
Press Brake Tonnage Calculator (Online & Free)
Attention all metalworking enthusiasts! Are you tired of guessing the proper tonnage for your press brake? Look no further! In this blog post, we'll dive into the world of press…
Have you ever wondered how a press brake shapes metal with such precision? This article unveils the fascinating parts and functions of a press brake, showing you its essential role in manufacturing. By the end, you’ll grasp how each component contributes to its powerful performance.

Press braking is a precision metal forming process primarily utilized for components with a high surface area-to-volume ratio. This technique is particularly effective for sheet metal fabrication, typically working with materials thinner than 6 mm (0.236 inches).
The machines employed in this process, known as press brakes, are predominantly hydraulically or electrically powered and equipped with advanced numerical control systems. These versatile machines are ubiquitous in metalworking industries due to their ability to impart precise angular or curved profiles to sheet metal through the coordinated action of a punch and a complementary die.

To establish a consistent terminology for this handbook, let’s examine the key components of a modern press brake:
The diagram below illustrates these components, which we will analyze in greater detail in subsequent chapters.

From a functional perspective, a press brake can be categorized into four primary subsystems:
Each of these subsystems plays a crucial role in the overall functionality and performance of the press brake. In the following sections, we will delve deeper into the specific functions, maintenance requirements, and technological advancements associated with each component.

The press brake’s frame is engineered through precision welding of high-strength steel components, including left and right upright plates, worktable, supporting structures, and integrated hydraulic reservoirs. The worktable is strategically positioned beneath the uprights, while the hydraulic tank is seamlessly incorporated into the frame structure.
This advanced design significantly enhances the frame’s overall rigidity and load-bearing capacity, while simultaneously optimizing thermal management by expanding the surface area for efficient hydraulic oil heat dissipation.
Key Features of the Press Brake Structure:
Further reading:

Numerical control (NC) is a ubiquitous feature in modern press brake machines, significantly enhancing their precision, efficiency, and versatility. These computer-integrated systems govern the machine’s operations through sophisticated algorithms and real-time feedback mechanisms.
NC press brakes utilize a computer to control the movements and functions of the machine in accordance with a specific, pre-programmed working sequence. This integration allows for highly accurate and repeatable bending operations, crucial in sheet metal fabrication.
At the heart of the NC system is an encoder that continuously measures the positions of the machine’s moving components. This data is fed back to the control unit, which then activates various actuators (such as servo motors, hydraulic cylinders, or pneumatic systems) to precisely control the machine’s movements. This closed-loop system ensures that the tooling is positioned at exact, user-defined points in three-dimensional space.
A controlled axis, or machine axis, refers to a specific movement of the machine that is measured by an encoder and regulated by the computer via a motor or actuator. This system allows for precise positioning along the available stroke, typically with accuracies in the range of ±0.0004 inches (0.01 mm) or better.
When selecting a press brake, buyers must consider not only the physical specifications of the machine but also the capabilities of its numerical control system. These control units are typically mounted at one end of the press brake and serve as the primary interface for programming and operating the entire system.
Different NC types available in the market are distinguished by several key factors:
The choice of NC type significantly impacts the press brake’s functionality, ease of use, and overall productivity in sheet metal fabrication operations.

