
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Ooit afgevraagd hoe de machines werken die andere machines bouwen? Duik in de fascinerende wereld van bewerkingsmachines, die essentieel zijn voor het maken van onderdelen met hoge precisie. Dit artikel ontrafelt de verschillende soorten CNC werktuigmachines en hun vitale rol in de moderne productie. Maak je klaar om de ruggengraat van industriële innovatie te verkennen!

Een werktuigmachine is een machine die gebruikt wordt om andere machines te maken. Het staat ook bekend als een bewerkingsmachine of gereedschapsmachine en wordt traditioneel een werktuigmachine genoemd.

Werktuigmachines worden over het algemeen onderverdeeld in machines voor het snijden van metaal, machines voor het smeden, machines voor houtbewerking en andere.
In de moderne mechanische productie zijn er veel manieren om mechanische onderdelen te bewerken. Naast snijden zijn er ook gieten, smeden, lassen, stampen, extruderen en nog veel meer. Onderdelen met hoge precisie en fijne oppervlakteruwheid moeten meestal worden bewerkt met een snijmethode op een bewerkingsmachine.
Werktuigmachines spelen een belangrijke rol bij de opbouw van de nationale economische modernisering.
Er zijn veel soorten en specificaties van CNC machines, en de classificatiemethoden kunnen variëren. Over het algemeen kunnen ze echter worden geclassificeerd op basis van hun functie en structuur aan de hand van de volgende vier principes.

(1) CNC-machine gereedschap met puntbesturing
Puntbesturing vereist alleen de nauwkeurige positionering van de bewegende delen van de bewerkingsmachine van het ene punt naar het andere, en de eisen voor het bewegingstraject tussen de punten zijn niet strikt. Tijdens de beweging worden geen bewerkingen uitgevoerd en de beweging tussen de coördinatenassen is irrelevant.
Om een snelle en nauwkeurige positionering te bereiken, beweegt de verplaatsing tussen twee punten over het algemeen eerst snel en nadert dan langzaam het positioneringspunt om de positioneringsnauwkeurigheid te garanderen. De onderstaande afbeelding toont het bewegingstraject van puntpositionering.
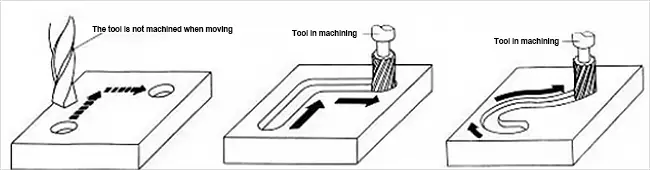
Werktuigmachines met puntbesturing zijn voornamelijk CNC boormachines, CNC freesmachines, CNC ponsmachines en nog veel meer.
Met de ontwikkeling van numerieke besturingstechnologie en de verlaging van de prijs van numerieke besturingssystemen, worden numerieke besturingssystemen die alleen voor puntbesturing worden gebruikt steeds zeldzamer.
(2) CNC werktuigmachine met lineaire besturing
CNC werktuigmachines met lineaire besturing, ook bekend als CNC werktuigmachines met parallelle besturing, kunnen niet alleen nauwkeurig positioneren tussen controlepunten, maar ook de bewegingssnelheid en het traject tussen twee gerelateerde punten regelen.
Het verplaatsingstraject loopt echter alleen parallel aan de coördinatenas van de bewerkingsmachine, wat betekent dat slechts één coördinatenas tegelijkertijd wordt bestuurd, waardoor de interpolatiefunctie in het CNC-systeem niet nodig is. Tijdens verplaatsing kan het gereedschap met de opgegeven voedingssnelheid snijden en kan het meestal alleen rechthoekige en getrapte werkstukken bewerken.
Werktuigmachines met lineaire besturingsfunctie bestaan voornamelijk uit relatief eenvoudige CNC draaibanken, CNC freesmachines, CNC slijpmachines, enzovoort. Het CNC systeem van deze werktuigmachines wordt ook wel een CNC systeem met lineaire besturing genoemd. Op dezelfde manier, CNC werktuigmachines die alleen worden gebruikt voor lineaire regeling zijn zeldzaam.
(3) CNC werktuigmachine met contourbesturing
Bewerkingsdiagram van CNC-bewerkingsmachine met contourbesturing
CNC werktuigmachines met contourbesturing, ook wel bekend als CNC werktuigmachines met continue besturing, hebben de eigenschap dat ze de verplaatsing en snelheid van twee of meer bewegingscoördinaten tegelijk kunnen regelen.
