The hydraulic control system comprises sophisticated hydraulic components and precision transducers. Key elements include directional control valves, pressure control valves, flow control valves, hydraulic pumps (such as gear, vane, and piston pumps), actuators (cylinders and motors), accumulators, and fluid conditioning equipment.
Hydraulic control technology is a cornerstone of modern automatic control systems, distinguished by its unique characteristics of high power density, rapid response, and smooth operation. Its prominent benefits include the ability to generate large forces and torques in compact packages, excellent overload protection, and precise motion control capabilities.
This technology exemplifies the synergy between electromechanical and fluid power systems, as evidenced in advanced electrohydraulic servo systems. These systems utilize closed-loop control with dynamic response and negative feedback mechanisms to achieve high-precision positioning and force control. The integration of mechanical, electrical, and hydraulic subsystems creates a versatile and robust dynamic system capable of meeting demanding industrial requirements.
The widespread adoption of hydraulic control technology spans numerous industries, each leveraging its specific advantages:
- Equipment Manufacturing: Provides high-force actuation for presses, injection molding machines, and material handling equipment.
- Automotive: Enables power steering, braking systems, and active suspension systems.
- Aerospace: Critical for flight control surfaces, landing gear, and thrust reversers.
- Defense: Utilized in weapon systems, armored vehicle suspensions, and naval vessel stabilizers.
- Metallurgy: Powers rolling mills, forging presses, and continuous casting machines.
- Marine: Essential for steering gear, winches, and offshore drilling equipment.
- Medical Engineering: Drives precision instruments and patient positioning systems.
Open-loop hydraulic control and closed-loop hydraulic control
Just like the electromechanical control system, the hydraulic control system can be divided into open-loop and closed-loop control.
To illustrate the difference between the two, we will use the control of the machine tool movement beam as an example.
The machine tool movement beam is a common control object and serves as the workbench body of the machine tool. It is mounted on the slide guide of the machine tool body.
Different machine tools have varying performance requirements for the movement beam. For instance, the surface grinder’s motion beam only requires a steady horizontal reciprocating motion and does not require precise control of its displacement.
On the other hand, the NC machining center or CNC milling machine’s motion beam is used for precision feed motion, and its movement displacement must be precisely controlled to ensure proper machining quality.
In the case of the electro-hydraulic press brake, the ram’s movement distance also requires high accuracy to maintain consistent bending angles and avoid reduced bending effects.
To better understand the difference between open-loop and closed-loop hydraulic control, we will use the machine tool movement beam as a controlled object and build three common hydraulic control systems using electromagnetic directional valves, electromagnetic proportional directional valves, and electro-hydraulic servo valves as the main control components.
1.1 Hydraulic control system built with the electromagnetic directional valve.
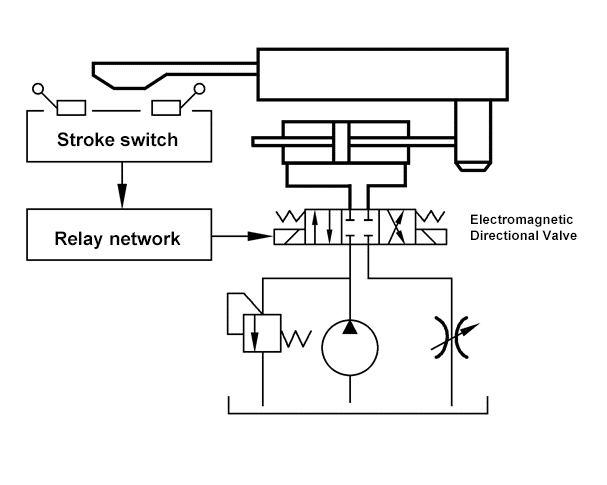
The hydraulic control scheme can be used for the horizontal reciprocating worktable of a typical surface grinding machine, as shown in Figure 1.1.
This hydraulic control system uses an electromagnetic directional valve.
A three-position four-way electromagnetic directional valve serves as the control unit, and a travel switch or proximity switch provides instructions. An electric relay forms a logical computing network.
