
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Wat als je de ingewikkelde Z-vormige buigingen in metaal met precisie en gemak zou kunnen perfectioneren? Dit artikel gaat in op de structurele nuances van Z-vormig buigen en de omvormmatrijs, met aandacht voor essentiële technieken en berekeningen. Je ontdekt hoe je buigprocessen optimaliseert, de spanningsverdeling begrijpt en samengestelde matrijzen gebruikt voor diverse plaatmaterialen. Of u nu een ingenieur of een machinist bent, u krijgt inzichten die de productie stroomlijnen en de nauwkeurigheid van uw metaalbewerkingsprojecten verbeteren. Duik in de materie om de complexiteit van het Z-vormig buigen onder de knie te krijgen en uw workflow te verbeteren.
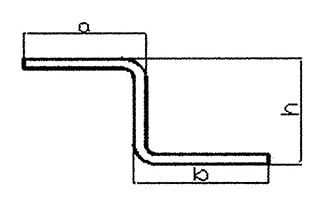
Het Z-vormige buigwerkstuk in figuur 1 is een veelvoorkomend onderdeel in de productie. De grootte van h wordt beperkt door de ondermatrijs, waarbij de minimale grootte die gebogen kan worden door de bestaande ondermatrijs wordt weergegeven in Tabel 1.
