I. What Is Nondestructive Testing?
Nondestructive testing is a general term that refers to all technical means used to detect defects or nonuniformity in an object being tested, by utilizing the characteristics of sound, light, magnetism, and electricity.
Non-destructive testing refers to the method of inspecting and testing the internal and surface structures, conditions, and defects of a test piece, such as types, quantities, shapes, properties, locations, dimensions, distribution, and changes, by utilizing changes in heat, sound, light, electricity, magnetism, etc. caused by abnormal internal structures or defects in materials.
This is achieved without causing damage or affecting the performance of the object being tested, and without harming its internal organization. Physical or chemical methods are used, supported by modern technology and equipment.
Non-destructive testing is an indispensable and effective tool for industrial development. To a certain extent, it reflects the industrial development level of a country. The importance of non-destructive testing has been widely recognized.
II. Nondestructive Testing Methods
Common nondestructive testing methods: radiographic testing, ultrasonic testing (UT), magnetic particle testing (MT), liquid penetrant testing (PT) and X-ray testing (RT).
1. Radiographic Testing (RT)
1. Principles and Characteristics of Radiographic Testing (RT)
Radiographic Testing (RT), abbreviated as RT in the industry, is a crucial category of Industrial Nondestructive Testing.
The main application of RT is to detect macro geometric defects within a workpiece. Depending on different characteristics, RT can be divided into various methods, such as X-ray Computed Tomography (X-CT), Computed Radiography (CR), and Radiography, among others.
In the figure below:
- From the left in the first row: Stationary Magnetic Particle Detector;
- Second from the left in the first row: Protective Shielding Door of the Radiographic Testing Room.
- From the left in the second row: Portable X-ray Tube;
- Second from the left in the second row: Analog Ultrasonic Flaw Detector with Type A Display.
Radiography, a nondestructive testing method, utilizes X-rays produced by X-ray tubes or gamma rays produced by radioactive isotopes to penetrate the workpiece, with film serving as the recording medium. This method is the most basic and widely used radiographic testing method, it is also the main content of professional RT training.
2. Radiography Principle 1:
Radiographic testing essentially utilizes the energy of electromagnetic waves or radiation (X-rays and gamma rays). The rays interact with the material during penetration, causing its intensity to decrease due to absorption and scattering. The degree of intensity attenuation depends on the material’s attenuation coefficient and the thickness penetrated by the rays.
3. Radiography Principle 2:
If a defect exists in a particular part of the radiographed object (workpiece), and the attenuation coefficient of the material constituting the defect is different from the specimen (for example, in a weld seam, the air in a porosity defect has a far lower attenuation coefficient than steel), the transmitted ray intensity of that local area will differ from its surroundings.
Placing the film in an appropriate position to be exposed to the transmitted rays, a negative is obtained after darkroom processing.
After the rays penetrate the workpiece, due to the different transmitted ray intensities between the defective and intact parts, the corresponding parts on the film will show different degrees of blackness.
Radiographic inspectors can identify the location and nature of the defect by observing the differences in the film’s blackness. The basic principles described above are similar to taking X-rays in a hospital.
4. Characteristics of Radiography
(1) Scope of Application
Radiography is suitable for butt joints of various fusion welding methods (arc welding, gas shielded welding, slag welding, gas welding, etc.), it can also inspect cast steel pieces, and under special circumstances, it can be used to inspect corner welds or other special structural workpieces.
(2) Advantages of Radiography
a) Direct visualization of defects: Radiography uses film as the recording medium, defects’ nature, quantity, size, and location can be accurately determined by observing the film.
b) Easy detection of defects causing local thickness differences: It has a high detection rate for defects such as porosity and slag inclusion.
c) Radiography can detect length and width dimensions in the order of millimeters and sub-millimeters, or even less, and there is virtually no detection thickness lower limit.
d) Nearly applicable to all materials, it can achieve good results on metals such as steel, titanium, copper, and aluminum. This method does not require strict shapes, surface roughness of the specimen, and the material’s grain size does not affect it.