This setup enables the control signal logic operation and power amplification, generating enough electromagnet to control the electromagnetic directional valve.
The valve core of the electromagnetic directional valve has three positions: left, middle, and right, and it can control the oil circuit breaker and switch.
Each valve port has only two states, fully open and fully closed, which classifies the electromagnetic directional valve as an electromagnetic hydraulic switch valve.
The electromagnetic directional valve can only start and stop the oil circuit operation to control the movement beam, but it cannot adjust the speed of the moving beam.
To regulate the speed of the moving beam, a throttle valve is installed in the hydraulic control system to perform throttle control.
By adjusting the valve opening, the throttle pressure difference can be regulated, which changes the oil flow back to the tank and indirectly adjusts the hydraulic oil inflow and outflow to the hydraulic cylinder, ultimately changing the beam’s speed.
Fig. 1.1 Diagram for adopting electromagnetic directional valve to control system
The speed of the movement beam can only be controlled by the throttle valve and cannot be controlled by electric control. This results in sudden changes in speed and significant vibration of the beam.
The principle of the hydraulic control system using the electromagnetic directional valve is shown in Figure 1.2.
The control signal is generated by the travel switch and is a logic control unit (0 or 1).
The relay network performs a logic operation on the control signal and amplifies the power supply to the corresponding electromagnet, causing the corresponding valve core to move.
This results in the three positions of the valve core changing from left to right and outputs the hydraulic control flow, which drives the hydraulic cylinder and moves the machine tool movement beam.
Fig.1.2 Diagram for adopting an electromagnetic directional valve control system
The hydraulic control system consisting of an electromagnetic directional valve and relays can only generate simple control instructions.
The control signal is unidirectional and flows only in the forward direction of the controlled object.
This control system is an open-loop control system.
The response time of the control instruction to the controlled object is dependent on the response time of each component in the signal transmission path.
However, since the control instruction signal is simple, there is no issue with the control system not tracking the output instruction signal.
If a component is disturbed and produces a false movement, the system cannot automatically correct or compensate for the error.
1.2 Hydraulic control system built with the proportional solenoid valve.
The proportional electromagnetic directional valve is a high-performance, high-priced type of electromagnetic hydraulic valve.
For movement beam control that requires higher performance, such as numerical control surface grinding machines (where precise control of worktable displacement is not necessary), a proportional solenoid valve can be used as the control unit to form a low-impact, low-vibration hydraulic control system, as shown in Figure 1.3.
Fig.1.3 Diagram for adopting proportional electromagnetic directional valve to control system.
The proportional hydraulic valve uses an electric signal to control the valve core for gradual movement.
Therefore, to control the gradual change in valve opening, the pressure drop and flow rate of the proportional hydraulic valve can be adjusted, changing the ratio between flow and control signals.
The program controller generates electrical signals to control the moving beam, enabling the gradual change in electric signals to control and adjust the movement speed of the beam. This results in a smooth change in speed and direction of the beam’s movement with minimal impact.
The principle of the hydraulic control system using the proportional electromagnetic directional valve is shown in Figure 1.4.
The control signal is generated by the program controller and is an analog control signal (continuous electrical signal) that is amplified by a proportional amplifier to control the corresponding proportional electromagnet of the proportional solenoid valve.
This produces continuously adjustable displacement and continuously changing hydraulic pressure to control oil flow and drive the oil cylinder, thus realizing the movement of the machine tool beam.
In the hydraulic control system using the proportional electromagnetic directional valve, although a degree controller can be used to issue a continuous gradient control command signal, the control signal is unidirectional and flows only in the forward direction of the controlled object. This is an open-loop control system.
The command system can send a continuous gradient signal, and the system output can track the command signal, but the tracking accuracy is low, and the response speed is slow and dependent on the response time of the signal transmission components.
Errors caused by interference cannot be automatically compensated.
Fig.1.4 Diagram for adopting proportional electromagnetic directional valve to control system.
