Wat is restspanning
Laten we beginnen met een formele definitie van restspanning:
Restspanning verwijst naar de impact en invloed van verschillende factoren tijdens het fabricageproces. Wanneer deze factoren worden verwijderd en het onderdeel de effecten en invloeden niet volledig kan kwijtraken, wordt de resterende invloed en impact restspanning genoemd.
Nog steeds een beetje verwarrend? Laten we het vereenvoudigen.
Neem bijvoorbeeld iemand die ooit mager was en een spijkerbroek in L-maat kocht. Na een jaar krijgt die persoon overgewicht. Als ze de spijkerbroek weer dragen, zullen ze het gevoel hebben dat de broek te strak zit omdat ze zijn aangekomen, maar de spijkerbroek is niet veranderd.
Op dit punt is er een sterke kracht tussen het lichaam en de broek, en als de kracht te sterk is, scheurt de broek gemakkelijk. Deze destructieve kracht is een voorbeeld van restspanning.
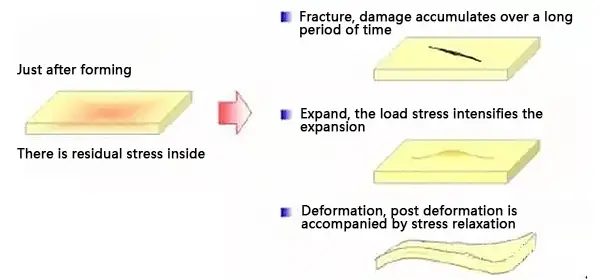
Vanuit een energieperspectief, wanneer een externe kracht ervoor zorgt dat een voorwerp plastische vervorming ondergaat, creëert dit interne vervorming, die enige energie accumuleert. Wanneer de externe kracht wordt verwijderd, wordt de energie met ongelijke inwendige spanning distributie wordt uitgebracht.
Als het voorwerp niet erg bros is, zal het langzaam vervormen, maar als de brosheid hoog is, zullen er scheuren ontstaan.
Fig. 1 Effect van restspanning
Restspanning is een veel voorkomend probleem bij mechanische productie en komt in bijna elk proces voor.
De hoofdoorzaken van restspanning kunnen echter worden ingedeeld in drie hoofdcategorieën:
- Niet-uniforme plastische vervorming
- Ongelijke temperatuurschommelingen
- Inhomogene faseovergangen.
Schade van restspanning
Uit de categorisering van restspanning blijkt duidelijk dat het langzame vervorming kan veroorzaken en de grootte van het object kan veranderen. Dit kan resulteren in een ongeschikte grootte van bewerkte werkstukken, verlies van precisie in het instrument en scheuren of zelfs breken in gegoten of gesmede werkstukken.
Daarnaast heeft restspanning een aanzienlijke invloed op de vermoeiingssterkte, weerstand tegen spanningscorrosie, maatvastheid en levensduur van het object.
Tijdens het afkoelingsproces kan er restthermische spanning ontstaan door ongelijkmatige afkoeling als gevolg van inadequate processen, wat kan leiden tot gietbreuken.
Fig. 2 breuk van het gietstuk tijdens afkoelen
Tijdens de warmtebehandeling afschrikprocesis het materiaal gevoelig voor breuk door de martensitische transformatie van onderkoeld austeniet.
Fig. 3 metaalbreuk tijdens afschrikken
Meting van restspanning
De methoden om restspanning te meten kunnen worden ingedeeld in drie categorieën: mechanische, chemische en röntgenmethoden.
Mechanische methode
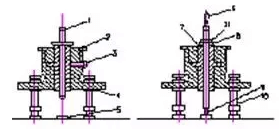
De meest gebruikte mechanische methode is de boren methode, ook bekend als de blind gat methode.
Fig. 4 Schematisch diagram van boormethode
Figuur 5 boormethode
Tijdens de boormethode wordt een deel van een staaf of buis met een diameter van drie keer de diameter uit het object gesneden. In het midden wordt een gat geboord en vervolgens wordt een dunne laag metaal van de binnenkant verwijderd met behulp van een boorstaaf of boor, waarbij elke verwijdering ongeveer 5% van de dwarsdoorsnede bedraagt.
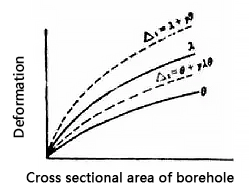
Na het verwijderen wordt de rek van de lengte en diameter van het monster gemeten. Er wordt een relatiecurve tussen deze waarden en het boorgatoppervlak gemaakt en de afgeleide van elk punt op de curve wordt berekend om de mate van verandering in rek en boorgatoppervlak te bepalen. De restspanningswaarde kan dan worden verkregen door de juiste spanningsformule te gebruiken.
Chemische methode
De chemische methode heeft twee concepten.
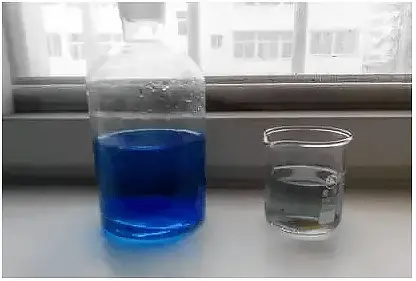
Eén concept bestaat uit het onderdompelen van het proefstuk in een geschikte oplossing en het meten van de tijd vanaf het begin van de corrosie tot het verschijnen van scheurtjes en vervolgens het bepalen van de restspanning op basis van die tijd. De gebruikte oplossingen kunnen kwik en kwikhoudende zouten zijn voor tinbrons en zwakke basen en nitraten voor staal.