(3) Limitations of Radiography
a) The detection rate of crack-like defects is affected by the radiographic angle, and it cannot detect thin-layer defects perpendicular to the direction of radiation, such as delamination in steel plates.
b) The upper detection limit is constrained by the penetrating power of the rays, for example, a 420kv X-ray machine can penetrate a maximum steel thickness of approximately 80mm, and the gamma rays from a Cobalt-60 radioactive isotope (Co60) can penetrate a maximum steel thickness of approximately 150mm. For larger thickness workpieces, special equipment – accelerators, are needed, which can penetrate a thickness of over 400mm.
c) Generally not suitable for the testing of steel plates, steel pipes, forgings, and it is rarely used for the inspection of joints in brazing, friction welding, and other welding methods.
d) Radiography has higher testing costs and slower testing speed.
e) Radiation is harmful to the human body, protective measures are required.
2. Ultrasonic Testing (UT)
Ultrasonic Testing (UT), commonly abbreviated as UT, is the most widely used, frequently applied, and rapidly developing technology in the field of Nondestructive Testing.
It serves multiple purposes in quality control during product manufacturing, raw material inspection, and process improvement. It is also an indispensable tool in equipment maintenance.
Ultrasonic testing (UT) is a nondestructive testing method widely used in various industries.
When an ultrasonic wave enters an object and encounters a defect, a portion of the wave gets reflected.
By analyzing the reflected wave using a transmitter and receiver, the defect can be accurately measured. The location and size of the internal defect can be displayed, and the thickness of the material can be determined.
1. Ultrasonic Testing Applications
The primary applications of Ultrasonic Testing are the detection of macroscopic defects inside workpieces and measurement of material thickness.
2. Ultrasonic Inspection Classification
Ultrasonic Testing can be categorized into various methods based on different characteristics:
(1) Classification by principle: Ultrasonic Pulse Reflection Method, Time of Flight Diffraction (TOFD), etc.
(2) Classification by display mode: Type A display, Ultrasonic Imaging Display (B, C, D, P Scanning Imaging, Dual Control Array Imaging, etc.).
3. Principle of Ultrasonic Testing
Ultrasonic Testing essentially relies on the interaction between ultrasonic waves and materials: reflection, refraction, and diffraction.
(1) What is an ultrasonic wave?
We refer to mechanical waves that can cause auditory sensation as sound waves, with frequencies between 20-20000Hz. Mechanical waves with frequencies above 20000Hz are known as ultrasonic waves, which are inaudible to humans. For the inspection of metals like steel, we usually use ultrasonic waves with frequencies ranging from 0.5 to 10MHz. (1MHz=10^6Hz)
(2) How are ultrasonic waves emitted and received?
The core component of the Ultrasonic Testing probe is a piezoelectric crystal, which possesses the piezoelectric effect: under alternating compressive and tensile stress, the crystal can produce an alternating electric field.
When a high-frequency electric pulse excites the piezoelectric crystal, it triggers the inverse piezoelectric effect, converting electrical energy into acoustic energy (mechanical energy).
The probe intermittently emits ultrasonic waves in pulse form, known as pulse waves. When the probe receives ultrasonic waves, it triggers the direct piezoelectric effect, converting acoustic energy back into electrical energy.
The conventional probe used in Ultrasonic Testing usually consists of a piezoelectric crystal, damping block, connector, cable, protective film, and shell. It generally falls into two categories: straight probe and angled probe. The latter often includes a wedge to angle the crystal at a certain angle to the incident surface.
The following image is a structural diagram of a typical angled probe.
The following image is a physical image of an angled probe:
The probe model is 2.5P812 K2.5, its parameters are:
a) 2.5 represents the frequency f: 2.5MHz;
b) P indicates that the crystal material is lead zirconate titanate ceramic, which has the advantages of good temperature stability, excellent electrical properties, easy manufacturing, and low cost;
c) 812 indicates that the rectangular crystal size is: 8mm*12mm;
d) K2.5 indicates: the tangent of the refractive angle of the angled probe is 2.5, i.e., tan(68.2°)=2.5, and its refractive angle is 68.2°.
Working principle of Type A display ultrasonic pulse reflection method
The pulse wave generated by the sound source enters the workpiece, and the ultrasonic wave propagates forward in the workpiece in a certain direction and speed. When it encounters an interface with different acoustic impedances on both sides (usually because of some discontinuity in the material, such as cracks, pores, inclusions, etc.), a part of the sound wave is reflected.
The testing equipment receives and displays it: the amplitude and position of the sound wave are analyzed to evaluate whether a defect exists or the size and location of the existing defect.
