How can you ensure a right-angle precision in your manufacturing process? This article delves into various methods for inspecting perpendicularity between surfaces and lines. By mastering these techniques, you’ll enhance the accuracy and quality of your products, avoiding costly errors. Explore straightforward yet effective inspection methods that can transform your approach to precision measurement.
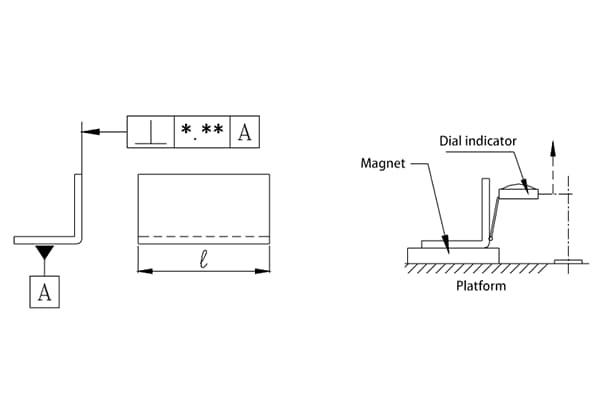
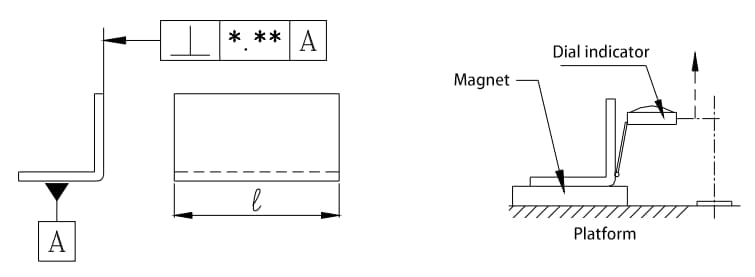
1. Inspection method for the perpendicularity of two surfaces.
(1) Support the benchmark surface parallel to the platform with a magnet.
(2) Move the dial gauge from the curved root to the front end to obtain the maximum difference in readings as the perpendicularity value.
Note: The measurement is taken across the entire length.
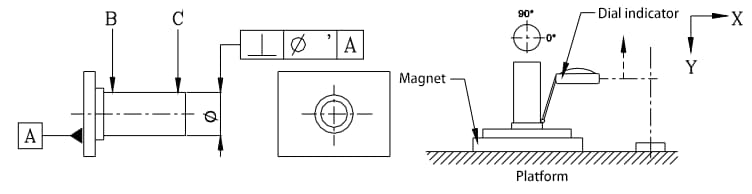
2. Inspection method for the perpendicularity of a surface and a line.
(1) Support the object to be measured on the platform using a magnet as shown in the diagram.
(2) Touch the dial gauge on the object to be measured, zero it at point B, and confirm it at point C.
(3) Move the dial gauge up and down across the entire range of indication while touching it on the object being measured.
(4) Repeat the measurement at 0° and 90°.
(5) Calculate the maximum difference between each reading using the following formula.
The resulting value is the perpendicularity value (maximum difference in reading at 0° → X; maximum difference in reading at 90° → Y):
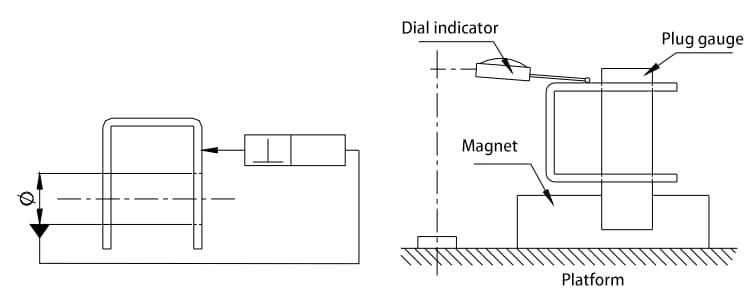
3. Inspection method for the perpendicularity of a line and a surface.
(1) Insert suitable plug gauges into two reference holes and support them at right angles to the platform using a magnet.
(2) Measure all points on the measuring surface with a dial gauge (or height gauge), and take the maximum difference in readings as the perpendicularity value.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Imagine unlocking the precision of machine tools with a simple glass surface. Linear grating scales do just that, transforming fine lines into highly accurate measurements. This article explores how these…
Have you ever wondered how sharp edges on metal parts are smoothed out? This process, known as chamfering, transforms dangerous, jagged corners into safer, angled surfaces. In this article, you'll…
Have you ever wondered which bearing brands are the best in the world? In this blog post, we'll explore the top bearing manufacturers known for their exceptional quality, innovation, and…
Have you ever wondered who powers the world behind the scenes? In this blog post, we'll take a deep dive into the top generator manufacturers that keep the lights on…
Are you an aspiring mechanical engineer looking to excel in your field? In this blog post, we'll explore the top 10 must-know mechanical engineering design software that can elevate your…
Ever wondered how the integrity of welded nuts and screws in your car is ensured? This article reveals the meticulous process of quality checks and inspections that keep your vehicle…
Have you ever wondered what keeps an electric motor running smoothly without overheating? Understanding the safe operating temperatures for motors is crucial for their longevity and performance. In this article,…
Have you ever wondered about the fascinating world of casting? This ancient yet ever-evolving manufacturing process shapes our daily lives in countless ways. In this blog post, we'll explore the…
Have you ever wondered how the gears in your car or airplane work so smoothly? This article unveils the top gear manufacturers shaping the future of mechanical engineering. You'll learn…