op basis van de soort lassen staaf en de methode van manipulatie:
1. Volgens de type lasdraad: Izuur > Ialkalisch > Iroestvrij staal. Zure elektroden gebruiken de hoogste stroomwaarde. Wanneer de elektrodediameter 4 mm is, kan de vullaag van vlak stomplassen een stroom van 180 A gebruiken.
Bij dezelfde elektrodediameter met een alkaline elektrode moet de lasstroom echter 20A minder zijn, d.w.z. een lasstroom van 160A. Als er wordt gelast met A137 roestvrijstalen elektrodemoet de stroom 20% lager zijn, ongeveer 140A. Anders kan de lasstaaf rood worden en kan de fluxlaag halverwege het lassen loslaten. lasproces.
2. Kiezen op basis van manipulatiemethode: Kleine stroomwaarden worden over het algemeen gebruikt voor de sleepboogmethode, terwijl iets hogere stroomwaarden worden gebruikt voor de liftboogmethode. Bij verticaal stuiklassen of verticaal hoeklassen met een Ф4 alkaline elektrode kan een sleepboogmethode met 120A worden gebruikt, terwijl de liftboogmethode 135A kan gebruiken.
5) Lasstroom kiezen op basis van productie-ervaring:
Kijk naar het spatten, de lasstroom bepaalt grofweg de boogkracht, meer spatten betekent meer boogkracht; minder lasstroom betekent minder boogkracht, waardoor het moeilijk is om onderscheid te maken tussen slak en gesmolten metaal.
Kijk naar de lasvorming: een hogere lasstroom zal waarschijnlijk ondersnijding veroorzaken, met minder versterking; een lagere lasstroom resulteert in een smalle maar hoge las. Let op de smelttoestand van de elektrode: een hogere lasstroom smelt de elektrode sneller, waardoor deze rood wordt; een lagere lasstroom kan plakken veroorzaken.
Invloed van de lasspanning op de lasprestaties
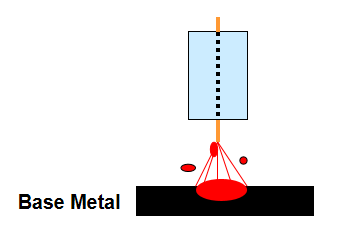
Wanneer de spanning te hoog is:
Naarmate de booglengte toeneemt, worden de spatdeeltjes groter, treedt er eerder porositeit op, wordt de lasrups wordt breder, terwijl de penetratiediepte en de versterking afnemen.
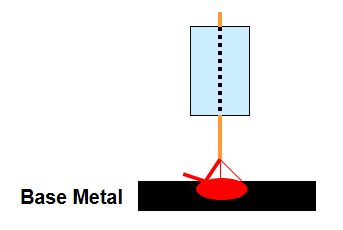
Wanneer de spanning te laag is:
De lasdraad zakt in het basismateriaal, het spatten neemt toe, de lasrups wordt smaller, terwijl de inbranddiepte en de versterking toenemen.
Standaard aanpassing
Voorafgaand aan het lassen wordt de prefabricage uitgevoerd volgens de referentieformule.
Proeflassen
In eerste instantie wordt de stroom bepaald.
Het spanningsniveau wordt beoordeeld op basis van tactiele respons, geluid en boogstabiliteit.
Fine-tuning van de spanning wordt uitgevoerd.
Overwegingen met betrekking tot materiaal en apparatuur
Invloed van materiaaldikte en -type
De dikte en het type van het basismateriaal spelen een cruciale rol bij het bepalen van de juiste lasparameters, waaronder spanning en stroominstellingen.
Materiaal Dikte
Bij het lassen van dunne materialen zijn lagere spannings- en stroominstellingen nodig om doorbranden te voorkomen en overmatige warmte-inbreng te minimaliseren. Voor dikkere materialen zijn hogere instellingen nodig om voldoende inbranding en versmelting te garanderen. De verhoogde warmte-inbreng helpt bij het verkrijgen van een sterke lasverbinding door de las diep in het materiaal te laten doordringen.
