
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
In dit bericht wordt een speciale markeermethode geïntroduceerd, die "materialen leent" voor blindefecten, van elkaars sterke punten leert om hun zwakke punten te compenseren en de toeslag van het te bewerken oppervlak herverdeelt; Vermijd het zware en neem het lichte en geef prioriteit aan het waarborgen van de belangrijkste afmetingen, die worden gebruikt om [...]...

In deze post wordt een speciale markeermethode geïntroduceerd die materialen "leent" voor blindefecten, van elkaars sterke punten leert om hun zwakke punten te compenseren en de toeslag van het te bewerken oppervlak herverdeelt;
Vermijd het zware en neem het lichte, en geef prioriteit aan het waarborgen van de belangrijkste dimensies, die worden gebruikt om de ongekwalificeerde blanco te verhelpen en het verlies te beperken.

Door mechanische bewerking is de contour van de blenk soms scheef of is het gat verschoven, zodat de vorm en grootte van de blenk het technische bereik overschrijden en ongekwalificeerde producten worden.
Als de offset en de scheefstand niet groot zijn, kan de tolerantie van elk te bewerken oppervlak worden herverdeeld door middel van graveren, zodat de ongekwalificeerde blenk kan worden verholpen.
Deze methode om de blanco te corrigeren wordt "lenen" genoemd.
Hier zijn twee fabrieksvoorbeelden om te illustreren wat "lenen" is en hoe je kunt "lenen".
Fig. 1 toont een schijfvormig gietstuk, met het binnengat concentrisch met de buitencirkel.
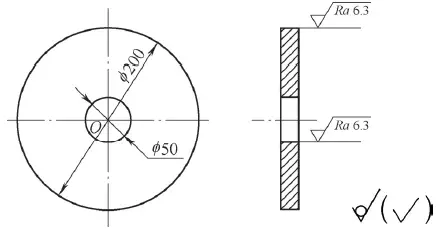
Fig. 1 Onderdelen voor schijfgieten
De normale blenk wordt getoond in Fig. 2, en het binnengat en de buitencirkel zijn in principe niet excentrisch.
Fig. 2 normaal blanco
Soms is er echter een excentriciteit tussen het binnengat en de buitencirkel van de gegoten blenk door gietfouten.
Fig. 3 toont de excentrische blenk met een excentriciteit van 8 mm.
Fig. 3 excentrische blinde
Vanwege de excentriciteit van 8 mm tussen het binnenste gat en de buitenste cirkel van de blenk, als het middelpunt van het binnenste gat O1 van de blanco wordt geselecteerd als markeringsreferentie (zie Fig. 4).
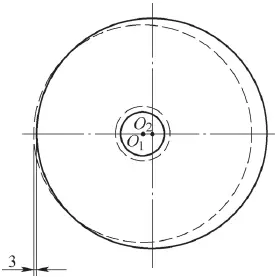
Fig. 4 neemt het middelpunt van de binnenboring O1 van de blenk als markeringsreferentie
Hoewel de bewerkingstoeslag van het binnengat geen probleem is, is de bewerkingstoeslag van de buitencirkel niet voldoende en het ergste is het ontbreken van 3 mm bewerkingstoeslag;
Als het middelpunt van de buitenste cirkel O2 van de blenk wordt gekozen als markeerreferentie (zie Fig. 5), hoewel de bewerkingstoeslag van de buitenste cirkel geen probleem is, is de bewerkingstoeslag van het binnenste gat niet voldoende, en het ernstigste deel is het ontbreken van 3 mm bewerkingstoeslag.

Fig. 5 neemt het buitenste cirkelmiddelpunt O2 van de blanco als markeringsreferentie
Uiteraard kan de binnenste opening of buitenste cirkel niet worden gebruikt als markeringsijkpunt.
Op dit moment moet de methode van "materialen lenen" worden gebruikt om te markeren.
De leenlijn wordt getoond in Fig. 6.

Fig. 6 Leenlijn
De specifieke methode is om het middelpunt van de verbindingslijn tussen het middelpunt van de binnenste opening O1 en het middelpunt van de buitencirkel O2 als de regelreferentie.
Door deze insnijding hebben het binnengat en de buitencirkel voldoende bewerkingstolerantie, het binnengat heeft minimaal 1 mm bewerkingstolerantie en de buitencirkel heeft minimaal 1 mm bewerkingstolerantie, dus deze insnijding is haalbaar.
Het voorkomt blanco schroot en recupereert het economische verlies.
De normale onbewerkte vorm van het te bewerken onderdeel uit Fig. 7 is weergegeven in Fig. 8, met 5mm speling aan één kant.
Echter, door de fout bij het gieten, ontbreekt er een stuk in de rechter benedenhoek van de blenk, en de defecte blenk is te zien in Fig. 9.

Fig. 7 te verwerken onderdelen

Fig. 8 normaal blanco
Fig. 9 defecte blanco
Aangezien de lengte van de inkeping in de rechter benedenhoek in horizontale en verticale richting respectievelijk 25 mm is, en de totale speling van de hele blenk in horizontale en verticale richting respectievelijk 10 mm is, is het uiteraard onmogelijk om dit onderdeel strikt volgens de tekening te verwerken.
Na overleg met de klant blijkt dat het onderdeel wordt gebruikt voor de ondersteuning van de lagerzitting.
Zelfs als er een kleine opening is in de rechter benedenhoek (zolang de lengte van de zijde niet groter is dan 12 mm), zal dit de normale werking niet ernstig beïnvloeden.
Daarom zijn, met toestemming van de klant, de volgende maatregelen genomen: het ijkpunt van de inscriptie was oorspronkelijk het midden O van het vierkant.
Beweeg hem nu respectievelijk 3 mm omhoog en naar links naar O1 punt.
Dat wil zeggen, de O1 punt wordt gebruikt als markeringsijkpunt (zie Fig. 10).

Fig. 10 nemen de O1 punt als de markeringsreferentie
Op deze manier hebben de linker- en bovenrand van het deel nog respectievelijk 2 mm speling en de onder- en rechterrand respectievelijk 8 mm speling en is de speling van de halfronde groef op dit moment ook voldoende.
Hoewel de inkeping in de rechter benedenhoek niet volledig kan worden vermeden, is de lengte van de overblijvende inkeping in de horizontale en verticale richtingen na verwerking respectievelijk slechts 9 mm, zodat het de gebruiksfunctie niet ernstig zal beïnvloeden en het verlies wordt goedgemaakt door materialen te lenen.
In een machinefabriek wordt de persoon die gespecialiseerd is in markeren lijnschrijver genoemd.
Over het algemeen zijn het ervaren oude werknemers.
Uit de bovenstaande voorbeelden blijkt dat de lijnkrabber een grote rol heeft gespeeld bij het waarborgen van de productkwaliteit en het besparen van kosten.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