The ram of the press brake is fabricated from a solid steel plate, engineered for rigidity and precision. It is centrally connected to the piston rods of the left and right hydraulic cylinders, ensuring balanced force distribution. These cylinders are securely anchored to the connecting plates of the side wall structures, forming a robust mechanical assembly. Hydraulic power drives the piston rods, facilitating the vertical movement of the ram with controlled force and speed.
To achieve high-precision positioning at the upper dead point, high-resolution linear encoders (grating rulers) are strategically mounted on both sides of the ram. These encoders continuously transmit real-time position data to the NC (Numerical Control) system. The controller processes this feedback, implementing closed-loop control to dynamically adjust the ram’s position, compensating for any deviations and ensuring synchronized operation across the entire length of the ram.
The ram’s motion system integrates hydraulic transmission with advanced control mechanisms. Key components include the ram itself, precisely machined hydraulic cylinders, and a fine-adjustment mechanical stopper system. The dual-cylinder configuration, with cylinders firmly attached to the frame, provides balanced force application and improved stability. Hydraulic pressure, regulated by proportional valves, drives the pistons to achieve precise vertical positioning of the ram. The mechanical stopper, governed by the NC system, allows for micron-level adjustments, critical for achieving high forming accuracy, especially in applications requiring tight tolerances.
Further reading:
Stroke represents the maximum available movement along the Y axis, a critical dimension for assessing the feasibility of utilizing tall punches in press brake operations. This parameter is crucial for ensuring proper clearance and avoiding collisions during the bending process. To determine if a tall punch can be safely accommodated, operators must perform the following calculation:
[Daylight – (die height + punch height + sheet metal thickness)] < machine stroke
Where:
This calculation ensures that the combined heights of the tooling components and workpiece are less than the machine’s stroke, allowing for safe and efficient bending operations. Operators must carefully consider this relationship when selecting tooling, particularly for complex parts requiring tall punches or when working with thick materials. Failure to account for these factors can result in tool damage, workpiece defects, or potential safety hazards.
Additionally, operators should factor in any required bending allowance and consider the precision of their machine’s stroke control to maintain optimal forming conditions throughout the bending cycle. Regular calibration of the press brake’s stroke measurement system is recommended to ensure accurate and consistent results.
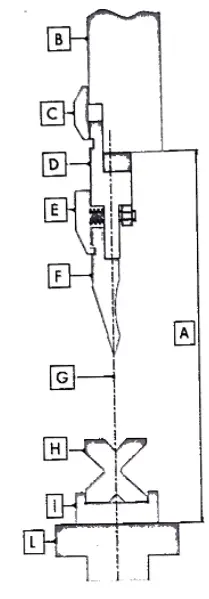
The diagram on the above shows a cross section of a press brake with a Promecam-Amada standard tool.
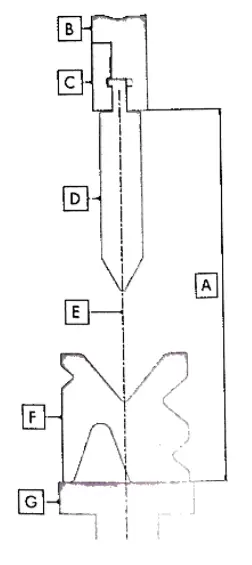
The image above, on the other hand, shows a press brake with an axial tool (Trumpf, Beyeler, etc…) In this case the punch is clamped directly into the upper beam and the press brake axis goes through both punch and tip.
The back stopper moves forwards and backwards through the operation of a motor, and the CNC controller controls its moving distance with a minimum reading of 0.01mm. There are stroke limit switches at both the front and back positions to limit the movement of the back stopper.
Further reading:
Synchronization System
The mechanical synchronization mechanism is made up of components such as torsion, swing arm, and joint bearings. It has a straightforward design, provides stable and reliable performance, and boasts high synchronization precision.
The position of the mechanical press brake stops is adjusted through the operation of a motor, and the data is controlled by the CNC controller.
Further reading:

