I. Characteristics of Laser Cladding
1. Technical Features
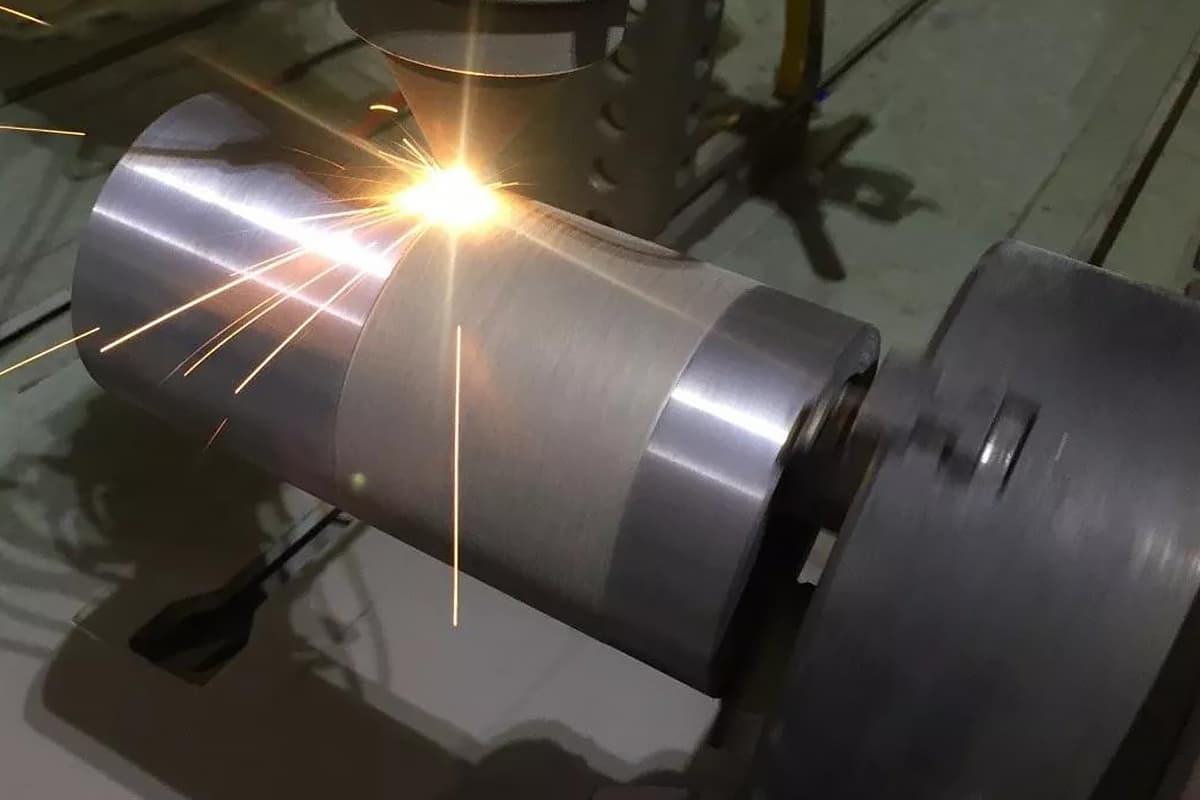
The most important feature of laser cladding is the concentrated heat, rapid heating, rapid cooling, and small heat affected zone. It has unparalleled characteristics for the fusion between different materials.
This special heating and cooling process results in a structure in the cast area that is different from other cladding methods (such as spray welding, surfacing, ordinary welding, etc.), and can even produce amorphous structures, especially in the case of pulsed lasers.
This is the so-called reason for laser cladding without annealing and deformation. But I believe this is only from the macro perspective of the entire workpiece. When you carry out a microscopic analysis of the cladding layer and heat affected zone, you will see another scene.
2. Equipment Features
Currently, there are two types of machines used in laser cladding in China: CO2 lasers and YAG lasers. The former has continuous output with cladding power generally above 3KW, while the YAG laser has a pulsed output, generally around 600W.
For equipment, it is difficult for general users to thoroughly understand and heavily relies on the service of the producer. The purchase price is expensive, the maintenance cost and the price of parts are high.
In addition, the stability and durability of the equipment generally lag behind foreign counterparts.
Therefore, laser cladding machines are generally used in special fields, and it is difficult to be cost-effective in general industrial manufacturing and maintenance fields.
3. Process Features
(1) Preliminary treatment
For laser cladding, it is generally only necessary to polish the workpiece clean, remove oil and rust, remove the fatigue layer, etc., which is relatively simple.
(2) Powder feeding
CO2 lasers have higher power and typically use argon for powder feeding; YAG lasers have lower power and typically use a natural powder drop method.
These two methods basically form a molten pool in a horizontal position during cladding. If the tilt is slightly larger, the powder cannot be delivered normally, limiting the use of lasers, especially YAG lasers.
(3) From the perspective of the state of molten pool formation
Due to the high control precision of the laser, constant output power, and no arc contact, the size and depth of the molten pool are consistent.
(4) Fast heating and cooling
This affects the uniformity of the metal phase formation and is also detrimental to exhaust slag removal. This is also an important reason for the formation of pores and uneven hardness in laser cladding, especially in the case of YAG lasers which is more severe.
(5) Material selection
Due to the different absorption capacities of different materials for lasers of different wavelengths, the choice of materials for laser cladding is greatly restricted. Lasers are more suitable for some materials such as nickel-based self-melting alloys, and cladding with carbides and oxides is more difficult.
II. Features of Micro-beam Plasma Cladding
1. Technical Features
The plasma beam used in micro-beam plasma cladding machine is an ionization arc, which is more concentrated than arc welding machine, hence its heating speed is faster.