Characteristics of Type A display ultrasonic pulse reflection method
Scope of application
It is applicable to various workpieces made of metals, non-metals, and composite materials.
a) Raw material and component inspection: steel plates, steel forgings, aluminum and aluminum alloy plates, titanium and titanium alloy plates, composite plates, seamless steel tubes, etc.
b) Butt welding joint inspection: steel butt joints (including pipe seat angle welds, T-shaped welding joints, brackets and structural parts), aluminum and aluminum alloy butt joints.
The following image is a steel butt joint: T-shaped welding joint.
Advantages of Type A display ultrasonic pulse reflection method
a) Strong penetration ability, capable of detecting internal defects in workpieces with a large range of thicknesses. For metal materials, it can inspect thin-walled tubes and plates with a thickness of 1-2mm, as well as several meters long steel forgings.
b) Accurate defect location.
c) High detection rate for area-type defects.
d) High sensitivity, capable of detecting very small defects inside the workpiece. The theoretical sensitivity of ultrasonic testing is about half of the ultrasonic wavelength. For steel parts inspected with a 2.5MHz frequency ultrasonic angled probe, the sensitivity is about 0.65mm.
e) Low inspection cost, fast speed, portable equipment, harmless to humans and the environment, convenient for on-site use.
Limitations of Type A display ultrasonic pulse reflection method
a) Further study is needed to accurately qualify and quantify defects in workpieces.
b) It is difficult to perform ultrasonic testing on workpieces with complex shapes or irregular outer shapes.
c) The position, orientation, and shape of the defect have a certain impact on the test results.
d) The material and grain size of the workpiece greatly affect the test.
e) The test results are not intuitive, and there is no direct witness record of the test results.
4. Advantages of ultrasonic testing:
- It has a high penetration ability; for instance, it can effectively detect steel up to a depth of more than 1 meter.
- It has high sensitivity for detecting planar defects like cracks and interlayers, and it can measure the depth and relative size of defects.
- The equipment is portable, safe to operate, and easy to use for automatic inspection.
5. Disadvantages:
Inspecting a workpiece with a complex shape is challenging, particularly when the surface being inspected requires a certain degree of finish. In order to ensure full acoustic coupling, a coupling agent must be used to fill the gap between the probe and the surface being inspected.
3. Magnetic Particle Test (MT)
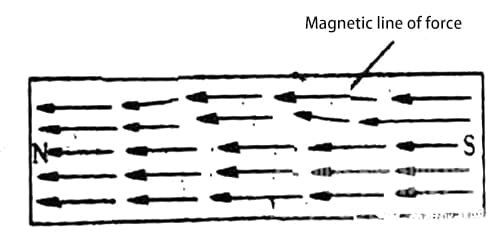
To begin with, let us grasp the principle behind magnetic particle testing.
When ferromagnetic materials and workpieces are magnetized, the presence of discontinuity causes the magnetic lines of force on and near the surface of the workpiece to become locally distorted, creating a magnetic leakage field. This field attracts the magnetic particles that are applied to the surface of the workpiece, resulting in visible magnetic marks that reveal the position, shape, and size of any discontinuity when viewed under appropriate lighting.
Magnetic Particle Testing (MPT), commonly abbreviated as MT by industry insiders, is a well-established nondestructive testing method. It finds extensive application in various fields such as aerospace, weaponry, shipbuilding, railways, automotive, oil and gas, chemical industry, boiler pressure vessels, and pressure piping.
The primary application of Magnetic Particle Testing is to detect macroscopic geometric defects on the surface and near-surface of ferromagnetic workpieces, such as surface porosity and cracks.
1. Methods of Magnetic Particle Inspection
Based on different characteristics, magnetic particle testing can be divided into various methods:
(1) According to the time of applying magnetic particles, it can be divided into: Continuous Method and Residual Method.
a) Continuous Method: Applying magnetic powder while magnetizing the workpiece.
b) Residual Method: First magnetizing the workpiece, and after stopping the magnetization, the residual magnetism of the workpiece is utilized, followed by applying the magnetic powder.
(2) Based on the display materials, it can be divided into: Fluorescent Method and Non-Fluorescent Method.
a) Fluorescent Method: Using fluorescent magnetic powder to observe magnetic traces under a black light lamp.
b) Non-Fluorescent Method: Using common black or red magnetic powder to observe magnetic traces under normal lighting conditions.