| Axis | Description |
|---|---|
| X Axis | Controls the back and forth movement of the rear stop. In systems equipped with an X1 axis, it additionally controls the left finger. |
| R Axis | Manages the vertical lift (up and down movement) of the rear stop. |
| Z1 and Z2 Axes | Responsible for the movement of the left (Z1) and right (Z2) stop fingers, allowing them to move left and right along the backgauge beam. |
BACK GAUGES are precision positioning devices crucial for accurate sheet metal placement in press brake operations. These numerically controlled reference points guide the operator in positioning the workpiece against the die. The sheet metal is carefully placed onto the lower die and then precisely aligned against the back gauges, ensuring consistent bend locations across multiple parts.
Modern CNC press brakes employ sophisticated back gauge systems with multi-axis positioning capabilities. Typically, they feature motorized ball screw drives coupled with high-resolution encoders, allowing for precise, repeatable movements as small as 0.001 inch (0.0254 mm). The movement of these gauges is governed by the machine’s CNC controller, following a pre-programmed bending sequence entered by the operator.
Most back gauge systems incorporate a swing-up or retractable design. This feature allows the gauges to rotate upwards or retract when necessary, preventing potential collisions with the sheet metal during the bending process. As the workpiece is formed, it may lift or interfere with the lower portion of a fixed gauge, potentially compromising accuracy or damaging the part.
Advanced back gauge configurations, such as multi-finger or segmented designs, offer enhanced stability and versatility. These systems can be individually adjusted to accommodate complex part profiles, ensuring consistent support and referencing for a wide range of geometries. Some high-end models even incorporate adaptive positioning algorithms that automatically adjust to part deformation during bending, maintaining optimal contact throughout the process.
The integration of servo-driven actuation and closed-loop feedback in modern CNC press brake back gauge systems enables rapid, synchronized movements. This is typically achieved through a combination of precision ball screws, timing belts, and high-performance servo motors. The CNC controller continuously monitors and adjusts the back gauge position, compensating for any mechanical play or thermal expansion, thus maintaining exceptional accuracy even during high-volume production runs.
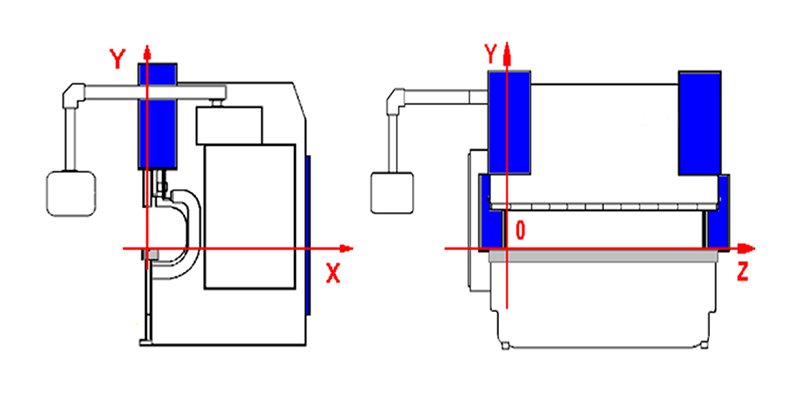
THE MAIN AXES of a press brake are X, Y, Z, and R. These axes can be controlled either numerically or manually by the operator, depending on the specific press brake configuration and capabilities.
The directional conventions for the X, Y, and Z axes are illustrated by positive arrows in the accompanying figure.
Y Axis: This axis governs the vertical movement of the upper beam (ram). As the ram descends or ascends, it directly influences the bend angle. During the bending process, it’s crucial for the operator to ensure alignment between the Y1 and Y2 axes (left and right cylinders of the ram). Even a slight misalignment of 0.05mm over a 3m machine length can result in a 1° angular discrepancy between the two ends of the workpiece.
To mitigate alignment issues, operators must perform a machine zeroing procedure using the designated NC function before initiating bending operations. If alignment problems persist, a thorough inspection of the ram’s surface condition and guide system is necessary, with potential adjustments to the Y axis as required.
X Axis: This axis determines the bend depth, defined as the distance between the back gauges and the center of the die. The cross-bar supporting the back gauges traverses along the X axis, moving toward or away from the Y axis to achieve the desired bend depth.
Z Axis: Along this axis, back gauges move laterally on their mounting cross-bar. Their positions are set based on the sheet metal length and the intended bending location (centered or offset on the press brake). Modern press brakes typically feature 2 to 4 back gauges. Operators must be cognizant of Z-axis movement limits, including maximum table travel and minimum inter-gauge spacing.
R Axis: This axis facilitates vertical adjustment of the back gauge cross-bar, ensuring proper contact between the sheet metal and back gauges across various die heights.
Comprehensive press brake axis categorization:
Note: Ram positioning can be programmed using either absolute value coordinates or angular measurements, depending on the specific application requirements and machine capabilities.