Tabel 1 Minimumgrootte buigen
| Plaatdikte | 1 | 1.5 | 2 | 2.5 | 3 |
| Minimumgrootte | 7 | 9.5 | 14 | 16 | 18 |
In de praktische productie, als er talrijke Z-vormige buigmatrijzen zijn die kleiner zijn dan de vermelde grootte, zou het ontwerp van een samengestelde buigmatrijs nodig zijn om primair te plooien. Deze samengestelde matrijs kan gebruikt worden om Z-vormige buigmatrijzen van verschillende afmetingen op verschillende plaatmaterialen te plooien.
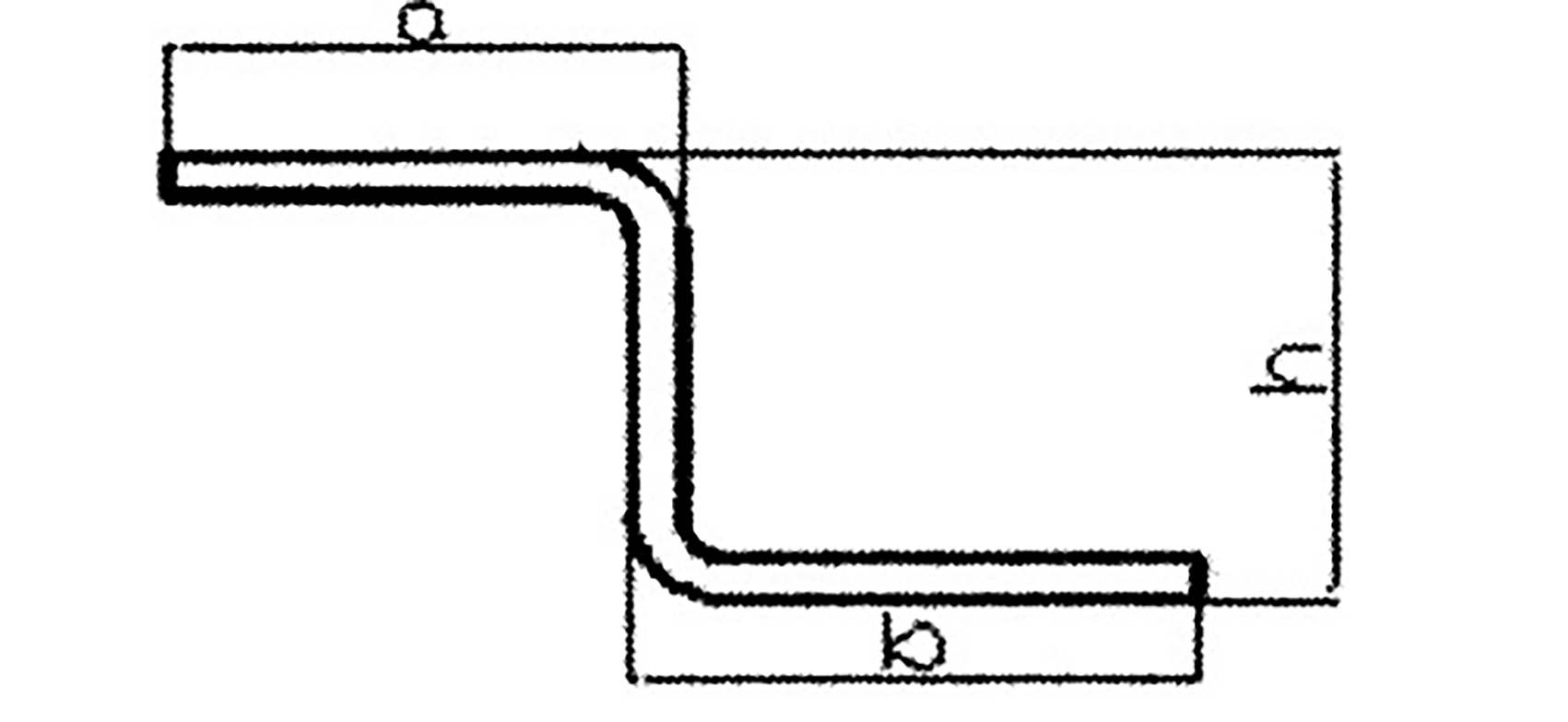
Fig. 1 Z-vormig buigmatrijs
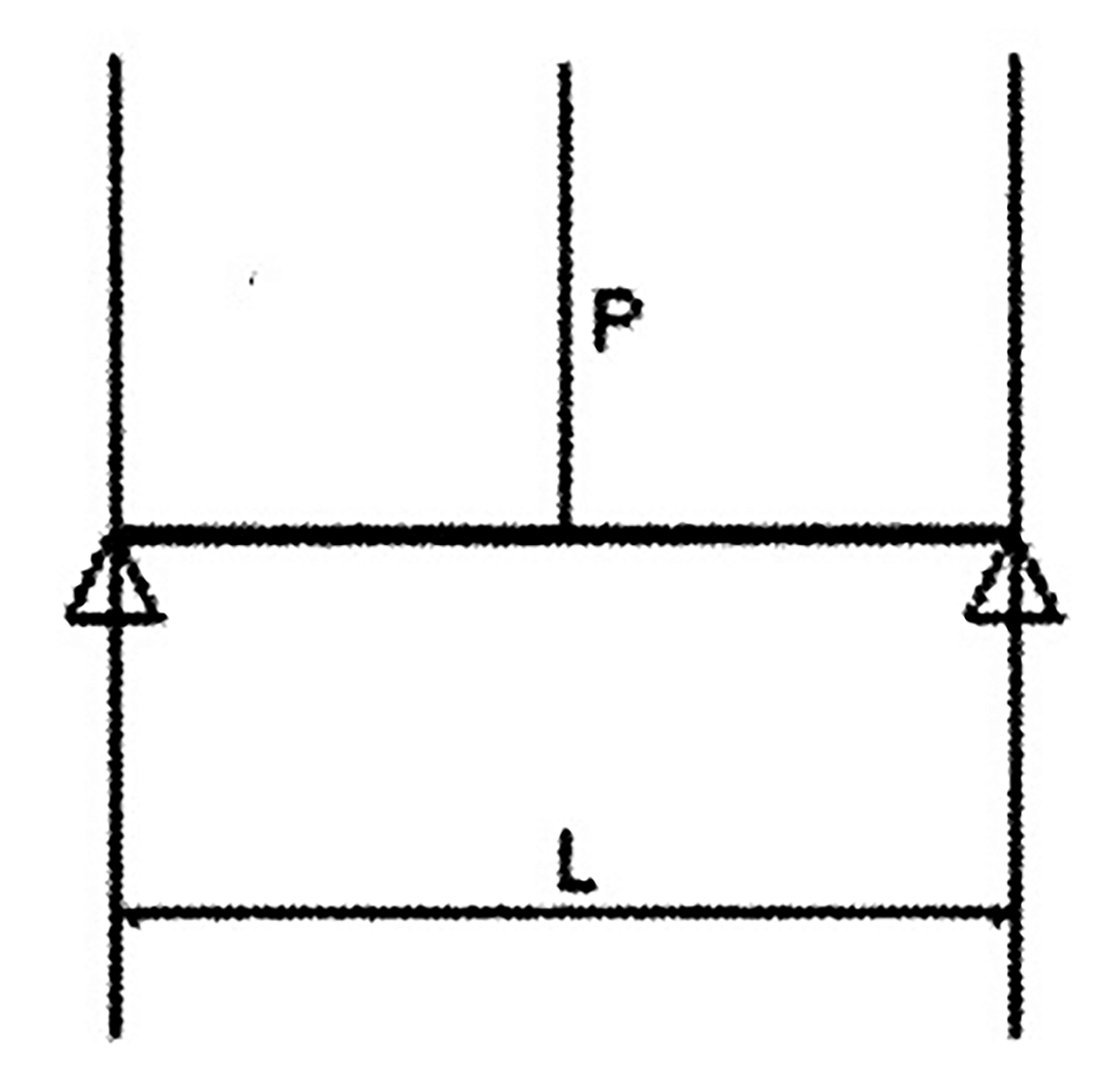
Fig. 2 Actiekrachtdiagram
Zoals weergegeven in Figuur 2, wanneer een plaatmetaal wordt blootgesteld aan buiging, ondergaat het buigmoment, afschuifkracht en lokale druk. Het belangrijkste effect van buigvervorming is echter het buigmoment.
