Preparation
Operator:
To perform the rolling operation on a roll bending machine, it’s essential that the equipment manager is well-versed in the machine’s structure and operation.
The rolling process requires the assistance of two operators, where one person oversees the coordination, and the other provides support. Both operators must work in unison to achieve a seamless rolling process for the cylinder.
Equipment:
Before using the rolling machine, it is crucial to inspect its overall condition. After starting up the machine, verify if the hydraulic system pressure is normal and check if the overturned side can be closed without any issues. Before operating the machine, ensure that the bottom roller of the plate rolls is rotating correctly to confirm that the system is functioning correctly.
Commissioning plate rolls:
Conduct a visual inspection and make necessary adjustments to align both the upper and bottom rollers in a parallel position.
Adjust the center distance according to the roller parameters to achieve the appropriate distance.
When rolling a steel plate, it’s essential to ensure that its parameters, such as the yield limit, minimum allowed rolling diameter, width, and thickness, fall within the parameters of the rolling machine.
Moreover, the surface quality of the steel plate must be smooth and free of any noticeable defects along the cutting edge, flat, clean, and without any starting layer or scratches.
Before rolling, the steel plate must undergo appropriate heat treatment. For example, 45# steel requires annealing of the entire plate, while low-carbon steel should not undergo any heat treatment.
Pre-bending

Alignment:
Position the plate on the roll bending machine and utilize visual methods to align the upper roller edge parallel with the cutting edge of the plate, ensuring any error is kept within the range of ±0.5mm.
Rolling circular:
Apply a continuous pressure of 15mm on the upper roller’s outer circle against the plate’s surface. Control the rotation of the bottom roller using a jog control. Stop the rotation of the bottom roller when the plate’s arc length reaches 600-800mm.
Apply a pressure of 10mm on the upper roller, rotate the bottom roller, and stop it when the end of the plate becomes tangent to the bottom roller.
Repeat the process of pressing the upper roller and rotating the bottom roller until the arc length of the pre-bending sheet matches the sample’s arc length.
Ensure that the pre-curved circular arc smoothly transitions into the straight edge, and avoid any dead bending phenomenon to prevent difficulties in correcting the roundness during subsequent processing.
Apply the same pre-bending method to the other end of the plate.
Circular rolling


Pre-bending rolling
Before starting the continuous rotation of the bottom roller, apply a continuous pressure of 15mm on the upper roller based on the contacting plate surface and jog rotate the bottom roller. Confirm that all the rollers are functioning correctly.
(Note: To prevent accidents, do not use gear to start the bottom roller continuously during this procedure).
Operators must be cautious when starting the rolling machine. The assisting operator should provide timely and accurate commands and cooperate with the main operator in case of any visual blind areas for the rolling machine control.
To roll a circle, repeatedly press the upper roller. When the distance between the two ends of the plate reaches 800mm, reduce the pressing pressure of the upper roller to 3-5mm each time until the two ends are close together.
During the circle rolling process, observe whether the plate is offset. If the offset (visual) exceeds 10mm, stop the rolling process and reduce the error.
Solution: Lift the upper roller 30mm, move the plate in the opposite direction when the steel cylinder material is entirely loose, then push the bottom to press the upper roller to the original position and continue rolling the circle.
Edge alignment and spot welding: generally, the cylinder’s edge will not be aligned.
The solution:
Lift the upper roller 5mm, place a 3mm sheet steel mat under the offset position that contacts the bottom roller, jog control the bottom roller to move the pad into the position between the plate and bottom roller.
Press the upper roller for 3-5mm to make the left and right migration move toward the alignment direction.
Properly jog control the bottom roller to align the circular surface (measured by sample or ruler).
After confirming the qualified alignment, spot weld the corresponding position. The spot weld should be defect-free, and the spot welding position should be strong and effective.
Circular rolling without pre-bending