The location of each control axis of the press brake is presented in the table below:
| Axis | Zero position | Actual value |
|---|---|---|
| Y1 ram left(Up or down) | Work surface | Distance from the surface of the table to the upper die |
| Y2 ram right(Up or down) | Work surface | Distance from the surface of the table to the upper die |
| X、X1、X2 backgauge〔back and forth〕 | Lower die center | Maximum distance from the center of the lower die to the back gauge |
| R、R1、R2 backgauge(Up and down) | Lower die surface | The distance from the lowest point of the back gauge to the highest point of the back gauge |
| Z1 backgauge left〔Left to right〕 | Machine left side | The distance from the leftmost side of the machine to the center of the left backgauge head |
| Z2 backgauge right(Right to left) | Machine right side | The distance from the rightmost side of the machine to the center of the left backgauge head |
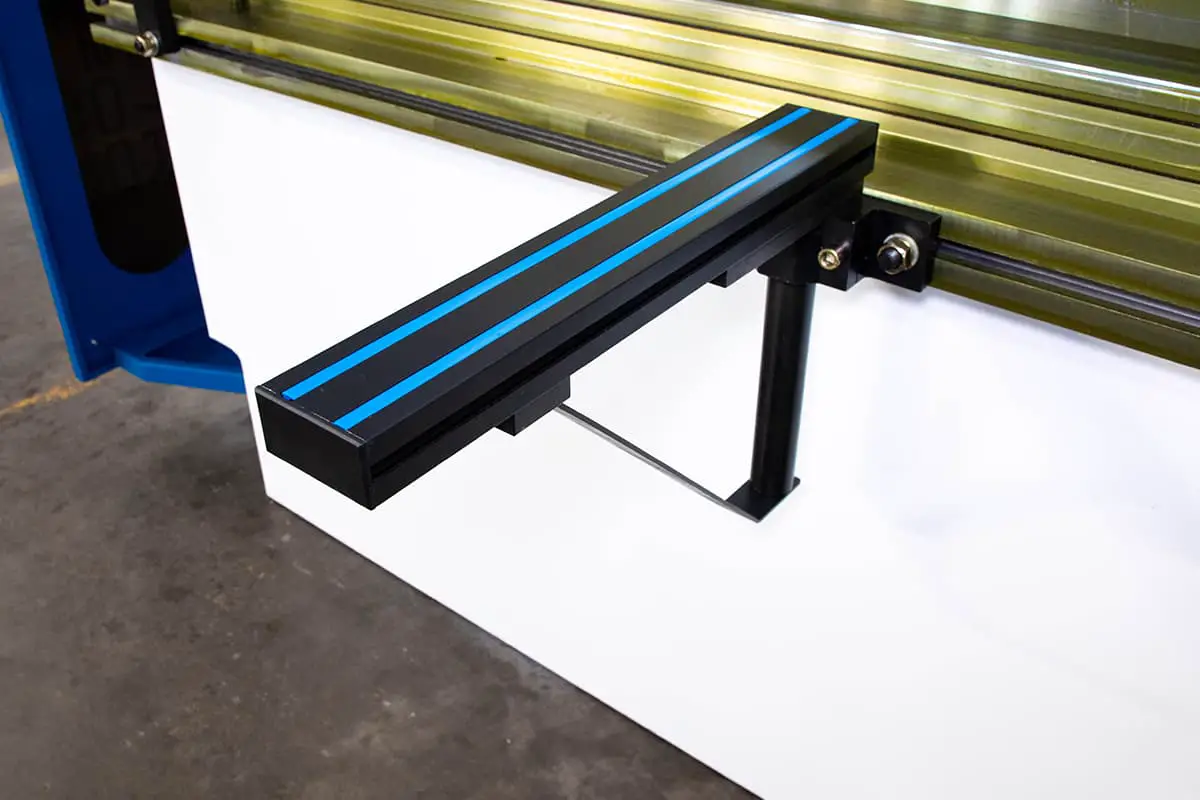
The front support arms of the press brake are integral components affixed to the T-groove or linear guide positioned at the machine’s front face. These arms feature a manually adjustable back position claw, enhancing versatility and precision in sheet metal handling.
FRONT SHEET SUPPORTING ARMS are optional yet invaluable equipment designed to provide crucial support for sheet metal during the press braking process. Their primary function is twofold: to maintain the sheet’s position during bending and to prevent material fall-off during the upper beam’s return stroke. This dual functionality significantly improves operational safety and efficiency.
While these supporting arms are particularly indispensable when processing heavy-gauge or large-format sheet metal, their utility extends across various bending operations. Manufacturers offer a diverse range of supporting arm types, each tailored to specific bending requirements and material characteristics. This variety allows operators to select the most suitable support system, optimizing workflow, reducing physical strain, and enhancing overall bending accuracy.
Some advanced front support systems may incorporate features such as:
By leveraging the appropriate front sheet supporting arms, fabricators can significantly improve their press brake operations, achieving higher precision, increased productivity, and enhanced worker safety across a wide spectrum of bending applications.
The pedal switch of the press brake plays a crucial role in controlling the vertical movement of the upper beam or ram, which holds the top punch. This precision control mechanism allows operators to accurately position and apply force during the bending process. The pedal typically offers two-stage operation:
This dual-stage functionality enhances both safety and accuracy in the bending operation. The pedal switch also controls the retraction of the ram after the bend is complete, returning the press brake to its open position.
As a critical safety feature, an emergency stop button is prominently positioned atop the pedal switch. This large, easily accessible button allows for immediate machine shutdown in case of any potential hazards or operational issues. Regular testing and maintenance of both the pedal switch and emergency stop are essential to ensure optimal performance and workplace safety in sheet metal fabrication environments.

Press brake clamps are essential components in the tooling system, comprising standard clamps and quick-change clamping devices designed for rapid top punch exchanges. These clamping systems play a crucial role in optimizing the setup process and enhancing overall productivity. The standard clamps provide robust and reliable tool holding, ensuring precise alignment and stability during bending operations. Meanwhile, the quick-change or fast clamping tools represent a significant advancement in press brake technology, dramatically streamlining the punch changeover process.
The implementation of fast clamping tools offers multiple advantages in modern sheet metal fabrication:
The convenience and time-efficiency offered by these advanced clamping solutions directly translate to increased machine utilization, reduced lead times, and improved responsiveness to customer demands in the competitive sheet metal forming industry.