Het uitoefenen van een externe kracht leidt tot de overeenkomstige vervorming van het plaatstaal, waardoor ook een interne kracht ontstaat die de vervorming tegengaat. De interne kracht is in evenwicht met de externe kracht en wordt gemeten als spanning, wat de interne kracht per oppervlakte-eenheid van het voorwerp is. Hoe hoger de externe kracht, hoe groter de spanning en vervorming.
Wanneer de uitwendige spanning van het materiaal onder de elasticiteitsgrens ligt, bevindt het plaatmetaal zich in een elastische vervormingstoestand. Volgens de wet van Hooke is de lineaire relatie tussen spanning en vervorming op de doorsnede het gevolg van de lineaire verandering in afstand tussen de vervorming en de centrale laag (verlenging van de buitenste laag en verkorting van de binnenste laag).
Als de externe kracht wordt verwijderd, neemt het plaatwerk zijn oorspronkelijke vorm weer aan. Als de externe kracht echter blijft toenemen, zal de mate van vervorming van het buiggedeelte blijven escaleren totdat de spanning veroorzaakt door de externe kracht gelijk is aan de vloeigrens van het materiaal, wat leidt tot plastische vervorming van het buitenmateriaal.
Naarmate de externe kracht toeneemt, neemt de plastische vervorming toe van het oppervlak naar het centrum. Zodra de externe kracht wordt verwijderd, verdwijnt de elastische vervorming onmiddellijk, maar de plastische vervorming blijft en resulteert in permanente buigvervorming.
Als de spanning veroorzaakt door de externe kracht de sterktelimiet van het materiaal overschrijdt, ondergaat het plaatwerk een breuk door plastische vervorming. Inwendige compressie tijdens buigen van plaatmetaal produceert ook plastische vervorming, maar dit type plastische vervorming verhoogt de spanning op het oppervlak zonder schade te veroorzaken en wordt daarom vaak genegeerd.
Nu observeren we zorgvuldig de plastische buigvervorming.
Onder invloed van het buigend moment zijn er drie gelijke lijnen op de plaatdoorsnede: ab= a1b1 = a2b2.
Na het buigen wordt de binnenlaag korter en de buitenlaag langer, dat wil zeggen ab < a1b1 < a2b2.
Daarom wordt het binnenmateriaal tijdens het buigen samengedrukt en wordt het korter, terwijl het buitenmateriaal wordt uitgerekt en uitgerekt.
Tussen spanning en compressie bevindt zich een laag materiaal die noch uitrekt noch samendrukt en die neutrale laag wordt genoemd. Deze laag blijft ongewijzigd in lengte en wordt niet langer of korter.
Bij het berekenen van het buigdeel wordt het opgedeeld in verschillende geometrische basiselementen, waaronder rechte lijnsegmenten en boogsegmenten. De lengte van elk element wordt afzonderlijk berekend en de totale lengte van alle elementen is de uitgevouwen lengte van het buigdeel.
Het Z-vormige buigdeel in Figuur 1 kan worden verdeeld in vijf eenheden, zoals weergegeven in Figuur 2. De eenheden 1, 3 en 5 zijn rechte lijnsegmenten, terwijl de eenheden 2 en 4 boogsegmenten zijn.
Zoals eerder besproken wordt de vezellaag met constante lengte in het midden voor en na het buigen de neutrale laag genoemd. Bij het berekenen van de uitzettingslengte van het boogsegment wordt eigenlijk de lengte van de neutrale laag van het boogsegment berekend.