Type materiaal
Voor staal zijn over het algemeen gematigde spannings- en stroominstellingen nodig. Voor het lassen van zacht staal wordt bijvoorbeeld meestal 17-19 volt en 200-250 ampère gebruikt, afhankelijk van de dikte. Aluminium heeft vanwege zijn hoge warmtegeleidingsvermogen hogere spanningsinstellingen nodig voor een goede warmteverdeling. Voor roestvast staal zijn lagere stroominstellingen nodig om oververhitting te voorkomen en de corrosiebestendige eigenschappen te behouden.
Type en grootte elektrode
De keuze van het type en de grootte van de elektrode heeft een directe invloed op de lasparameters en de algehele laskwaliteit.
Type elektrode
Massieve draden, vaak gebruikt bij gasmetaalbooglassen (GMAW), hebben specifieke spannings- en stroominstellingen nodig voor een consistente metaaloverdracht en stabiele boogkarakteristieken. Gevulde draden bevatten fluxmateriaal dat de boog stabiliseert en de laspenetratie verbetert, waardoor andere instellingen nodig zijn dan bij massieve draden.
Elektrodenmaat
Kleinere elektroden zijn geschikt voor dunne materialen en precieze lassen, waarbij lagere stroominstellingen nodig zijn om overmatige warmte-inbreng te voorkomen. Grotere elektroden zijn ideaal voor dikke materialen, waarbij hogere stroominstellingen nodig zijn voor diepere penetratie en snellere neersmeltsnelheden.
Draadaanvoersnelheid (WFS) en de relatie met lasstroom
De draadaanvoersnelheid is van cruciaal belang bij processen zoals GMAW omdat deze rechtstreeks van invloed is op de lasstroom. Een hogere draadaanvoersnelheid verhoogt de stroom, wat leidt tot meer warmte-invoer en snellere neersmeltsnelheden.
Het balanceren van de draadaanvoersnelheid met het juiste voltage is essentieel voor het behouden van een stabiele boog en het bereiken van de gewenste lasrups. Een onjuiste balans kan leiden tot defecten zoals spatten of slechte inbranding.
Raadplegen van lasprocedurespecificaties (WPS) en aanbevelingen van de fabrikant
Het volgen van gevestigde richtlijnen en aanbevelingen van de fabrikant garandeert optimale lasprestaties en -kwaliteit.
Specificaties lasprocedures (WPS)
WPS-documenten bieden gestandaardiseerde lasparameters, zoals spanning, stroom, voortloopsnelheid en vereisten voor beschermgas, op maat gemaakt voor specifieke materialen en diktes. Het volgen van WPS zorgt voor consistente lasprocessen, wat leidt tot lassen van hoge kwaliteit en het minimaliseren van defecten.
Aanbevelingen van de fabrikant
Fabrikanten bieden specifieke richtlijnen voor het instellen van spanning, stroom en andere parameters op basis van de apparatuur en de gebruikte materialen. Het opvolgen van deze aanbevelingen helpt de beste resultaten te behalen en verlengt de levensduur van de apparatuur. Ze geven ook informatie over de compatibiliteit van verschillende elektroden en draden, waardoor optimale prestaties worden gegarandeerd en verkeerd afgestemde componenten worden voorkomen.
Door rekening te houden met de materiaaldikte, het type, de elektrodespecificaties en zich te houden aan de WPS en de richtlijnen van de fabrikant, kunnen lassers de spannings- en stroominstellingen effectief aanpassen om hoogwaardige, consistente lassen te maken.
Problemen oplossen
Veelvoorkomende lasproblemen identificeren
Doorbranden
Doorbranden gebeurt wanneer te veel warmte ervoor zorgt dat het basismateriaal volledig smelt, waardoor er gaten in de las ontstaan.
Oorzaken:
Overmatige stroom of spanning.
Ongeschikte instellingen voor dunne materialen.
Onjuiste lassnelheid, vaak te langzaam.
Oplossingen:
Verlaag de stroom of spanning en kies geschikte elektroden voor dunne materialen.
Gebruik een hogere rijsnelheid om de warmte gelijkmatiger te verdelen.