Further reading:
Kits and accessories
| 1 | User Manual | 1 Copy |
| 2 | Foundation Screw | 4 Pieces |
| 3 | Washer | 4 Pieces |
| 4 | Oil Gun | 1 Set |
| 5 | Front Supporter | 2 Pieces |
| 6 | Pedal Switch | 1 Set |

During press braking operations, the operator manually positions and manipulates the sheet metal, necessitating close proximity to the active press brake. This proximity presents significant safety challenges that must be addressed to comply with stringent industrial safety regulations.
To ensure operator safety while maintaining production efficiency, modern press brakes incorporate advanced safety systems. These systems are designed to protect the operator without excessively impeding the manufacturing process, striking a balance between safety and productivity.
Press brakes typically feature comprehensive protection, with covers or panels shielding the rear and sides. However, the front area, which requires constant operator access, presents the greatest safety risk. Two primary protection methods are employed for this critical zone: fixed photoelectric guards and laser protection systems.
Fixed photoelectric guards consist of two sensors mounted at the extremities of the working zone, creating a protective field that spans the entire front area up to 400mm from the machine. During the upper beam’s rapid descent, if these sensors detect an object thicker than the material being bent (such as an operator’s arm), they instantly communicate with the press brake’s control system to initiate an emergency stop.
Alternatively, laser protection systems focus on safeguarding the immediate vicinity of the punch tip. This setup comprises two adjustable photoelectric devices—a transmitter and a receiver—mounted on either end of the press brake’s upper beam. These devices project a laser beam that moves in tandem with the upper beam, providing dynamic protection specifically for the area directly below the punch.
For enhanced safety, press brakes are often equipped with steel fencing to create a physical barrier. In applications requiring the highest level of protection, a combination of light curtain safety devices and laser protection systems can be implemented. This multi-layered approach provides redundant safety measures, further minimizing the risk of operator injury.
The selection and implementation of these safety systems should be based on a thorough risk assessment, considering factors such as the specific bending operations, material handling requirements, and the overall shop floor layout. Regular maintenance and testing of these safety devices are crucial to ensure their continued effectiveness in protecting operators while maintaining productive press brake operations.

I am aware that a certain degree of safety must be achieved for a machine to be considered safe for use. Given this, I would recommend equipping the press brake with at least a light curtain device for safety purposes.
Press Brake Safety Guards

Press Brake Light Curtains

Press Brake Laser Guard
Further reading:
Press brake gauges are essential tools for ensuring accuracy and precision in sheet metal bending operations. The most commonly utilized press brake gauges include angle gauges, angle rulers, and vernier calipers. Each of these instruments plays a crucial role in measuring and verifying bend angles, material thickness, and overall part dimensions.
Angle gauges, typically digital or analog, provide quick and accurate readings of bend angles. They are often magnetic, allowing for easy attachment to the workpiece or die surface. Digital angle gauges offer enhanced precision and can often transmit data directly to quality control systems.
Angle rulers, also known as protractors, are simple yet effective tools for measuring bend angles. They come in various sizes and materials, with some featuring adjustable arms for improved versatility. While not as precise as digital gauges, they are valuable for quick checks and rough measurements.
Vernier calipers, although not specific to press brake operations, are indispensable for measuring material thickness, flange lengths, and other critical dimensions. Modern digital calipers offer high accuracy and can measure both internal and external dimensions with ease.
In addition to these traditional tools, advanced press brakes may incorporate built-in angle measurement systems or laser-based gauging technology for real-time angle verification during the bending process. These integrated systems can significantly enhance productivity and reduce the need for manual measurements.
Proper selection and regular calibration of press brake gauges are crucial for maintaining manufacturing quality standards and ensuring consistent part production in sheet metal fabrication processes.

The electrical control system of a modern press brake comprises three main components: an electrical control cabinet, a numerical control (CNC) system console, and an operator station.
The press brake typically operates on a three-phase AC power supply, with standard specifications of 50Hz and 380V (customizable to meet regional requirements). This primary power source serves multiple functions:
The incoming AC voltage is processed through the internal system transformer, which then outputs the appropriate voltages for various subsystems.
Post-transformation, the power is rectified into two separate 24V DC circuits:
This dual-circuit DC power configuration ensures stable, isolated power delivery to critical control systems, enhancing operational reliability and reducing electromagnetic interference between components.
The electrical system’s design facilitates precise control over bending operations, enables seamless integration with automation systems, and supports advanced features such as real-time force monitoring and adaptive bending algorithms. This sophisticated electrical architecture is fundamental to achieving the high accuracy, repeatability, and efficiency demanded in modern sheet metal fabrication processes.

