Wat is zandstralen?
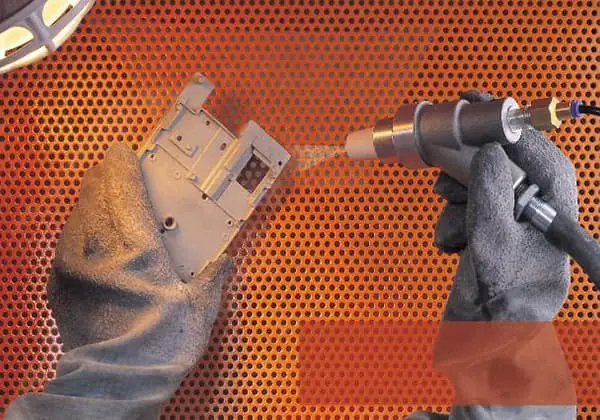
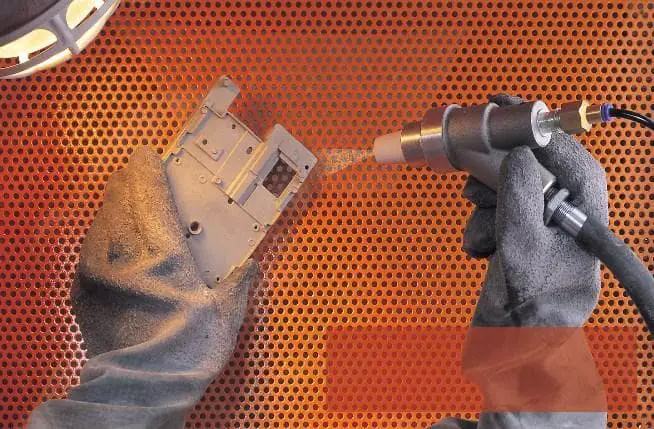
Zandstralen gebruikt perslucht als krachtbron om een straalstroom met hoge snelheid te creëren die abrasieve materialen (zoals koperertszand, kwartszand, diamantzand, ijzerzand en Hainanzand) op het oppervlak van het te behandelen werkstuk voortstuwt. Dit veroorzaakt veranderingen in het buitenoppervlak of de vorm van het oppervlak van het werkstuk.
Door de impact en de snijwerking van het slijtende materiaal op het oppervlak van het werkstuk krijgt het oppervlak van het werkstuk een bepaalde mate van reinheid en verschillende ruwheidsniveaus, waardoor de mechanische eigenschappen van het oppervlak van het werkstuk verbeteren.
Hierdoor wordt de vermoeiingsweerstand van het werkstuk verbeterd, de hechting tussen het werkstuk en de coating verbeterd en de duurzaamheid van de coating verlengd. Deze methode is ook gunstig voor het egaliseren en decoreren van de coating.
Belangrijkste toepassingsgebied van zandstralen
(1) Zandstralen voor de voorbehandeling van werkstukken vóór coating of verlijming kan alle verontreinigingen zoals roest verwijderen en een cruciale oppervlaktetextuur tot stand brengen, die algemeen bekend staat als "mat oppervlak". Verschillende ruwheidsniveaus kunnen worden bereikt door verschillende korrelgroottes van straalmateriaal te gebruiken, zoals het straalmiddel van zandstraalapparatuur, wat de hechting tussen het werkstuk en de coating of beplating sterk verbetert, of de hechting van de lijmverbindingen versterkt en de kwaliteit verbetert.
(2) Zandstralen kan alle verontreinigingen op het oppervlak van gietstukken en warmtebehandelde werkstukken, zoals achtergebleven oxide en olievlekken, verwijderen en het oppervlak polijsten om de gladheid van het werkstuk te verbeteren. Dit proces kan een uniforme metaalkleur opleveren, waardoor het uiterlijk van het werkstuk mooier en aantrekkelijker wordt.