Om te voldoen aan de relatieve bewegingsbaan van het gereedschap langs de contour van het werkstuk en de vereisten van de contour van het bewerkte werkstuk, moeten de verplaatsingsbesturing en snelheidsbesturing van elke coördinaatbeweging nauwkeurig worden gecoördineerd volgens de gespecificeerde proportionele relatie. Daarom heeft het NC-apparaat in deze besturingsmodus een interpolatiefunctie nodig.
Bij interpolatie wordt de vorm van de lijn of boog beschreven door wiskundige verwerking van de interpolatiecalculator in het NC-systeem, op basis van de basisgegevens die het programma invoert, zoals de eindcoördinaten van de lijn, de eindcoördinaten van de boog en de middelste coördinaten of straal. Op basis van de berekeningsresultaten worden vervolgens pulsen naar elke coördinatenasbesturing gedistribueerd, waardoor de verplaatsing van elke coördinatenas wordt geregeld om aan de vereiste contour te voldoen.
Tijdens de beweging kan het gereedschap continu het werkstukoppervlak snijden en allerlei rechte lijnen, bogen en krommingen bewerken. Dergelijke bewerkingsmachines bestaan voornamelijk uit CNC-draaibanken, CNC-freesmachines, CNC-draadsnijmachines, bewerkingscentra, enzovoort.
Het overeenkomstige NC-apparaat heet het contourbesturings-NC-systeem, dat kan worden ingedeeld in de volgende vormen op basis van het aantal gekoppelde coördinaatassen dat wordt bestuurd:
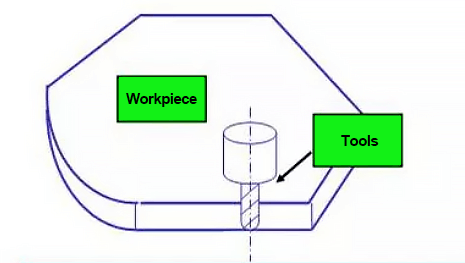
Twee-assige hefinrichting
Het wordt voornamelijk gebruikt voor NC-draaibank bewerking van roterende oppervlakken of NC-freesmachine die gebogen cilindrische oppervlakken bewerkt.
Twee-assige semi-koppeling
Het wordt voornamelijk gebruikt voor de besturing van bewerkingsmachines met meer dan drie assen. Twee assen kunnen worden gekoppeld en de andere as kan periodiek worden gevoed.
Drie-assige hefinrichting
Het is over het algemeen onderverdeeld in twee categorieën. De eerste is de koppeling van drie lineaire coördinatenassen X/Y/Z, die meestal wordt gebruikt in CNC-freesmachines, bewerkingscentra, enzovoort.
De andere is om de rotatiecoördinaatas die rond een van de lineaire coördinaatassen roteert te besturen, naast de twee lineaire coördinaten in X/Y/Z tegelijkertijd.
In een draaicentrum bijvoorbeeld moet naast de koppeling van de lineaire coördinatenassen in de lengterichting (Z-as) en de dwarsas (x-as) ook de koppeling van de hoofdspil (c-as) die rond de z-as draait tegelijkertijd worden geregeld.
Vierassige hefinrichting
Het bestuurt tegelijkertijd de koppeling tussen de drie lineaire coördinaatassen X/Y/Z en een roterende coördinaatas.
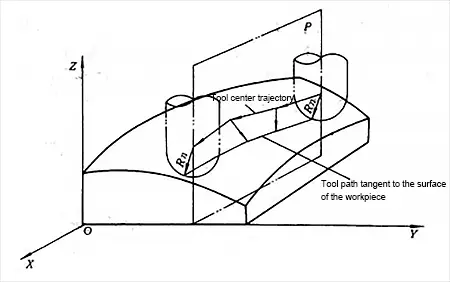
Vijfassige koppeling
Naast het gelijktijdig besturen van de koppeling van de drie X/Y/Z coördinaatassen, bestuurt het ook twee coördinaatassen in de A-, B- en C-coördinaatassen die rond deze lineaire coördinaatassen draaien, waardoor de koppeling gelijktijdig vijf assen bestuurt.