Spatten
Spatten bestaan uit gesmolten metaaldruppels die rond het lasgebied verstrooien, wat leidt tot defecten en reinigingsproblemen.
Oorzaken:
Mismatch tussen spannings- en stroominstellingen.
Inconsistente booglengte of draadaanvoersnelheid.
Verkeerde samenstelling van het beschermgas.
Oplossingen:
Verhoog de spanning een beetje om de vlamboog te stabiliseren.
Zorg voor een consistente draadaanvoersnelheid en de juiste toortsafstand.
Gebruik een geschikt beschermgas, zoals een hoger argonmengsel voor gasmetaalbooglassen (GMAW).
Poreusheid
Poreusheid verwijst naar de vorming van kleine gaszakken of holtes binnen de las, waardoor de structurele integriteit verzwakt.
Oorzaken:
Verontreinigingen zoals olie, vet of roest op het basismateriaal.
Onvoldoende beschermgasdekking of onjuiste stroomsnelheid.
Bij gebruik van een te lange boog wordt het lasbad blootgesteld aan lucht.
Oplossingen:
Reinig het basismateriaal grondig voor het lassen.
Controleer de stroom beschermgas en repareer eventuele lekken.
Zorg voor een consistente en geschikte booglengte.
Draad plakken
Er is sprake van draadaanhechting wanneer de elektrodedraad aan het basismateriaal kleeft, waardoor het lasproces wordt onderbroken.
Oorzaken:
Lage spanning of stroominstellingen.
Inconsistente draadaanvoersnelheid.
Beschadigde of ongelijke draad.
Oplossingen:
Verhoog de voltage- en stroominstellingen binnen het aanbevolen bereik.
Stel de draadaanvoersnelheid nauwkeurig af voor soepel lassen.
Controleer de draadspoel op knikken of onregelmatigheden en vervang deze indien nodig.
Oplossingen voor het oplossen van problemen
Spanning aanpassen
Te hoog: Leidt tot overmatige hitte, wat ondersnijding of een ondiepe lasrups veroorzaakt. Verlaag de spanning stapsgewijs en observeer het profiel van de lasrups.
Te Laag: Veroorzaakt slechte penetratie en spatten. Verhoog de spanning geleidelijk totdat de boog stabiliseert en de parel zich goed vormt.
Stroom aanpassen
Te hoog: Creëert diepe inbranding, met risico op doorbranden. Verminder de stroomsterkte en controleer de grootte van het lasbad.
Te Laag: Resulteert in zwakke, ondiepe lassen. Verhoog de stroomsterkte om volledige penetratie en een robuuste lasverbinding te krijgen.
Parameters fijn afstellen
Booglengte: Zorg voor een constante afstand tussen de elektrode en het basismateriaal om instabiliteit te voorkomen.
Reissnelheid: Balanceer snelheid en warmte - ga langzamer voor dikke materialen, sneller voor dunne.
Draadaanvoersnelheid (WFS): Stem de WFS af op de spannings- en stroominstellingen om onregelmatige aanvoer of draadsteken te voorkomen.
Door deze veelvoorkomende problemen systematisch aan te pakken en het voltage, de stroom en andere parameters nauwkeurig af te stellen, kunnen lassers consistente resultaten van hoge kwaliteit behalen terwijl defecten tot een minimum worden beperkt.
Veelgestelde vragen
Hieronder vindt u antwoorden op een aantal veelgestelde vragen:
Hoe stel ik de spanning en stroom in voor MIG-lassen?
Om de spanning en stroom voor MIG-lassen in te stellen, moet je in de eerste plaats de draadaanvoersnelheid (WFS) regelen om de stroom in te stellen en handmatig de spanning instellen op het lasapparaat. Het verhogen van de WFS verhoogt de stroom, wat de penetratiediepte en de hoeveelheid neergeslagen metaal beïnvloedt. Een hogere spanning resulteert in een bredere, vlakkere lasrups, terwijl een lagere spanning zorgt voor een smallere, vollere lasrups. Gebruik formules, zoals (U=(0,05I+14)±2V), om het juiste voltage in te schatten op basis van de stroom en maak fijne aanpassingen op basis van visuele en auditieve signalen tijdens het lassen om een optimale laskwaliteit te bereiken.