(3) Zandstralen kan de kleine bramen op het oppervlak van bewerkte onderdelen schoonmaken en het oppervlak gladder maken, de schade van bramen elimineren en de kwaliteit van het werkstuk verbeteren. Zandstralen kan ook kleine afgeronde hoeken maken op de overgang van het werkstukoppervlak, waardoor het mooier en preciezer wordt.
(4) Na het zandstralen kunnen de mechanische onderdelen uniforme en fijne concaaf-convexe oppervlakken op het oppervlak produceren, die smeerolie kunnen opslaan, de smeringsomstandigheden verbeteren, het geluid verminderen en de levensduur van de machine verlengen.
(5) Zandstralen kan verschillende niveaus van reflectiviteit of subglans bereiken voor sommige speciale werkstukken, zoals polijsten van roestvrij staalplastic en jade, het oppervlak van houten meubels laten glanzen, patronen maken op gezandstraalde glazen oppervlakken of het oppervlak van stoffen laten pluizen. Het kan ook een decoratieve rol spelen.
Dingen waar je op moet letten bij zandstralen
- Voordat je met het werk begint, moet je beschermingsmiddelen dragen en tijdens het werk zijn blote armen niet toegestaan. Het minimumaantal werknemers moet twee zijn.
- De opslagtank, manometer en veiligheidsklep moeten regelmatig worden gecontroleerd. Het stof moet elke twee weken uit de opslagtank worden verwijderd en het filter in de zandtank moet elke maand worden gecontroleerd.
- Controleer of de ventilatiepijp en de deur van de zandstraalmachine dicht zijn. De ventilatie en ontstoffingsapparatuur moet vijf minuten voor het werk worden gestart. Als de ventilatie- en stofverwijderingsapparatuur faalt, mag de zandstraalmachine niet werken.
- De persluchtklep moet langzaam worden geopend en de luchtdruk mag niet hoger zijn dan 0,8MPa.
- De korrelgrootte van het zandstralen moet geschikt zijn voor het werk, meestal tussen 10 en 20, en het zand moet droog worden gehouden.
- Tijdens de werking van de zandstraalmachine is het verboden voor niet-verwant personeel om in de buurt te komen. Bij het reinigen en afstellen van de bedrijfsonderdelen moet de machine worden stilgezet.
- Stof op het lichaam blazen of grappen maken met perslucht is niet toegestaan.
- Na het werk moet de ventilatie- en stofverwijderingsapparatuur nog vijf minuten blijven werken voordat ze wordt uitgeschakeld om binnenstof af te voeren en de locatie schoon te houden.
- In het geval van een persoonlijk ongeval of een ongeval met apparatuur, moet de plaats van het ongeval worden bijgehouden en gerapporteerd aan de relevante afdeling.
Zandstraalproces
De voorbehandelingsfase van het zandstraalproces verwijst naar de oppervlaktebehandeling die moet worden uitgevoerd op het werkstuk voordat het wordt bespoten of gecoat met een beschermende laag.
De kwaliteit van de voorbehandelingsfase in het zandstraalproces beïnvloedt de hechting, het uiterlijk, de vochtbestendigheid en de corrosiebestendigheid van de coating. Als de voorbehandeling niet goed gebeurt, zal roest zich onder de coating blijven verspreiden, waardoor de coating in stukken afbladdert.
De levensduur van een coating kan 4 tot 5 keer verschillen tussen een zorgvuldig gereinigd oppervlak en een algemeen gereinigd werkstuk bij gebruik van de blootstellingsmethode voor coatingvergelijking. Er zijn veel methoden voor oppervlaktereiniging, maar de meest geaccepteerde methoden zijn reiniging met oplosmiddelen, beitsen met zuur, handgereedschap en elektrisch gereedschap.
Het zandstraalproces gebruikt perslucht als krachtbron om een hogesnelheidsstraalstroom te vormen, die abrasieve materialen op het oppervlak van het werkstuk spuit, waardoor het uiterlijk van het oppervlak verandert. Door de impact en het snijeffect van het straalmiddel op het oppervlak van het werkstuk krijgt het oppervlak een bepaalde mate van zuiverheid en verschillende ruwheid, waardoor de mechanische prestaties van het werkstukoppervlak verbeteren.