(3) According to the carrier of the magnetic powder, it can be divided into: Wet Method and Dry Method.
a) Wet Method: The carrier of the magnetic powder is liquid (oil or water).
b) Dry Method: Applied directly in the form of dry powder on the workpiece, this method is only used in special circumstances.
For instance, magnetic particle inspection of general pressure vessel welds would employ: Wet Method + Non-Fluorescent Method + Continuous Method. This means we will disperse black or red magnetic powder in a carrier of water or oil (i.e., magnetic suspension) under normal lighting conditions, and apply the magnetic suspension while magnetizing the weld, observing for the formation of magnetic traces simultaneously.
Below is a typical application of the Wet Method + Non-Fluorescent Method + Continuous Method in magnetic particle inspection. The process involves magnetization via a cross magnetic yoke machine, combined with black magnetic powder.
The following diagram illustrates the detection of crack defects using magnetic particle inspection on the circumferential butt weld of a spherical tank. The magnetic traces are large and clear.
The image below shows a butt weld pipe. The magnetic traces aren’t as apparent as in the previous image. Can you still spot them?
2. Magnetic Particle Inspection Principle
Magnetic particle inspection essentially utilizes the changes in material magnetism.
When a ferromagnetic workpiece is magnetized, if the workpiece material is continuous and uniform, the magnetic induction lines in the workpiece will be largely confined within the workpiece, with almost no magnetic induction lines passing out or into the workpiece from the inspected surface, resulting in no significant leakage magnetic field. As shown below:
(1) No Leakage Magnetic Field
When there are discontinuities on the workpiece surface that cut the magnetic force lines, due to the low magnetic conductivity and high magnetic resistance of the discontinuous parts, the magnetic induction lines will change their paths.
Most of the changed-path magnetic flux will pass through the workpiece from the lower magnetic resistance discontinuity bottom.
When the magnetic induction intensity of the workpiece is relatively high, the bottom of the workpiece at the discontinuity cannot accept more magnetic flux, or when the size of the discontinuity is large, some magnetic flux will escape from the discontinuity and cross over the upper part of the discontinuity before re-entering the workpiece.
This leakage of magnetic flux will cause the parts on both sides of the discontinuity to polarize, forming the so-called leakage magnetic field. As shown below:
(2) Existing Leakage Magnetic Field
Basic principle of magnetic particle inspection: After the workpiece is magnetized, if there are discontinuities (such as cracks) on the surface and near the surface of the workpiece, a leakage magnetic field (i.e., leakage magnetic field) will form on the surface of the discontinuous parts.
By attracting and gathering the magnetic particles applied during the inspection process through the leakage magnetic field, magnetic traces are eventually formed, which can provide a display of the defect’s location, shape, and size.
3. Characteristics of Magnetic Particle Inspection
(1) Scope of Application
Magnetic particle inspection can be used to inspect raw materials and semi-finished products such as sheets, profiles, pipes, and forged blanks. It can also be used for in-process and final inspection of forged steel parts, welded parts, and cast steel parts during manufacturing. Furthermore, it can be used for in-service inspection of important machinery, pressure vessels, oil storage tanks, and other industrial facilities.
(2) Advantages of Magnetic Particle Inspection
a) It provides an intuitive display of defect shape, location, size, and severity and can roughly determine the nature of the defect.
b) It has high sensitivity. The magnetic traces formed by the accumulation of magnetic particles on defects have an amplifying effect. It can detect a minimum defect width of approximately 0.1μm and can discover micro-cracks of about 10μm in depth.
c) It has good adaptability, is almost unlimited by the size and shape of the test piece, and through the comprehensive adoption of various magnetization methods, defects in all directions on the workpiece can be detected.
d) The inspection speed is fast, the process is simple, the operation is convenient, the efficiency is high, and the cost is low.
(3) Limitations of Magnetic Particle Inspection
a) It can only be used to inspect ferromagnetic materials such as carbon steel and alloy structural steel, and cannot be used to inspect non-ferromagnetic materials such as magnesium, aluminum, copper, titanium, and austenitic stainless steel.
b) It can only be used to detect surface and near-surface defects and cannot detect defects buried too deep. The buried depth of detectable subsurface defects generally does not exceed 1~2mm.
c) It is difficult to quantitatively determine the depth of defect burial and the height of the defect itself.
d) The visual inspection method is commonly used to check defects. The judgment and interpretation of magnetic traces require technical experience and quality.