To obtain a more concentrated plasma beam, high compression ratio aperture, and low current are generally used to control the base temperature from getting too high and prevent backfire deformation.
Of course, this can’t be compared to the heating speed of a YAG laser. As the plasma arc works continuously, the machine cools down relatively slowly, forming a transition zone that is deeper than laser cladding. This results in better release of tension for hardfacing materials.
2. Equipment Features
Micro-beam plasma cladding equipment is developed based on DC welding machines.
Its power source, spray gun, powder feeder, and oscillator have a low technical threshold, are easy to manufacture, reliable, simple to maintain and use, consume less electricity, have low usage costs, good versatility, low production costs, good adaptability, and are easy to scale up for production, offering significant benefits.
It has low environmental requirements and broad material adaptability.
With the advancement of electrical technology, the level of welding technology in our country has sufficient support. In addition, the equipment is small in size and weight, and the welding gun can be held by hand, making it more flexible and convenient to use. The cost of auxiliary tooling is also low.
3. Process Features
(1) Preliminary Treatment is Simple
Only rust removal, degreasing, and fatigue layer removal are required.
(2) Powder Feeding
Argon gas is used for powder feeding. The requirements for feeding precision are low, and a certain degree of inclination is allowed. This allows for manual operation, which is suitable for metal repair.
(3) Micro-Beam Plasma has Good Stability
The stability of the micro-beam plasma is good, and the formation of the molten pool is easy to control. The filler material and the machine body are fully fused, and the transition area is good.
(4) Heating and Cooling Speeds are Lower than Laser
The molten state is maintained for a long time, which is conducive to the uniform formation of metallurgical structures. The exhaust slag is better. The powder is heated during the spraying process, and it is protected by argon gas and ionized air.
Therefore, the uniformity of the overlay layer is better, and there are fewer defects such as pores and inclusions.
(5) Material Selection
Plasma heating method has fewer restrictions on material choice, offering a wider selection, and it’s easier to overlay carbides and oxides.
III. Several Issues in Overlaying
1. About welding stress
We must establish a concept that regardless of the terminology used (welding, surfacing, thermal spraying, overlaying, etc.), it is all about casting on a metal substrate under heating.
Therefore, stress inevitably occurs in the process from heating to casting, and then to cooling.
Apart from very specific materials, the most significant influence is usually the shrinkage stress. Different welding methods vary in heating methods, speed, filler materials, and some other conditions.
Therefore, minimizing the impact of this stress on the substrate and the cast layer is an important aspect we consider when pursuing welding quality.
I believe that shrinkage stress is unavoidable. Therefore, the key to solving the welding stress problem is stress relief. In other words, where this shrinkage stress is relieved and how the stress is distributed from the substrate to the casting area is a problem that we need and can solve.
2. Why is there less deformation in laser welding (overlaying)?
The main reasons are the small casting area, small transition area, and minimal shrinkage.
Therefore, the shrinkage force generated during the material shrinkage process is not enough to deform the entire machine body.
This is the reason why laser overlaying does not deform (so when the machine body size is too small, deformation can still occur), and it is also an advantage of laser welding (overlaying).
So, where does this welding stress go? It is mainly released to the casting area and transition area. Therefore, two problems arise:
First, the casting area is prone to cracks. Therefore, laser overlaying requires a high ductility of the material, such as nickel-based powder.
Second, the transition zone has a great stress. Due to the rapid heating and cooling in the laser welding process, the transition zone size is too small, causing stress concentration in this area, which affects the bonding effect of laser welding (overlaying).
Especially when there is a significant difference in the mechanical properties between the base material and the welding material, the trend is more severe, and even delamination may occur. This requires special attention to the material and thickness design of the transition layer during laser overlaying.
3. Why does plasma cladding (weld overlay) not easily produce defects such as cracks and pores?
There are three main reasons:
One is that plasma as a heat source for cladding (weld overlay) is more concentrated than submerged arc welding, gas shielded welding, etc.
The plasma arc stability is better, there is no electrode consumption, the output heat is uniform, and it is easy to control.
This results in a uniform distribution of heat in the casting area, full and uniform material fusion, sufficient exhaust slag, and uniform shrinkage stress distribution.
Second, due to the high control precision of plasma equipment, it is convenient to control the casting area and transition area, the uniformity is good, and the stress distribution is easier to control reasonably.
Third, using argon gas protection does not require various additives, and there are no problems such as hydrogen elimination and oxidation.
Therefore, plasma cladding (weld overlay) is more suitable for large area, thick, high-quality hard surface casting (such as high manganese, high chromium ceramic materials, etc.), suitable for manufacturing wear-resistant plates, valves, rolls, etc.
4. Processability of cladding
Regarding laser cladding and plasma cladding, many peers have published many articles, most of which emphasize the advantages of lasers, which is also the goal pursued by everyone.
However, most are evaluated by the method of metallographic analysis from a microscopic perspective.
Everything has two sides, and laser cladding also has its disadvantages.
There are many limitations in the process, and higher operating skills are required in actual production, which causes difficulties for many customers.
I believe that it is mainly due to the short melting time of the cladding layer caused by rapid heating and cooling, resulting in a large difference between the outer and inner edges of the spot, uneven organization formation, uneven stress distribution, insufficient exhaust slag, resulting in uneven hardness, easy to form pores and slag inclusion problems, it is difficult to obtain a perfect cladding layer of large area, especially for YAG laser.
Therefore, laser cladding should be particularly careful from material selection to operation.
Compared with laser, plasma cladding inputs more heat and the substrate deformation is larger than laser.
But its melting is sufficient, hardness distribution is uniform, exhaust slag is thorough, material selection range is wide, easy to operate, and it is easy to obtain a relatively intact overall cladding layer, low cost, good benefits, therefore, it has obvious advantages in large area, thick cladding.