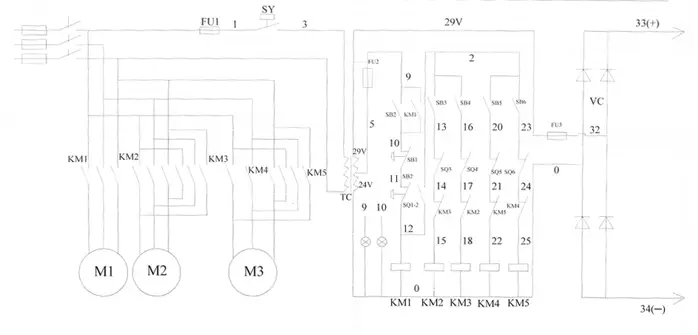
Different manufacturers may have different designs for their press brake wiring diagrams. Upon purchase, the supplier should provide the wiring diagram, along with the hydraulic diagram and installation and operation manuals. If these are not included with the machine upon receipt, it is recommended to immediately contact the supplier.
Please note that the following press brake wiring diagram is just for reference and is from us.
Development of electro hydraulic proportional technology
During the latter part of World War II, the speed of jet fighters was constantly improving, requiring more advanced control systems with higher requirements for rapidity, dynamic accuracy, and dynamic rate.
In 1940, the first electro-hydraulic servo system appeared on aircrafts. In the 1960s, various types of electro-hydraulic servo valves were developed, leading to a more mature electro-hydraulic servo technology.
However, by the late 1960s, the demand for electro-hydraulic servo technology in civil engineering was growing, but the traditional electro-hydraulic servo valve had strict requirements for fluid medium and consumed a lot of energy, making it expensive to manufacture and maintain.

In the 1970s, in order to develop a reliable electro-hydraulic servo control technology that met the actual needs of engineering, electro-hydraulic proportional control technology rapidly advanced. At the same time, industrial servo control technology also evolved.
Electro-hydraulic proportional technology is a comprehensive approach that combines hydraulic power transmission with the flexibility and accuracy of electronic control. With the advancement of numerical control technology and the availability of reliable proportional hydraulic components, electro-hydraulic proportional control technology has been widely adopted in recent years, with a typical application being the synchronous control of press brake machines.
The basic theory of hydraulic transmission is Pascal principle.

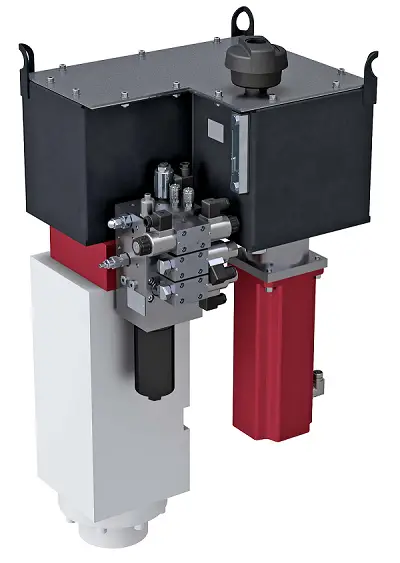
The motor, oil pump, and valve are connected to the fuel tank. To ensure that the oil tank is adequately filled with oil during rapid movement of the ram, a filling valve structure is employed. This not only improves the speed of the ram’s travel, but also saves energy.
The hydraulic control of CNC press brakes requires a high degree of automation and standardization in the manufacturing process. As a result, the press brake must integrate the hydraulic system into its design.
The frame of the press brake serves as the foundation for the installation of hydraulic components, with the oil tank integrated into the stamping frame.
The press brake has three control blocks. Two of them, with the middle plate filling valve, are directly installed in the hydraulic cylinder to eliminate the need for piping between the main control block and the hydraulic cylinder.
The back pressure assembly, designed to be non-leaking as per the customer’s requirement, consists of a reversing seat valve and two relief valves.
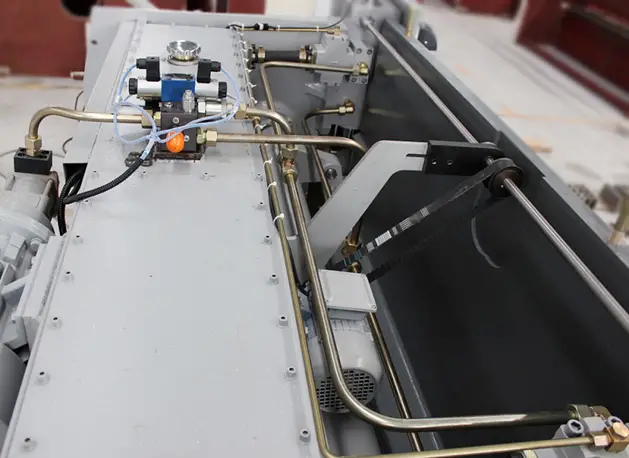
The key components installed in the main assembly include a proportional relief valve, a maximum pressure shut-off valve, and a monitoring system for the reversal valve located at the position of the pilot valve.
The central control block combines the three control blocks into one, and is mainly used in specialized structures for control purposes. The control block and the connection between the two hydraulic cylinders must be in a symmetrical arrangement.