Classificatie van zandstraalmachines
Zandstraalmachines zijn de meest gebruikte producten in abrasieve straalbewerking. Zandstraalmachines worden over het algemeen onderverdeeld in twee categorieën: droge zandstraalmachines en vloeibare zandstraalmachines. Droge zandstraalmachines kunnen verder worden onderverdeeld in zuigmachines en drukstraalmachines.
I. Droge zandstraalmachines van het zuigtype
- Algemene onderdelen
Een complete droge zandstraalmachine van het zuigtype bestaat over het algemeen uit zes systemen: het constructiesysteem, het mediasysteem, het pijpleidingsysteem, het stofverwijderingssysteem, het besturingssysteem en het hulpsysteem.
- Werkingsprincipe
Droge zandstraalmachines van het zuigtype gebruiken perslucht als krachtbron. In het straalpistool wordt negatieve druk gevormd door de snelle beweging van de luchtstroom en het straalmiddel wordt door de zandtransportbuis getransporteerd. Het straalmiddel wordt in het straalpistool gezogen en uit de straalpijp op het te bewerken oppervlak gespoten, waardoor het verwachte bewerkingsdoel wordt bereikt. In de droge zandstraalmachine van het zuigtype is perslucht zowel de toevoer als de afvoer.
II. Druk-type droog zandstraalmachines
- Algemene onderdelen
Een complete werkeenheid van een droge zandstraalmachine van het druktype bestaat over het algemeen uit vier systemen: drukvat, mediastroomsysteem, pijpleidingsysteem en regelsysteem.
- Werkingsprincipe
Drukdroge zandstraalmachines gebruiken perslucht als krachtbron. De perslucht zorgt voor een werkdruk in het drukvat en het straalmiddel wordt door de zanduitlaatklep getransporteerd. Het straalmiddel wordt uit de straalpijp op het te bewerken oppervlak gespoten, waardoor het verwachte bewerkingsdoel wordt bereikt. In de droge zandstraalmachine van het druktype is de perslucht zowel de toevoer als de afvoer.
III. Machines voor vloeibaar zandstralen
Vergeleken met droge zandstraalmachines is het grootste voordeel van vloeibare zandstraalmachines de effectieve beheersing van stofvervuiling tijdens het zandstraalproces, wat de werkomgeving van zandstraaloperators verbetert.
- Algemene onderdelen
Een complete machine voor vloeibaar zandstralen bestaat over het algemeen uit vijf systemen: het structurele systeem, het systeem voor de voeding van de media, het pijpleidingsysteem, het besturingssysteem en het hulpsysteem.
- Werkingsprincipe
Vloeibare zandstraalmachines gebruiken de pomp voor de slijpvloeistof als krachtbron om de slijpvloeistof (een mengsel van straalmiddel en water) na agitatie in het straalpistool te brengen. Samengeperste lucht versnelt de slijpvloeistof en spuit deze uit de straalpijp op het te bewerken oppervlak, waardoor het verwachte bewerkingsdoel wordt bereikt. In de vloeibare zandstraalmachine is de pomp voor de slijpvloeistof de voedingsbron en de perslucht de versnellingsbron.
Reinigingsniveau
Er zijn twee representatieve internationale standaarden: de ene is de "SSPC-" geformuleerd door de Verenigde Staten in 1985, en de andere is de "Sa-" geformuleerd door Zweden in 1976, die is onderverdeeld in vier niveaus, namelijk Sa1, Sa2, Sa2.5 en Sa3. Het is een veelgebruikte internationale standaard en de gedetailleerde inleiding is als volgt:
Sa1-niveau - gelijkwaardig aan het US SSPC-SP7 niveau. De algemene en eenvoudige handmatige borstel- en schuurmethode wordt gebruikt. Dit is het laagste niveau van de vier reinheidsniveaus en de bescherming van de coating is slechts iets beter dan die van onbehandelde werkstukken. De technische normen voor behandeling op Sa1-niveau: het werkstukoppervlak mag geen zichtbaar vuil hebben zoals olie, vet, achtergebleven oxidehuid, roestvlekken en achtergebleven verf. Sa1-niveau wordt ook wel handmatig borstelreinigingsniveau (of veegniveau) genoemd.