Wat zijn de effecten van spanning en stroom op de lasnaad?
Spanning en stroom hebben een grote invloed op de lasnaad bij lasprocessen. De lasstroom beïnvloedt voornamelijk de inbranddiepte en de lasversterking; een hogere stroom verhoogt de inbranddiepte en dikte maar kan leiden tot doorbranden, terwijl een lagere stroom kan resulteren in een gebrek aan inbranding of poreusheid. De spanning bepaalt de booglengte en de lasrupsbreedte, waarbij een hogere spanning een bredere, vlakkere lasrups oplevert en een lagere spanning een smallere, dikkere lasrups. Verkeerde instellingen kunnen de laskwaliteit in gevaar brengen en defecten zoals spatten, poreusheid of draadplakken veroorzaken. Een uitgebalanceerde instelling van deze parameters zorgt voor een optimale laskwaliteit en naadintegriteit.
Welke invloed hebben materiaaldikte en -type op de lasspanning en -stroom?
Materiaaldikte en -type hebben een aanzienlijke invloed op de instellingen voor lasspanning en -stroom. Dikkere materialen hebben over het algemeen een hogere stroomsterkte nodig om voldoende inbranding te garanderen, met als ruwe richtlijn 1 ampère per 0,001 inch dikte. Voor het lassen van 1/4 inch staal is bijvoorbeeld ongeveer 250 ampère nodig. Omgekeerd hebben dunnere materialen lagere stroomsterktes nodig om doorbranden te voorkomen.
Het materiaaltype speelt ook een cruciale rol door verschillen in warmtegeleiding en smeltpunten. Aluminium, met een hoge thermische geleidbaarheid, heeft vaak een lagere stroomsterkte nodig dan staal om overmatige warmte-input te voorkomen. Aluminium van 1/8 inch heeft bijvoorbeeld 120-140 ampère nodig, terwijl staal van dezelfde dikte een hoger ampèrage nodig heeft. Dikkere materialen hebben meestal een hoger voltage nodig om boogstabiliteit te behouden en een goede penetratie te bereiken, terwijl materialen zoals roestvrij staal, die een nauwkeurige controle vereisen, lagere voltage-instellingen kunnen gebruiken.
Door deze factoren te begrijpen en de WPS (Welding Procedure Specifications) te raadplegen, kunnen lassers hun spannings- en stroominstellingen optimaliseren voor een betere laskwaliteit en sterkte.
Wat is de relatie tussen draadaanvoersnelheid en lasstroom?
De relatie tussen draadaanvoersnelheid (WFS) en lasstroom bij Gas Metal Arc Welding (GMAW) is direct en cruciaal voor het handhaven van een stabiel lasproces. Bij GMAW, vooral bij stroombronnen met constante spanning, past het aanpassen van de draadaanvoersnelheid automatisch de lasstroom aan. Het verhogen van de draadaanvoersnelheid verhoogt de lasstroom, terwijl het verlagen van de draadaanvoersnelheid de lasstroom verlaagt. Dit komt omdat het lasapparaat de benodigde stroom levert om de draad te smelten met de snelheid waarmee deze wordt toegevoerd. Deze relatie heeft invloed op de manier van metaaloverdracht, de laspenetratie en het profiel van de lasrups. Hogere draadaanvoersnelheden leiden tot hogere lasstromen, wat resulteert in een diepere inbranding en mogelijk de overdrachtsmodus verandert van bolvormig naar nevelvormig, afhankelijk van het stroomniveau en het materiaal. Het uitbalanceren van de draadaanvoersnelheid en de brandsnelheid is essentieel om problemen te voorkomen zoals draad die terugsmelt naar de contacttip of te snel in het smeltbad wordt gevoerd.
Hoe bepaal ik de optimale spannings- en stroominstellingen voor mijn lasproject?