It may be challenging to identify shallow scratches on the surface, deep holes that are buried, and delaminations and folds with an angle less than 20° to the workpiece surface.
4. Penetrant Testing (PT)
Penetrant Testing (PT), one of the earliest methods of Nondestructive Testing (NDT) in the industry, is widely used in various fields of modern industry due to its simplicity and ease of operation.
1. Applications of Penetrant Testing
It is used to inspect surface opening defects, such as surface cracks, in metal (steel, aluminum alloys, magnesium alloys, copper alloys, heat-resistant alloys, etc.) and non-metal (plastic, ceramics, etc.) workpieces.
During the manufacturing and operation of industrial products, surface cracks with a width of several micrometers may occur. Studies in fracture mechanics have shown that under harsh working conditions, these tiny cracks can be the sources of equipment failure.
2. Methods of Penetrant Testing
Based on different characteristics, Penetrant Testing can be divided into several different methods:
By display materials, it can be divided into Fluorescent and Non-Fluorescent methods. The former is called “Fluorescent Penetrant Testing,” and the latter is called “Color Penetrant Testing.”
A typical schematic diagram of defects in Fluorescent Penetrant Testing.
Micro-cracks that are invisible to the naked eye become especially noticeable as yellow-green fluorescence under the irradiation of a UV lamp after Fluorescent Penetrant Testing, as shown in the diagram below:
3. Principle of Penetrant Testing
Penetrant testing fundamentally utilizes the surface energy of liquids.
When a liquid comes in contact with a solid interface, one of the following three phenomena occur, with θ denoting the contact angle, as illustrated below:
(a) θ=0°, complete wetting;
(b) θ<90°, partial wetting;
(c) θ>90°, no wetting.
For a given liquid, the smaller the surface tension, the less work is required to overcome this force when the liquid spreads across the interface, resulting in better wetting.
—Surface tension is the tension acting along the surface of any boundary line caused by imbalanced molecular forces in the liquid surface layer.
Capillary Phenomenon:
This is observed when a liquid wets a capillary tube or an object with minute gaps, and the liquid flows along these tiny crevices.
If a liquid can wet a capillary tube, the liquid rises in the tube. The smaller the inner diameter of the tube, the higher the water level within it. For example, water rises within a glass capillary tube, similar to water seeping into the capillary.
If a liquid cannot wet a capillary tube, the liquid level lowers in the tube. For example, mercury (Hg) within a glass capillary tube causes the liquid level to drop.
Basic Principle of Penetrant Testing:
Due to the capillary phenomenon, when people apply a penetrant containing fluorescent or color dyes to the surface of a test piece, the penetrant permeates into various small defects open to the surface (small openings are similar to capillaries, and the penetrant seeping into small defects is akin to the wetting phenomenon). After removing excess penetrant attached to the test piece surface and drying, developers are then applied. Under the capillary action, the penetrant in the defects is reabsorbed onto the surface of the test piece, creating an amplified display of the defects. Visual inspection can then be used to observe the shape, size, and distribution of the defects.
4. Characteristics of Penetration Testing
- Applications
Penetration testing can be applied to detect surface defects in a variety of metal and non-metal materials, both magnetic and non-magnetic. With the exception of porous materials, which are difficult or impossible to test, this method can be used on virtually any material to identify surface defects, yielding satisfactory results.
- Advantages of Penetration Testing
(a) It is not limited by the magnetic properties, shape, size, structural composition, chemical composition, or defect orientation of the workpiece being tested. A single operation can detect defects in all directions.
(b) The operation is simple and the equipment is straightforward.
(c) The defect display is intuitive and highly sensitive.
- Limitations of Penetration Testing
(a) It can only detect surface defects in materials. For defects hidden within materials, penetration testing is powerless. It must be noted that due to the difficulty in interpreting defect images in porous materials, penetration testing is not suitable for surface defects in these materials.
(b) The components of the penetrant can be corrosive to the test piece, so strict control of trace elements like sulfur and sodium is required.
(c) The organic solvents used in penetrants are volatile, and industrial dyes can be toxic, necessitating protective measures against inhalation.
5. X-ray Testing
Radiographic testing is used because X-rays are absorbed differently by different substances and thicknesses, resulting in varying intensities of X-rays passing through the irradiated object.
When the negative film is placed on the opposite side of the irradiated object, corresponding graphics are generated due to the differing X-ray intensities.