1.3 Hydraulic control system constructed by the electro-hydraulic servo valve.
The movement of the NC machining center’s worktable is a critical part of the machining process, requiring high precision and fast response speed.
In this case, an electro-hydraulic servo control system can be used, with an electro-hydraulic servo valve serving as the control unit.
The electro-hydraulic servo valve is a high-performance hydraulic control unit with precise control and quick response speed, but it is expensive.
The electro-hydraulic servo valve is often used in electro-hydraulic closed-loop control systems, where the controlled object can temporarily be driven by open-loop control mode.
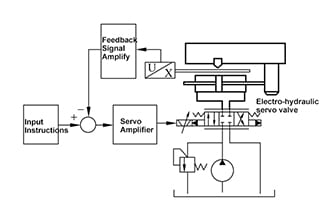
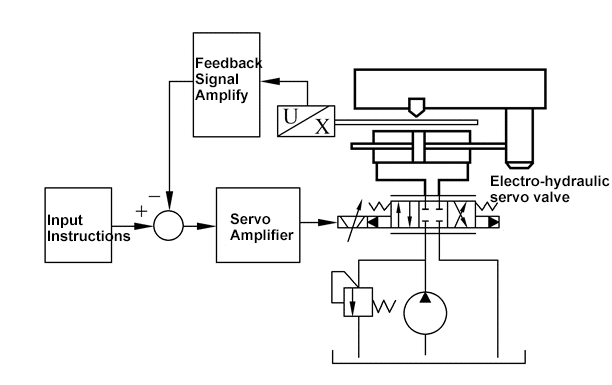
The hydraulic control system for the machine tool movement beam using an electro-hydraulic servo valve is shown in Figure 1.5.
The machine tool is equipped with a displacement sensor, which detects the position of the moving beam, generates a position voltage signal, and inputs the signal into the electronic control device after amplification.
Fig.1.5 Diagram for adopting electro-hydraulic servo valve to control system.
The control device compares the current machine tool beam’s position voltage signal with the control instruction voltage signal to generate the deviation voltage signal.
The deviation signal is a continuous analog voltage that accurately and in real-time reflects the difference between the position of the machine tool beam and the control instruction (the desired position of the beam).
The deviation signal is amplified by the proportional amplifier, controlling the displacement of the torque motor in the electro-hydraulic servo valve and the high-precision, high-dynamic control valve core.
This generates the required hydraulic flow and pressure to drive the hydraulic cylinder movement and move the machine tool beam.
The movement of the beam is detected by the displacement sensor and sent to the electronic control device, forming a closed-loop control signal. This control system is referred to as closed-loop control.
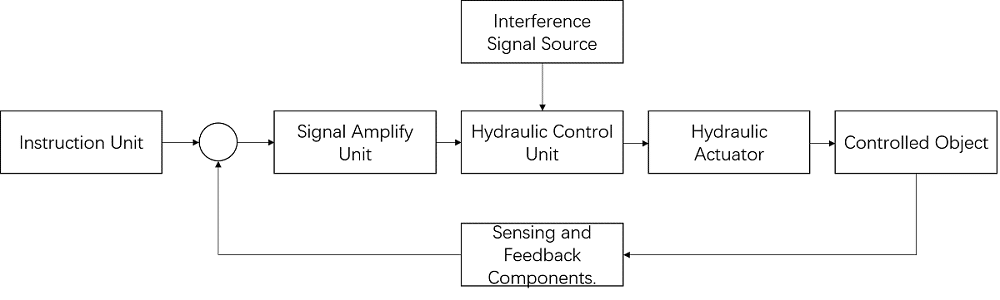
The control process described above is shown in Figure 1.6.
The system is a closed-loop control structure.
In a closed-loop hydraulic control system, there is not only the forward control effect of the controller on the controlled object, but also a feedback effect from the controlled object to the controller.
The closed-loop control system has high precision, fast dynamic response, and automatic compensation for external interference.
Fig.1.6 Diagram for adopting electro-hydraulic servo valve to control system.