Op dat moment kan het gereedschap in elke richting in de ruimte worden gezet. Het gereedschap kan bijvoorbeeld worden bestuurd om tegelijkertijd rond de x-as en y-as te zwenken, zodat het gereedschap een normale richting aanhoudt met het bewerkte contouroppervlak op het snijpunt, waardoor de gladheid van het bewerkte oppervlak wordt gegarandeerd, de bewerkingsnauwkeurigheid en -efficiëntie worden verbeterd en de ruwheid van het bewerkte oppervlak wordt verminderd.
(1) CNC werktuigmachine met open regelkring
De voedingsservoaandrijving van dit type bewerkingsmachine is open-loop, wat betekent dat er geen terugkoppeling is. Over het algemeen is de aandrijfmotor een stappenmotor. De belangrijkste eigenschap van een stappenmotor is dat telkens wanneer het besturingscircuit het commandopulssignaal verandert, de motor een staphoek draait en de motor zelf een zelfremmend vermogen heeft.
Het voedingscommando dat door het NC-systeem wordt uitgevoerd, bestuurt het aandrijfcircuit via de pulsverdeler. De coördinaatverplaatsing wordt geregeld door het aantal transformatiepulsen, de verplaatsingssnelheid door de frequentie van de transformatiepulsen en de verplaatsingsrichting door de distributievolgorde van de transformatiepulsen. Daarom is het belangrijkste kenmerk van deze besturingsmodus de gemakkelijke besturing, eenvoudige structuur en lage prijs.
De opdrachtsignaalstroom die door het NC-systeem wordt verzonden is eenrichtingsverkeer, dus er is geen stabiliteitsprobleem met het besturingssysteem. Maar omdat de fout in de mechanische overdracht niet wordt gecorrigeerd door terugkoppeling, is de verplaatsingsnauwkeurigheid niet hoog. Vroege CNC-bewerkingsmachines gebruikten deze besturingsmodus, maar het storingspercentage was relatief hoog.
Op dit moment wordt het nog steeds veel gebruikt dankzij verbeteringen in het besturingscircuit. Met name in China wordt deze besturingsmodus vaak gebruikt bij de NC-transformatie van algemene economische NC-systemen en oude apparatuur. Bovendien kan deze besturingsmodus worden geconfigureerd met een single-chip microcomputer of single-board computer als numeriek besturingsapparaat, waardoor de prijs van het hele systeem daalt.
(2) gesloten regelkring machinegereedschap
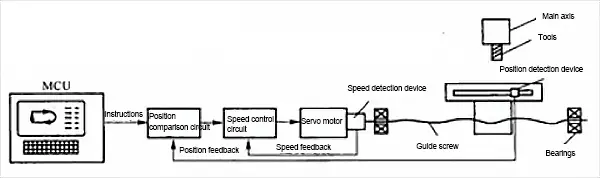
De voedingsservoaandrijving van dit soort NC-bewerkingsmachines werkt met een gesloten regelkring met terugkoppeling. De aandrijfmotor kan een DC- of AC-servomotor zijn en positieterugkoppeling en snelheidsterugkoppeling moeten worden geconfigureerd.
Tijdens het bewerken wordt de actuele verplaatsing van bewegende delen voortdurend gedetecteerd en tijdig teruggekoppeld naar de comparator in het NC-systeem. Deze waarde wordt vervolgens vergeleken met het stuursignaal dat via interpolatie is verkregen. Het verschil tussen de twee wordt gebruikt als stuursignaal van de servoaandrijving, die het verplaatsingsdeel aandrijft om eventuele verplaatsingsfouten te elimineren.
De installatiepositie van het detectieelement voor positieterugkoppeling en het gebruikte terugkoppelapparaat bepaalt of het een volledig gesloten regelkring of halfgesloten regelkring is.
① Volledig gesloten regelkring
Zoals de afbeelding laat zien, maakt het positieterugkoppelingsapparaat gebruik van een lineair verplaatsingsdetectie-element. Het wordt geïnstalleerd op het zadel van de bewerkingsmachine, zodat het de lineaire verplaatsing van de coördinaten van de bewerkingsmachine direct kan detecteren.
Door terugkoppeling kan de transmissiefout in de gehele mechanische transmissieketen van de motor naar het machinezadel worden geëlimineerd, wat resulteert in een hoge statische positioneernauwkeurigheid van de bewerkingsmachine.