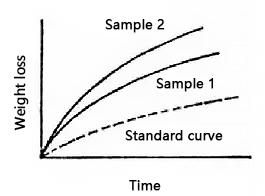
Het tweede concept van de chemische methode bestaat uit het onderdompelen van het monster in een geschikte oplossing en het regelmatig wegen. Dit proces creëert een curve van gewichtsvermindering versus tijd, die vervolgens vergeleken kan worden met een standaardcurve om de restspanning te bepalen. Hoe hoger de positie van de curve, hoe groter de restspanning is.
Fig. 7 weegcurve van chemische methode
Röntgenmethode
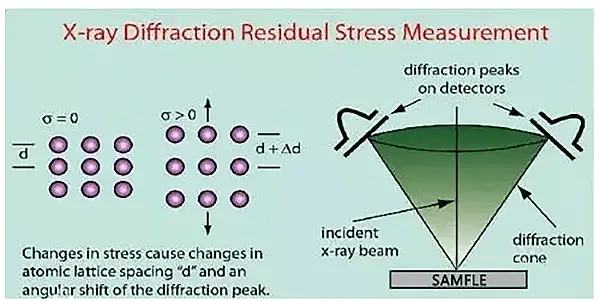
Bij de röntgenmethode worden röntgenstralen gebruikt om metalen onderdelen te penetreren en de Laue-methode kan de restspanning kwalitatief bepalen door de veranderingen in de vorm van de vlekken, veroorzaakt door de interferentie van de röntgenstralen, te analyseren.
Figuur 8 principe van röntgenmethode
Wanneer er geen restspanning is, verschijnen de interferentiepatronen als stippen. Aan de andere kant zorgt de aanwezigheid van restspanning ervoor dat de interferentiepatronen langgerekt worden en op een "ster" lijken.
(a) geen restspanning (b) restspanning bestaat
Fig. 9 meetresultaten van Laue-methode
Met de Debye-methode kan restspanning worden gekwantificeerd door de positie, breedte en intensiteit van de diffractielijnen op het Debye-diagram te analyseren.
(a) overdrachtsmethode b) rugreflectie methode
Fig. 10 Schematisch diagram van de Debye-methode
Inpakken
De mechanische en chemische methoden worden beschouwd als destructieve testmethoden, omdat er een lokaal monster van het te testen object genomen moet worden en dit leidt tot onomkeerbare schade. De röntgenmethode daarentegen is een niet-destructieve testmethode waarbij de integriteit van het object behouden blijft.
De mechanische methode is vooral geschikt voor staaf- of buisvormige voorwerpen en kan de grootte en verdeling van de restspanning nauwkeurig bepalen. De chemische methode daarentegen, die geschikt is voor voorwerpen van het draad- en plaattype, geeft alleen een kwalitatief oordeel en is moeilijk kwantitatief vast te stellen.
Hoewel de röntgenmethode niet destructief is, is deze alleen toepasbaar op materialen die duidelijke en scherpe diffractielijnen produceren. Bovendien beperkt de beperkte projectiemogelijkheid het gebruik tot het detecteren van restspanningen dicht bij het oppervlak van het object.
Eliminatie van restspanning
Vanwege de potentiële gevaren die restspanningen met zich meebrengen, is het cruciaal om effectieve methoden te hebben om ze te elimineren. Er zijn vier veelgebruikte eliminatiemethoden: warmtebehandeling, statische belasting onder druk zetten, spanningsontlasting door trillingen en mechanische behandeling.
Warmtebehandeling
Warmtebehandeling is een methode die gebruik maakt van het thermische ontspanningseffect van restspanning om deze te verminderen of te elimineren. Deze methode omvat meestal het gebruik van gloeien of ontlaatprocessen.
Fig. 11 gloeibehandeling van warmtebehandeling
statische belasting onder druk
Bij statische belasting onder druk wordt de restspanning in een werkstuk gewijzigd door plastische vervorming, hetzij op gehele, gedeeltelijke of zelfs microschaal.
Na het lassen kunnen grote drukvaten bijvoorbeeld "uitpuilen", een proces waarbij ze van binnenuit onder druk worden gezet, wat resulteert in een kleine hoeveelheid plastische vervorming in de drukvaten. lasverbinding en een vermindering van de restspanning bij het lassen.
Fig. 12 grote olietank na opbollen
Vibration stressverlichting
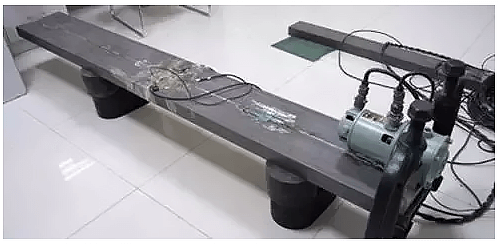
Ontlasting door trillingen (VSR) is een veelgebruikte methode om interne restspanningen in technische materialen te elimineren.
Bij deze methode wordt het werkstuk blootgesteld aan trillingen en als de som van de interne restspanning en de extra trillingsspanning hoger is dan de restspanning van het materiaal, dan wordt het werkstuk blootgesteld aan trillingen. treksterkteHet leidt tot een kleine hoeveelheid plastische vervorming, waardoor de interne spanning in het materiaal afneemt.
Fig. 13 Belastingkwantificeerbaar VSR-systeem
Mmechanische behandeling
Mechanische behandeling bestaat uit het verminderen van restspanning door kleine plastische vervorming op het oppervlak van een voorwerp. Dit kan bereikt worden door methodes zoals tegen elkaar botsen van onderdelen, walsen van oppervlakken, trekken van oppervlakken, dimensioneren van oppervlakken en fijnpersen in een mal.
Strijken is bijvoorbeeld een voorbeeld van een proces dat restspanning effectief elimineert.
Fig. 14 smeden met ijzer