Sa2-niveau - gelijkwaardig aan het US SSPC-SP6 niveau. Er wordt gebruik gemaakt van de zandstraalmethode, het laagste niveau van zandstraalbehandeling, dat wil zeggen de algemene eis, maar de bescherming van de coating is veel hoger dan die van handmatig borstelen. De technische normen voor behandeling op Sa2-niveau: het oppervlak van het werkstuk mag geen zichtbare olie, vuil, oxidehuid, roest, verf, oxide, corrosie en andere vreemde stoffen (met uitzondering van defecten) vertonen, maar de defecten zijn beperkt tot niet meer dan 33% van het oppervlak per vierkante meter, inclusief lichte schaduwen; lichte verkleuring door defecten en roestcorrosie; defecten aan oxidehuid en verf. Als er groeven zijn op het oorspronkelijke oppervlak van het werkstuk, blijven er lichte roest en verf achter op de bodem van de groef. Sa2-niveau wordt ook wel commercieel reinigingsniveau (of industrieel niveau) genoemd.
Sa2.5-niveau - wordt vaak gebruikt in de industrie en kan worden gebruikt als een technische acceptatievereiste en standaardniveau. Sa2.5 niveau wordt ook wel bijna-wit reinigingsniveau genoemd (bijna-wit of uit-wit niveau). De technische normen voor Sa2.5 niveau behandeling: hetzelfde als de eerste helft van Sa2 eisen, maar de gebreken zijn beperkt tot niet meer dan 5% van het oppervlak per vierkante meter, met inbegrip van lichte schaduwen; lichte verkleuring veroorzaakt door gebreken en roest corrosie; oxide huid en verf gebreken.
Sa3-niveau - gelijk aan het Amerikaanse SSPC-SP5 niveau, is het hoogste niveau van behandeling in de industrie, ook wel wit reinigingsniveau (of wit niveau) genoemd. De technische normen voor Sa3 niveau behandeling: hetzelfde als Sa2,5 niveau, maar 5% van schaduwen, gebreken, roest corrosie, enz. mag niet bestaan.
Anderen
Zandstralen: Een technische term voor de technologie voor het gieten van gouden en zilveren munten. Hierbij worden metalen zanddeeltjes van verschillende grootte en vorm op de mal van gouden en zilveren munten gebruikt om de gebieden met het patroon in uiterst gedetailleerde matte oppervlakken te spuiten. Tijdens de productie van gouden en zilveren munten verschijnt er een prachtige zilverlaag op de gebieden met het patroon, wat het gevoel van driedimensionaliteit en gelaagdheid versterkt.
Zandstralen (verwijzend naar roestverwijdering of beplating op metalen oppervlakken) maakt gebruik van kwartszand, gewoon kwartszand en geraffineerd kwartszand: met een hoge hardheid en goede roestverwijderingseffecten, de fysieke en chemische indicatoren zijn als volgt: SiO2≥98-99.8%, Fe2O3≤0.06-0.005%, refractoriness van 1750-1800℃, uniforme deeltjesverschijning, algemeen gebruikte deeltjesgroottes zijn 1-3MM en 0.1-0.3MM, zuiver wit.
Het deeltjesgroottebereik ligt meestal tussen 5 en 220 mesh en kan worden geproduceerd volgens de eisen van de gebruiker. Het wordt voornamelijk gebruikt in de metallurgie, siliciumcarbide, glas en glasproducten, email, staalafgietsels, waterfiltratie, alkali-weken van bloemen, chemische industrie en zandstralen.