
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd hoe metalen platen precies in verschillende vormen worden gegoten? Persen is een fascinerend proces dat precies dat doet. Door kracht uit te oefenen op een plaat metaal boven een matrijs, wordt het materiaal gebogen en in de gewenste vorm gebracht. In dit artikel worden verschillende methodes van kantpersen besproken, zoals luchtbuigen en coining, met een gedetailleerde beschrijving van hun toepassingen en voordelen. Je leert meer over de nuances van elke techniek en begrijpt waarom kantpersen essentieel is bij metaalbewerking. Duik erin en ontdek de ingewikkelde kunst om metaal met precisie te transformeren.
Persen is het mechanische proces van het vervormen van plaatmateriaal dat over een vrouwelijke ("V" vorm) matrijs wordt geleid door kracht uit te oefenen via de stempel.
Permanente vervorming van het plaatdeel treedt op langs de contactlijn wanneer de kracht de vloeigrens van het materiaal overschrijdt.
Er zijn twee methoden om de kracht op te wekken die nodig is om het plaatmateriaal te buigen:
Gerelateerde lectuur: Wat is een afkantpers?
Na het snijden is remmen onder druk een van de eenvoudigste bewerkingen die wordt uitgevoerd met plaatmetaal en in principe gaat het om de koude plastische vervorming van het plaatstaal.
Een essentiële vereiste voor buigen is de buigbaarheid van het materiaal, dat wil zeggen het vermogen om te buigen zonder te barsten of te breken. Deze eigenschap vereist een goede vervormbaarheid en rek, zuiverheid en een lage hardheid. Zacht staal met een laag koolstofpercentage (< 0,2%) en een lage gelegeerd staal (geen van de toegevoegde elementen die 5% bereiken) hebben een goede buigbaarheid.
Dankzij het brede assortiment standaard kantpersgereedschap en de zeer snelle instelling van de machine, biedt kantpersen de mogelijkheid om producten te verkrijgen met verschillende eigenschappen om aan verschillende behoeften te voldoen.
Dit in tegenstelling tot dieptrekken (bijv. van auto-onderdelen), waarmee een onbeperkt aantal onregelmatige vormen kan worden geproduceerd, maar dat veel tijd en hoge kosten vergt om de benodigde matrijs te ontwerpen en te produceren zonder de mogelijkheid om de resultaten te wijzigen.
Dieptrekken is daarom geschikt voor de productie van grote hoeveelheden, terwijl rempersen veel breder wordt toegepast.
Persremmen wordt uitgevoerd door een plaat metaal tussen een boven- en ondergereedschap (respectievelijk stempel en matrijs) te leggen; de stempel wordt naar de matrijs toe getrokken en duwt het plaatmetaal erin waardoor het blijvend plastisch vervormt.
Met kantpersen is het mogelijk om vrij ingewikkelde profielen te maken door bochten in de juiste volgorde te maken. Plaatwerk wordt meestal met de hand verplaatst en gepositioneerd.