The rolling process is identical to the previously described rolling with pre-bending.
Throughout the entire rolling process, there should be no noticeable occurrence of dead bending.
Before spot welding, make certain that the two straight edges of the plate are straight or slightly inward (concave ≤ 10mm) when the two ends of the plate are joined together.
Welding
When working with mild steel, like Q235A, it is recommended to use a CO2 gas-shielded welding machine. The welding process should be performed on a well-grooved and clean weld area.
It is important to ensure that the weld joint surface is less than 3mm and that the residual height of the weld joint is even. If the height exceeds the standard, it should be reduced by sanding until it is less than 3mm, and the weld must be uniform. The weld joint should also be free from surface defects.
In the case of medium carbon steel, such as 45#, it is necessary to round and anneal the material after welding. The rolling and welding procedure for medium carbon steel is the same as for low carbon steel.
When working with special materials, it is essential to follow a specific process.
Roundness correction
- Roll bending machine roundness correction
To begin with, place the completed welding cylinder on the plate bending rolls and turn over the side roller. Ensure that the cylinder’s center is aligned and parallel to the centerline of the plate rolls roller. Also, position the cylinder in the center of the rolling machine to receive hydraulic pressure evenly.
Before performing the roundness correction of non-prebending, roll the flat parts separately back and forth. Each time, the press distance should be 3-5mm until the roundness is consistent with the sample, using a visual method.
Next, roll the cylinder welding joint to the bottom and adjust the upper roller downward to make contact with the cylinder. Slowly lower the upper roller and roll back and forth, starting with lower pressure generally no more than 15mm. Subsequently, the cylinder should not exceed 10mm per roll.
(Refer to the press distance of the cylinder for one cycle rolling = diameter * plate thickness / 10000).
The maximum lower distance of the upper roller of the circle correction (Refer to the maximum pressure of the cylinder = diameter * plate thickness / 3000) can be appropriately increased or decreased with actual need but generally not exceeding 20% of the reference value.
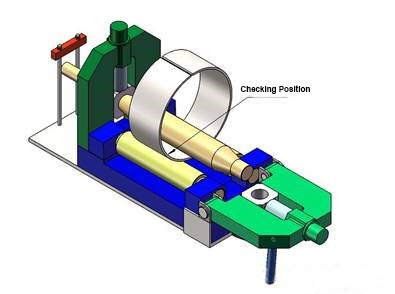
When the lower distance reaches the perfect condition, roll five more circles to make the stress even. Then measure the inner circle roundness at the place lower than the horizontal diameter.
Lower the amount in place after rolling around five laps to ensure the cylinder’s stress is distributed evenly. Measure the cylinder diameter circle by lowering the level (clockwise 7-8 or 4-5 for the hour pointer) as shown in the figure below:
If the cylinder’s roundness is consistent after measuring the entire circle, the upper roller can be raised.
When lifting the upper roller, it should be done slowly, increasing the distance by no more than 5mm per turn, generally 2-3mm. After 3-4 turns, the upper roller should no longer make contact with the cylinder.
Measure the in-roundness with a tape measure. Generally, the roundness should be less than 10mm, which can be considered acceptable. However, additional manual circle correction may be necessary to meet the drawing specifications.
- Artificial roundness correction:
Typically, the flame heating method is utilized for roundness correction.
Prior to conducting roundness correction, use a sample or a tape measure to mark the maximum and minimum sizes, as well as the arc position. It is important to ensure that the marks are precise and easily visible.

To correct circular arc and size unqualified positions, heat them with a flame. For thick plates, it is recommended to use a large electrical flame for heating. Once the temperature reaches around 600-700℃ (in case of low carbon steel Q235), use point or linear heating to generate a temperature difference in the thickness direction of the steel plate. This will lead to local deformation and help achieve the desired roundness correction.
After the heated position cools down, measure it using a sample and a tape measure. If the measurement is not within the specified tolerances, an artificial circular correction method should be employed to bring it in line with the drawing requirements.


We are getting a problem on MS6300x2000x8mm plate rolling.we got curve on the vertical line of the plate mens on the side of 2000 initially.why
It’s not able to get to the point just from your simple description and we recommend you to discuss with your machinery supplier to solve your problems.
Sir Iam rolling Machine operator I will roll end of the finish good matching in template but after saw welding shell shep is apple how to avoid this problem pls tell me thankyou
Dear sir my shelf nayab singh sir I have many time problem in rolling machine low torque problem in susp. ball joint & torque range 1.5 to 3.5 plz sugg. me how to increase the torque.
reduce the speed of gear reducer.
I need step by step procedure involved in rolling plates on plate rolling machine
Everything is very open with a really clear clarification of the issues.
It was definitely informative. Your website is very
helpful. Many thanks for sharing!
Hello. How can I access the handbook and information and forces for making 4-roller rolling? can you help me?
Check out the following 3 posts:
http://www.machinemfg.com/basic-guide-to-roll-bending-and-plate-roll-capacity-conversion/
http://www.machinemfg.com/load-analysis-driven-power-calculation-four-roll-bending-machine/
http://www.machinemfg.com/load-analysis-driven-power-calculation-symmetrical-3-roll-plate-bending-machine/