Om de optimale voltage- en stroominstellingen voor uw lasproject te bepalen, raadpleegt u eerst de WPS (Welding Procedure Specifications) voor aanbevolen bereiken op basis van uw materiaal en verbindingsconfiguratie. Houd rekening met de materiaaldikte en -soort, aangezien dikkere materialen over het algemeen hogere stromen vereisen. Selecteer het juiste type elektrode en de juiste grootte, want deze hebben specifieke werkbereiken voor stroom en spanning. Bij gasmetaalbooglassen (GMAW) past u de draadaanvoersnelheid (WFS) aan om de lasstroom te regelen, zodat deze in evenwicht is met de spanning om de boogstabiliteit te behouden. Voer proeflassen uit op afvalmateriaal om de instellingen te evalueren en fijn af te stellen, en controleer de lasomstandigheden continu. Gebruik meetinstrumenten om de instellingen te controleren en de optimale parameters te documenteren voor consistentie bij toekomstige lastaken.
Wat zijn de gevolgen van onjuiste spannings- en stroominstellingen?
Verkeerde spannings- en stroominstellingen bij het lassen kunnen de laskwaliteit en veiligheid aanzienlijk beïnvloeden. Als de spanning te hoog is, kan de las te breed en vlak zijn met onvoldoende inbranding, wat leidt tot zwakke verbindingen. Omgekeerd resulteert een te laag voltage in ondiepe, smalle lassen met een slechte hechting. Verkeerde stroominstellingen kunnen problemen veroorzaken zoals doorbranden, overmatig spatten en slechte boogstabiliteit. Deze defecten brengen de structurele integriteit van de las in gevaar, wat kan leiden tot defecten. Bovendien verhogen onjuiste instellingen het risico op elektrische schokken en gevaar voor apparatuur. Zorgen voor de juiste voltage- en stroominstellingen is cruciaal voor het produceren van sterke, defectvrije lassen en het behouden van een veilige werkomgeving.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Waarom is het kiezen van het juiste gasmengsel cruciaal voor lassucces? Dit artikel onderzoekt hoe het kiezen van het juiste gasmengsel de laskwaliteit drastisch kan verbeteren door druppels te verfijnen, spatten te verminderen,...
Heb je je ooit afgevraagd waarom gelaste constructies soms falen ondanks hun robuuste uiterlijk? Dit artikel duikt in de verborgen uitdagingen van lassen en onderzoekt hoe ongelijkmatige verwarming en koeling kunnen leiden tot...
Heb je je ooit afgevraagd hoe wolkenkrabbers rechtop blijven staan of auto's aan elkaar gelast blijven? Deze blog onthult de magie achter elektrische lasmachines. Leer meer over topfabrikanten als Lincoln Electric en Miller Welds,...
Heb je je ooit afgevraagd welke merken lasapparatuur vandaag de dag toonaangevend zijn in de industrie? In dit artikel wordt de top tien van lasmachinefabrikanten onder de loep genomen, met aandacht voor hun innovaties, wereldwijde aanwezigheid en unieke sterke punten....
Heb je je ooit afgevraagd wat de verborgen gevaren zijn achter de felle lasvonken? In dit artikel onderzoeken we de schadelijke effecten van argonbooglassen op het menselijk lichaam....
Heb je je ooit afgevraagd wat die cijfers en letters op lasstaven betekenen? In dit artikel wordt het coderingssysteem voor koolstof- en roestvaststalen lasstaven ontrafeld, zodat je hun treksterkte,...
Heb je je ooit afgevraagd hoe je het verbruik van lasdraad nauwkeurig kunt berekenen? In deze blogpost gaan we in op de methoden en formules die industrie-experts gebruiken om het...
Lasvervorming in roestvast staal kan leiden tot aanzienlijke problemen bij metaalbewerking. Het artikel onderzoekt verschillende methoden om deze vervormingen te controleren en te corrigeren, zoals het gebruik van koperen platen,...
Heb je je ooit afgevraagd hoe je effectief verschillende soorten roestvast staal kunt lassen? Dit artikel duikt in de speciale lasmethoden voor martensitisch en duplex roestvast staal en beschrijft de uitdagingen...