Binnen de volledige regelkring zijn de wrijvingskarakteristieken, stijfheid en speling van veel mechanische transmissieschakels echter niet-lineair. Bovendien is de dynamische reactietijd van de gehele mechanische transmissieketen veel groter dan de elektrische reactietijd, wat de stabiliteitscorrectie van het gehele gesloten-lussysteem aanzienlijk bemoeilijkt. Het ontwerp en de afstelling van het systeem zijn dan ook zeer complex.
Deze volledig gesloten regelmodus wordt voornamelijk gebruikt voor CNC coördinatenmachines en CNC precisieslijpmachines die hoge precisie-eisen hebben.
Semi-gesloten regelkring
Zoals de afbeelding laat zien, maakt de positieterugkoppeling gebruik van een hoekdetectie-element, waarbij encoders momenteel het meest gebruikte type zijn. Het wordt rechtstreeks geïnstalleerd aan het uiteinde van de servomotor of de hoofdspil.
Aangezien de meeste mechanische transmissieverbindingen niet zijn opgenomen in de gesloten lus van het systeem, is het nodig om stabielere regeleigenschappen te verkrijgen.
Mechanische transmissiefouten, zoals die in de draadspil, kunnen niet op elk moment worden gecorrigeerd door terugkoppeling. De compensatiemethode voor software-instelling kan echter wel worden gebruikt om de nauwkeurigheid te verbeteren.
Op dit moment gebruiken de meeste CNC bewerkingsmachines een semi closed-loop besturingsmodus.
③ CNC-bewerkingsmachine met hybride besturing
De eigenschappen van de bovenstaande besturingsmodi worden selectief gecombineerd tot een hybride regelsysteem.
Zoals eerder vermeld heeft de open regelmodus een goede stabiliteit, lage kosten en een lage nauwkeurigheid, terwijl de volledige closed-loop stabiliteit slecht is.
Om elkaar aan te vullen en te voldoen aan de besturingsvereisten van sommige bewerkingsmachines, moet daarom een hybride besturingsmodus worden toegepast.
Open-luscompensatie en semi-gesloten-luscompensatie worden veel gebruikt.
Volgens het functionele niveau van een CNC systeem wordt het meestal onderverdeeld in lage, gemiddelde en hoge kwaliteiten.
De grenzen van de lage, midden en hoge klassen zijn relatief en de indelingsnormen zullen verschillen in verschillende periodes.
Afhankelijk van het huidige ontwikkelingsniveau zijn er verschillende soorten CNC systemen kunnen op basis van bepaalde functies en indicatoren worden onderverdeeld in lage, gemiddelde en hoge klassen.
De gemiddelde en hoge kwaliteit worden meestal aangeduid als CNC met volledige functionaliteit of standaard CNC.
(1) Metaal snijden
Dit verwijst naar CNC-bewerkingsmachines met verschillende snijprocessen zoals draaien, frezen, borenslijpen, ruimen en schaven.
Het kan worden onderverdeeld in de volgende twee categorieën:
① Gewone CNC werktuigmachines
Zoals CNC-draaibanken, CNC-freesmachines, CNC-slijpmachines, enz.
② Bewerkingscentra
Het belangrijkste kenmerk is een gereedschapsmagazijn met een automatisch gereedschapswisselmechanisme, en het werkstuk gaat er eenmaal doorheen.
Na het klemmen, door het automatisch veranderen van allerlei snijwerktuigenworden verschillende processen zoals frezen (draaien), scharnieren, boren en tappen continu bewerkt op elk bewerkingsoppervlak van het werkstuk op dezelfde bewerkingsmachine, zoals (bouw-/frees)bewerkingscentra, draaicentra, boorcentra, enz.
(2) Metaalvorming
Dit verwijst naar CNC-bewerkingsmachines die extruderen, ponsen, persen, tekenen en andere technieken gebruiken. vormprocessen. Vaak gebruikt zijn CNC persen, CNC afkantpers machines, CNC-pijpenbuigmachines, CNC-spinmachines, enz.
(3) Speciale verwerking
Er zijn voornamelijk CNC WEDM, CNC EDM vormmachine, CNC vlamsnijmachine, CNC-laserbewerkingsmachineenz.
(4) Landmeten en tekenen
Er zijn voornamelijk CMM's, NC-instrumenten voor gereedschapinstelling, NC-plotters, enz.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