It utilizes an SFA series of oil filling valves, which are designed in a flange structure and directly installed in the hydraulic cylinder, connected to the tank via a suction pipe.
Sensor and Axis Interface Distributor: All the solenoid valves are concentrated within a single control block and the electrical connections of the valves are also centralized into a single cable for easier connections. To achieve this, an interface distributor is provided on the central control block.

HYDRAULIC CYLINDERS (in hydraulic press brakes) in which a piston driven by a fluid (oil) under pressure from a pump moves the upper beam (or, rarely, the bench), generating the necessary force for bending. There are normally two cylinders that move on axes Y1 and Y2 and they must be perfectly parallel to avoid angle differences along the profile.
Further reading:
The hydraulic system requires that the hydraulic oil be kept clean. Cleaning the oil tank is crucial.
When replacing the hydraulic oil, the cover of the oil tank must be removed. Clean the bottom of the tank using a towel (do not use cotton yarn) and then wash it with cleaning coal oil gasoline.
Due to the limited reach of the arm to the end of the tank, a towel can be wrapped around a bamboo or stick to clean the corners. The leaking plug or brake valve should be loosened to allow the dirty oil to drain.
Use a cleaning towel to dry the sides and bottom of the tank until it is clean. If necessary, use a dough ball to pick up dirt at the welding seams or hard-to-reach areas and then put the cover back on.
Further reading:
Recommended hydraulic oil for press brake
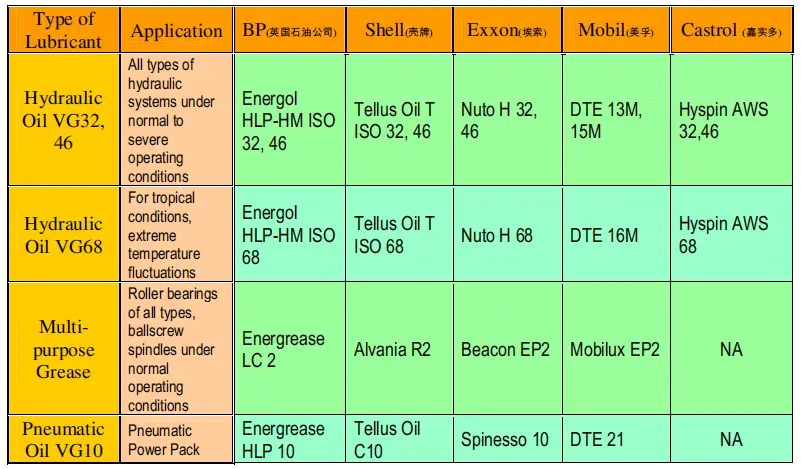
The mark value of hydraulic oil represents the average viscosity value at a temperature of 40°C. If the working pressure and temperature of the hydraulic system are higher and the working speeds are slower, a higher-marked hydraulic oil should be used.
It is recommended to use antiwear hydraulic oil ISO VG46# (with an average viscosity of 46mm2/s at 40°C). If the machine operates at temperatures below 5°C for an extended period, hydraulic oil ISO VG32# can be used.
It is not recommended to use the machine at very low temperatures (below -5°C). If this does occur, the machine should be allowed to idle for a while. If needed, an oil heater can be installed in the circuit.
Under normal working conditions, the oil temperature should not exceed 70°C. In special conditions, an oil cooler can be installed as necessary.
The hydraulic oil used must be clean. To fill the oil, unscrew the nut of the air filter and fill through the filter. If using filling equipment with a filter, the cover of the oil tank can be opened and the oil can be filled directly.
Observe the oil gauge and fill the oil to 80-90% of the interspaces when the ram stops at the top dead spot.
To ensure proper functioning, the machine should be run idle first, then at maximum stroke to eliminate any air bubbles in the hydraulic circuit.
NC press brake oil tank capacity chart
| Model | Oil Tank Capacity (L) |
|---|---|
| 30t/1600 | 65 |
| 30t/2000 | 65 |
| 40t/2500 | 130 |
| 63t/2500 | 140 |
| 63t/3200 | 150 |
| 80t/2500 | 130 |
| 80t/3200 | 165 |
| 100t/2500 | 230 |
| 100t/3200 | 230 |
| 100t/4000 | 250 |
| 125t/3200 | 220 |
| 125t/4000 | 250 |
| 160t/2500 | 260 |
| 160t/3200 | 260 |
| 160t/4000 | 285 |
| 160t/5000 | 290 |
| 160t/6000 | 300 |
| 200T/3200 | 470 |
| 200T/4000 | 550 |
| 200T/5000 | 550 |
| 200T/6000 | 550 |
| 250T/3200 | 470 |
| 250T/4000 | 540 |
| 250T/5000 | 550 |
| 250T/6000 | 560 |
| 300T/3200 | 540 |
| 300T/4000 | 540 |
| 300T/5000 | 550 |
| 300T/6000 | 560 |
| 400T/4000 | 540 |
| 400T/5000 | 550 |
| 400T/6000 | 550 |
| 500T/4000 | 560 |
| 500T/5000 | 560 |
| 500T/6000 | 620 |
| 500T/7000 | 620 |
| 600T/4000 | 650 |
| 600T/5000 | 650 |
| 600T/6000 | 650 |
| 600T/7000 | 650 |
CNC press brake oil tank capacity chart
| Model | SS Tank (L) | MS Tank (L) |
|---|---|---|
| 40T/1300 | 140 | 150 |
| 63T/1300 | 140 | 150 |
| 63T/2500 | 140 | 260 |
| 80T/2500 | 140 | 260 |
| 100T/3200 | 140 | 260 |
| 100T/4000 | 140 | 260 |
| 125T/3200 | 140 | 260 |
| 125T/4000 | 140 | 260 |
| 160T/3200 | 280 | 370 |
| 160T/4000 | 280 | 370 |
| 220T/3200 | 280 | 420 |
| 220T/4000 | 280 | 420 |
The oil seal ring is a critical component in hydraulic press brake machines, playing a vital role in maintaining system integrity and operational efficiency. These precision-engineered seals are designed to prevent oil leakage from hydraulic cylinders and other pressurized compartments, ensuring consistent performance and longevity of the equipment.
In press brake applications, oil seal rings are typically made from high-performance elastomers or polytetrafluoroethylene (PTFE) compounds, chosen for their excellent resistance to hydraulic fluids, extreme temperatures, and high-pressure environments. The design of these seals often incorporates a metal reinforcement to maintain structural stability under the dynamic loads experienced during bending operations.
Proper selection and installation of oil seal rings are crucial for:
As press brake technology advances, manufacturers are developing increasingly sophisticated seal designs to meet the demands of higher pressures, faster cycle times, and more complex bending operations in modern sheet metal fabrication.