De positie, x, van de neutrale laag vanaf de binnenkant van de boog (zoals getoond in Figuur 3) wordt meestal bepaald door de r/t-verhouding.
x = kt
Waar:
Waar:
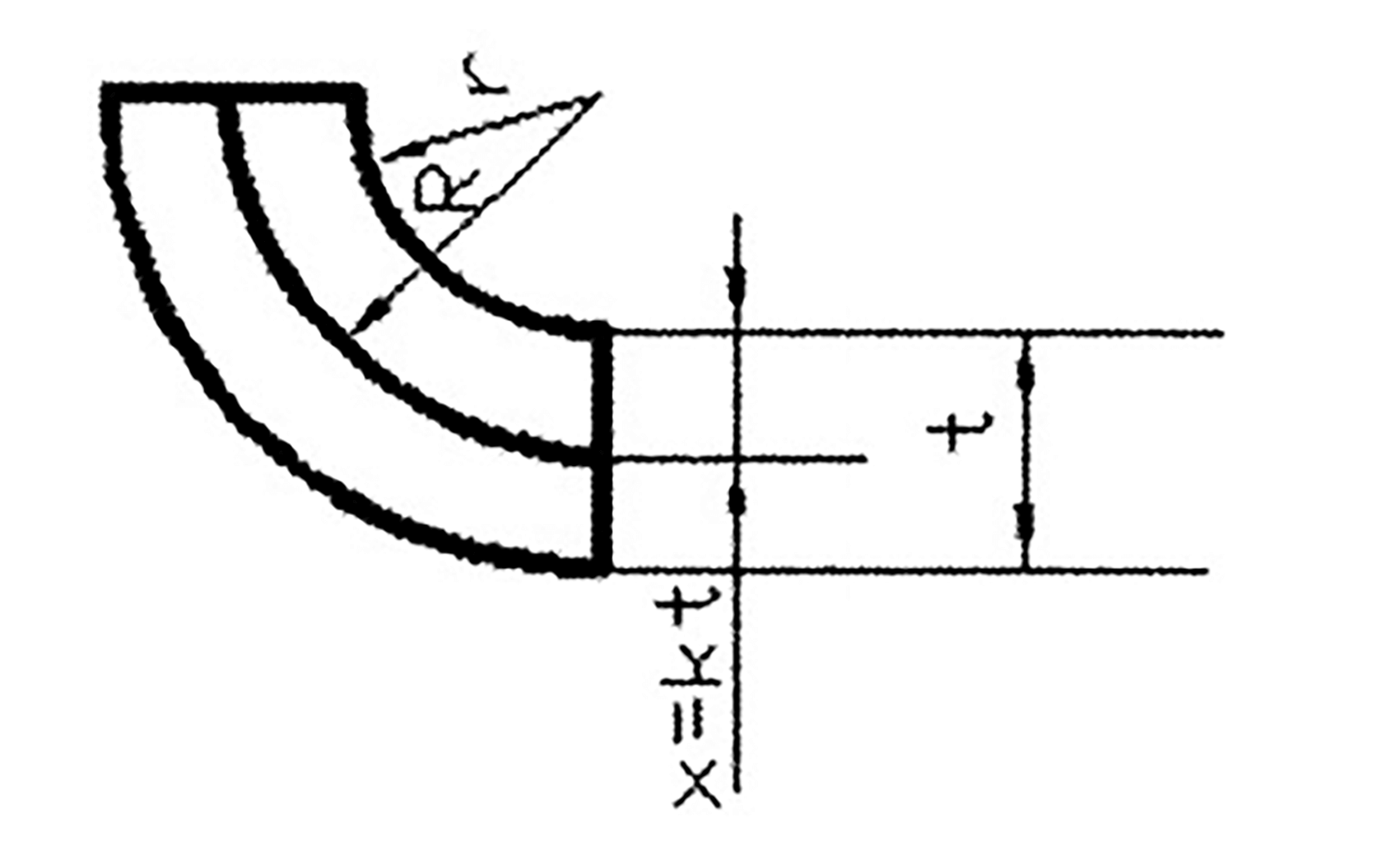
Fig. 3
De waarde van k varieert met de verhouding tussen de binnenstraal en de plaatdikte, zoals weergegeven in tabel 2:
Tabel 2
| r/t | 0.25 | 0.5 | 1 | 2 | 3 | 4 |
| k | 0.26 | 0.33 | 0.35 | 0.375 | 0.4 | 0.415 |
In de praktische productie is het meestal gebruikelijk om stalen platen in een vorm van 90 graden te buigen.
De berekening van de booglengte voor 90-graden buiging met verschillende r- en t-waarden kan worden verkregen door te verwijzen naar tabellen in praktische toepassingen.