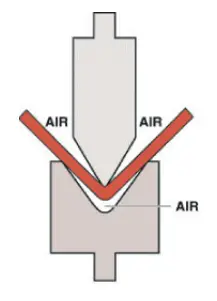
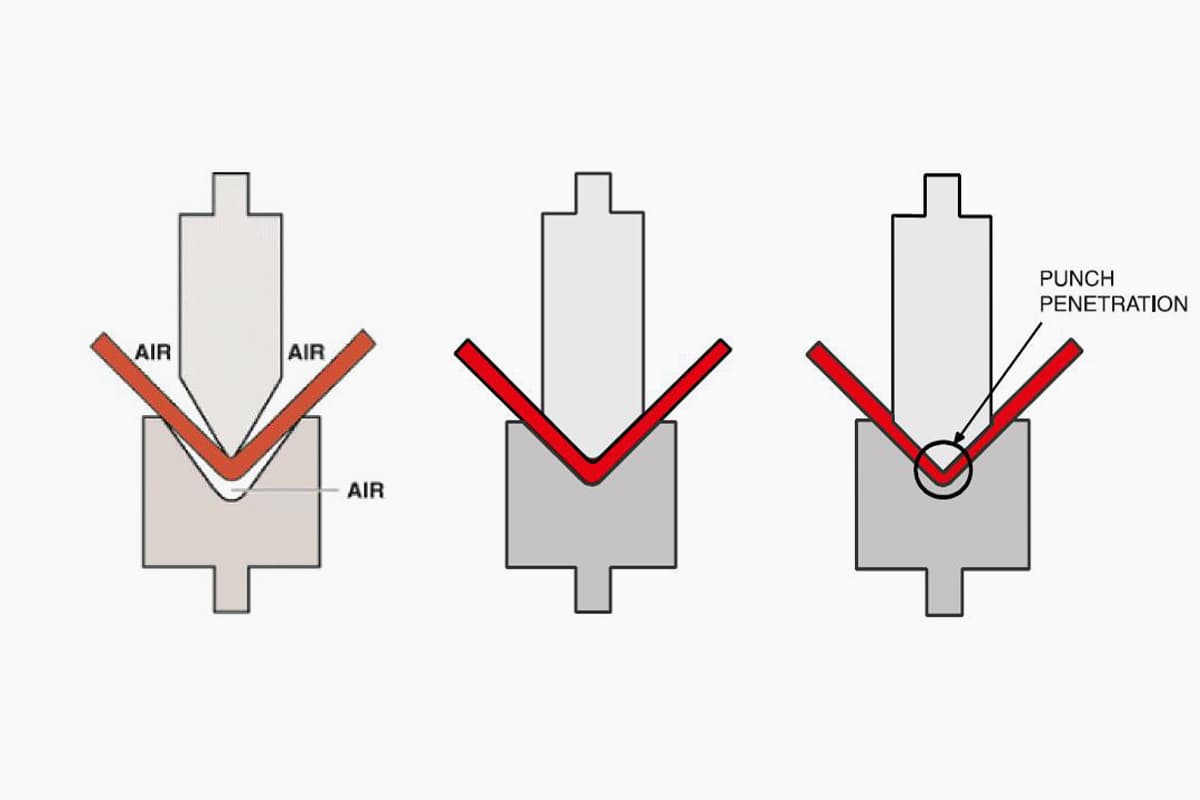
Met luchtbuigenDe plaat wordt vervormd in een driepuntscontact tussen de stempel en de afgeronde schouders van de matrijs. Het plaatmateriaal maakt geen contact met de zijkanten van de matrijs of de stempel.
Opmerking:
Wanneer de toegepaste kracht wordt losgelaten, treedt een gedeeltelijke terugvering op als gevolg van de elastische eigenschappen van het materiaal.
Typische luchtbuigmatrijzen zijn geconfigureerd met een ingesloten hoek van 85 graden, zodat het onderdeel overgebogen kan worden, met de resulterende terugvering naar de gewenste 90 graden.
Met luchtbuigen kan de operator onderdelen met verschillende buighoeken vormen met dezelfde matrijzenset voor een bepaalde materiaaldikte. Dit wordt bereikt door de ponspenetratie in het werkstuk over de matrijs te regelen.
Scherpe stempels met een hoek van 60 graden kunnen worden gebruikt om te luchten buigplaat metaalmetaaldelen voor ingesloten hoeken groter dan 60 graden. De hoek van het gevormde onderdeel wordt bepaald door de diepte van de ponspenetratie in de matrijs.
De tonnage-eisen voor luchtbuigen worden meestal gepubliceerd voor zacht staal met een gespecificeerde treksterkte, materiaaldikte en matrijsopeningconfiguratie. Zie figuur 2.2-1.
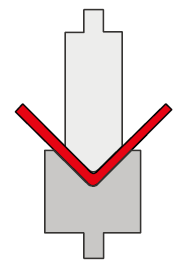
Bij onderbuigen past de stempel voldoende tonnage toe zodat het plaatmateriaal zich voegt naar de geometrie van de matrijzenset. Met deze methode zou het gevormde onderdeel weinig of geen last moeten hebben van springrug.
De inbegrepen matrijshoek is normaal 90 graden.
Typische tonnagevereisten voor onderbuigen zijn tot vier keer groter dan voor luchtbuigen.
Hoewel variaties in de hoek van het gevormde onderdeel kleiner zijn met onderbuigen, is de matrijzenset beperkt tot het vormen van onderdelen onder één hoek.

Bij stansen oefent de stempel voldoende kracht uit zodat het plaatmateriaal zich voegt naar de geometrie van de matrijs en een lichte mate van verdunning ondervindt op het contactpunt. Bij deze methode zou het gevormde onderdeel geen terugvering moeten ondervinden.
De inbegrepen matrijshoek is normaal 90 graden.
Typische tonnagevereisten voor coining zijn vier tot acht keer hoger dan voor luchtbuigen - een nadeel vanwege de kosten die gepaard gaan met een hogere capaciteit afkantpersen en onderhoud van apparatuur en gereedschappen.
Hoewel variaties in de hoek van het gevormde onderdeel kleiner zijn met omspuiten, is de matrijzenset beperkt tot het vormen van onderdelen onder één hoek.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