Magnetic goniometers are versatile angle-measuring devices that can be securely attached to press brake tables or directly onto bending tools. These precision instruments are equipped with powerful magnets, allowing for quick and stable positioning without additional fixtures. By providing real-time angular measurements, goniometers enable operators to achieve accurate and consistent bends in sheet metal fabrication.
The primary function of a goniometer in press brake operations is to ensure that the workpiece is positioned at the exact preset angle before and during the bending process. This capability is particularly crucial for complex parts with multiple bends or when tight tolerances are required. Operators can use the goniometer to:
Advanced digital goniometers often feature LCD displays for easy reading and can be integrated with press brake control systems for automated angle verification and adjustment. This integration enhances overall bending accuracy, reduces setup time, and minimizes material waste due to incorrect angles.
When selecting a goniometer for press brake applications, factors such as measurement range, resolution, and magnetic strength should be considered to ensure compatibility with the specific bending tasks and working environment.
The auxiliary mechanism is equipped with various functional components that can be selected according to the needs of the user, including a worktable compensation mechanism, a backgauge, a quick-release die clamping device, a material carrier, an oil temperature control system that can cool or heat the oil, a photoelectric protection device, a centralized lubrication system, and more.
Further reading:

The weight of a press brake machine varies significantly, typically ranging from 5 tons to over 300 tons, primarily depending on the machine’s size and capacity. This weight correlation is essential for both logistical planning and operational considerations. For instance, a standard 80-ton capacity press brake with a 2000mm bending length might weigh approximately 6 tons, while a high-capacity 2000-ton press brake with a 12000mm bending length can exceed 300 tons.
Several factors influence the weight of a press brake:
Understanding press brake weight is crucial for:
When specifying a press brake, it’s important to balance the required bending capacity and length with practical considerations such as factory floor strength, accessibility, and potential future relocation needs.

As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.