Dit artikel richt zich op 90-graden haakse buigingen, maar het is niet efficiënt om de rechte lijn en boogsegmenten afzonderlijk te berekenen voor onderdelen met 90-graden haakse buigingen. buigen van plaatmetaal. In plaats daarvan worden ze gemarkeerd zoals in Figuur 1.
Bij het berekenen van het uitklapbare materiaal kunnen we de gemarkeerde afmetingen direct gebruiken om het berekeningsproces te vereenvoudigen.
Volgens figuur 1 wordt de ontwikkelde materiaallengte berekend:
L = a+b+h - 2x
Waar:
Tabel 3 Gemeenschappelijke buigcoëfficiënt x
| Plaatdikte t | Binnen buigradius r | |||
|---|---|---|---|---|
| 1.0 | 1.5 | 2.0 | 2.5 | |
| 0.5 | 1.0 | 1.2 | 1.4 | 1.6 |
| 1 | 1.9 | 2.1 | 2.3 | 2.5 |
| 1.5 | 2.5 | 2.7 | 2.9 | 3.1 |
| 2.0 | 3.4 | 3.6 | 3.8 | 4.0 |
| 2.5 | 4.0 | 4.2 | 4.4 | 4.6 |
| 3 | 4.9 | 5.1 | 5.3 | 5.4 |
Deze eenvoudige dobbelsteen is verschillend van de conventionele dobbelsteen.
Hij is ontworpen om eenvoudig, snel en gemakkelijk te verwerken en te vormen. Hoewel hij misschien niet zo nauwkeurig is als de conventionele matrijs, wordt hij toch gebruikt om producten snel en nauwkeurig te verwerken.
Het vervormingsdiagram van de samengestelde matrijs wordt getoond in Tabel 3.
Verwerkingsprincipe: De dikte van de pakking wordt aangepast om de gewenste breedte van de V-groef in de boven- en zijkanten te verkrijgen. onderste matrijsen om een eenmalige Z-voudige verwerking onder druk uit te voeren.
Matrijsstructuur: De Z-vormige buigmatrijs bestaat uit een bovenmatrijs, een ondermatrijs, een pakking en een hoekprismastaal.
Dikte pakking: De spacer is gemaakt van 0.5mm dik staal en wordt gestapeld om de vereiste dikte te bereiken.
Prisma staal: Een rechthoekig stuk staal in de matrijs, waarvan de vier hoeken zijn afgeschuind in zijden van 0,5 mm, 1,0 mm, 2,0 mm en 4,0 mm, zoals weergegeven in tabel 3.
De speciale eenvoudige matrijs wordt gebruikt om de gewenste breedte van de bovenste en onderste V-groef te bereiken door de grootte van het hoekige prismastaal en de dikte van de pakking aan te passen en vervolgens de Z-vormige verwerking in één pers uit te voeren.
Deze methode is gekozen vanwege de mogelijkheid om de V-sleuf te vergroten en vouwen te verminderen, dus voor verschillende plaatdiktes zijn verschillende tanden nodig, zoals weergegeven in tabel 4.
Tabel 4
| Plaatdikte | t<0.8 | 0.8<t<1.0 | 1.0<t<1.2 | 1.2<t1.5 | t>1.5 |
| Tand | 0.5 | 1.0 | 1,0 of 2,0 | 2.0 | 4.0 |
Debugging-methode van Z-vormige buigmatrijs:
1) Beide vouwen van de Z-vouw met rechte rand zijn 90°. De afstand tussen de twee gereedschapspunten is: 1.414/2×h;
2) Als de vouw in het werkstuk te diep is, moet een grote hoek worden gekozen.
b: pad ijzer; c: verhoging hoek R;
3) Als de hoogte wordt bereikt, maar de hoek groter is dan 90°, dan is a: excentriciteit van de matrijs.
b: Vergroot de dikte van de vulring;
4) Als de twee zijden van de Z-vouw niet evenwijdig zijn, kan dit worden bereikt door de dikte van de vulring te vergroten of te verkleinen.
Als de bovenste vouw groter is dan 90°, moet de dikte van de onderste matrijsvulling worden vergroot; en als de onderste vouw groter is dan 90°, moet de dikte van de bovenste matrijsvulling worden vergroot.
Z-bocht uitzettingsberekeningsmethode:
Als h > normale buiggrootte, moet het twee vouwen vouwen.
L=a + b + h - 2x
Waar:
Wanneer h < de normale buigmaat, wordt het geëxpandeerd door één stap te vormen.
L = a + B + h - 1,5x
Waar:
Een van de empirische formules in de praktijk is om 1,5x af te trekken van de totale afmeting van een vorm.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