1.4 Open loop control vs closed loop control
Open loop hydraulic control and closed-loop hydraulic control are two kinds of basic control methods of hydraulic control.
1. Open Loop Hydraulic Control
The open-loop hydraulic control system, utilizing both conventional and proportional hydraulic valves, shares significant technical commonalities with hydraulic transmission systems. This overlap extends to the use of similar hydraulic components and circuit configurations, leveraging established design principles and industry expertise.
System performance in open-loop hydraulic control is predominantly determined by the individual and collective performance of its hydraulic components. The overall accuracy is a function of the cumulative precision of each component, while the system’s response characteristics are directly correlated to the response times of its constituent parts.
A key limitation of open-loop hydraulic control is its inability to autonomously adjust or compensate for output variations resulting from external disturbances or internal parameter fluctuations. This inherent characteristic necessitates careful consideration during system design and application selection.
From a design perspective, open-loop hydraulic control systems offer advantages in terms of structural simplicity and stability requirements. This simplification facilitates more straightforward system analysis, design processes, and installation procedures. Moreover, the design approach can capitalize on the extensive knowledge base and empirical data derived from hydraulic transmission system engineering.
The primary distinction between open-loop hydraulic control and hydraulic transmission systems lies in their application focus. Open-loop systems are typically deployed in scenarios where high-precision control is not critical, external disturbances are minimal, internal parameter variations are limited, and slower response times are acceptable.
In essence, open-loop hydraulic control represents a fundamental, non-feedback control methodology. The controller exerts unidirectional influence over the controlled object, without reciprocal feedback. Consequently, errors induced by external interference or system variations cannot be automatically compensated for within the control loop.
Given the inherent limitations in accuracy and response speed, open-loop control systems generally do not warrant the use of high-performance servo valves. These valves, characterized by stringent operational requirements and premium cost structures, are typically reserved for more demanding closed-loop applications where their superior performance characteristics can be fully utilized.
In conclusion, while open-loop hydraulic control systems offer simplicity and cost-effectiveness for certain applications, their use should be carefully evaluated against the specific requirements of the intended application, particularly in terms of precision, response time, and disturbance rejection capabilities.
2. Closed-loop hydraulic control
The closed-loop hydraulic control system typically utilizes an electro-hydraulic servo valve or a direct drive valve (DDV) as its primary control element. These high-performance components incorporate integrated closed-loop feedback mechanisms, enabling exceptional precision and rapid response characteristics.
Often referred to as a hydraulic feedback control system, this configuration operates on the fundamental principle of continuous feedback. The core concept involves leveraging deviations to minimize or eliminate discrepancies in system performance.
The system’s functionality revolves around a comparative process. A feedback unit monitors the controlled object’s state, relaying this information to be compared against the system instruction unit’s control parameters. This comparison generates a deviation signal, which is subsequently amplified and used to actuate a high-power hydraulic control valve. This valve, in turn, regulates the hydraulic actuator and, ultimately, the controlled object.
By forming a closed loop, this system offers superior control accuracy and robust anti-interference capabilities compared to open-loop configurations. However, this enhanced performance comes at the cost of increased complexity in analysis, design, and commissioning processes.
A key advantage of closed-loop control is its ability to achieve high precision and strong anti-interference properties even when utilizing hydraulic components with relatively lower inherent precision or weaker interference resistance. This allows for the optimization of existing hydraulic systems through the implementation of closed-loop control, resulting in improved overall system performance and control efficacy.
The closed-loop approach offers several distinct benefits unattainable through open-loop control methods:
- Dynamic error correction: Real-time adjustment based on feedback minimizes steady-state errors.
- Improved stability: The system can maintain desired output despite external disturbances or internal variations.
- Reduced sensitivity to parameter changes: Closed-loop systems are less affected by component wear or environmental fluctuations.
- Adaptability: The system can automatically compensate for nonlinearities and uncertainties in the hydraulic components.
In industrial applications, closed-loop hydraulic control systems find extensive use in precision manufacturing, robotics, aerospace, and heavy machinery where accurate position, force, or velocity control is critical.