Based on the resulting images, the film evaluator can determine whether there are defects inside the object, and the nature of those defects.
Applicability and limitations of radiographic testing:
- It is sensitive in detecting volumetric defects and facilitates defect characterization.
- Radiographs are easy to retain and trace.
- They provide visual display of the shape and type of defects.
- However, there are limitations to this method as it cannot determine the buried depth of defects and has a limited detection thickness. Additionally, negatives require special washing, which is harmful to the human body and can be expensive.
6. Eddy Current Testing (ET)
Eddy Current Testing (ET), holds a significant position in the field of Nondestructive Testing (NDT). It plays an increasingly important role in various sectors such as aerospace, metallurgy, machinery, electric power, chemical industry, and nuclear energy.
1. Applications of Eddy Current Testing
This method is used to detect macroscopic geometric defects on the surface and near-surface of conductive metal materials, as well as for coating thickness measurement.
2. Methods of Eddy Current Testing
Based on different characteristics, Eddy Current Testing can be divided into several methods:
1) Classification by the form of the testing coil:
a) Outer type: The test sample is placed inside the coil for testing, suitable for detecting defects on the outer wall of tubes, rods, and wire.
b) Inner type: Testing is performed inside the tube, specifically for inspecting defects on the inner wall of thick-walled tubes or drilled holes.
c) Probe type: Placed on the surface of the sample for testing, suitable not only for simple-shaped plates, rods, and large diameter tubes but also for complex-shaped mechanical parts.
2) Classification by the structure of the testing coil:
a) Absolute method: The coil consists of a single coil.
b) Differential method: Consists of two oppositely connected coils.
c) Self-comparison method: Multiple coils are wound around a single frame.
d) Standard comparison method: Wound around two frames, one coil contains a standard sample, the other is used for actual testing.
3) Classification by the electrical connection of the testing coil:
a) Self-induction method: The testing coil uses a single winding for both excitation and detection.
b) Mutual induction method: The excitation winding and detection winding are separate.
c) Parameter type: The coil itself is a component of the circuit.
3. Principle of Eddy Current Testing:
The essence of Eddy Current Testing is the utilization of the principle of electromagnetic induction.
Regardless of the cause, any change in the magnetic flux passing through the closed loop will generate a current in the circuit. This phenomenon of exciting a current due to changes in the magnetic flux in the loop is called electromagnetic induction, and the current produced in the loop is called induced current.
The circuit contains two mutually coupled coils. If alternating current is applied to the primary coil, an induced current is generated in the secondary coil under the action of electromagnetic induction. Conversely, the induced current will affect the relationship between the current and voltage in the primary coil, as shown in the figure below.
4. Characteristics of Eddy Current Testing:
- Application Range:
a) Process Inspection and Final Product Testing: Quality control during the manufacturing process, or elimination of defective finished products.
b) In-service Inspection: Regular inspection of mechanical components and heat exchange tubes, etc.
c) Other Applications: Thickness measurement of metal sheets and coatings, material sorting, and electrical conductivity measurement, etc.
- Advantages of Eddy Current Testing:
a) The inspection does not require contact with the workpiece or coupling agent, and can be carried out at high temperatures. Meanwhile, the probe can be extended to remote areas for inspection, effectively inspecting narrow areas and deep hole walls of the workpiece.
b) It has a high sensitivity for detecting surface and near-surface defects.
c) High-speed, efficient automated inspection of tubes, rods, and wires is easy to achieve. The inspection results can be digitally processed, then stored, reproduced, and data processed.
- Limitations of Eddy Current Testing:
a) It is only applicable to the inspection of conductive metal materials or non-metallic materials that can induce eddy currents.
b) It is only suitable for detecting surface and near-surface defects of the workpiece, and cannot detect deep internal defects of the workpiece.
c) There are many factors affecting the eddy current effect. Currently, qualitative and quantitative defect identification is still relatively challenging.
III. Wrap It Up
In summary, ultrasonic and X-ray flaw detection are effective for detecting internal defects. Ultrasonic waves are suitable for parts with regular shapes above 5mm. However, X-ray cannot locate the buried depth of defects and involves radiation.
Magnetic particle and penetrant testing are useful for detecting surface defects in tested parts. Magnetic particle inspection is limited to the detection of magnetic materials, while penetrant inspection is only suitable for detecting surface-opening defects.