
Press Brake Tonnage Calculator (Online & Free)
Attention all metalworking enthusiasts! Are you tired of guessing the proper tonnage for your press brake? Look no further! In this blog post, we'll dive into the world of press…
Press brake operators play a crucial role in shaping the world around us, but their work is not without risks. In this article, we’ll explore essential safety tips from industry experts to help keep these skilled professionals out of harm’s way while they craft the components that make our lives better.

The safety of press brake operators is paramount due to their close proximity to the machine and direct handling of sheet metal. Minimizing exposure to potential injuries is critical in maintaining a safe working environment.
Modern press brakes incorporate advanced safety systems, including fixed photoelectric guards and laser protection systems. These technologies are designed to prevent finger crushing incidents between the sheet metal and punch tip. It is imperative that these safety devices remain active at all times during operation.
However, operators must exercise heightened vigilance during specific working phases when safety devices may not automatically halt the press brake in hazardous situations. For instance:
During machine setup, the press brake must be locked out to prevent accidental activation of the upper beam via the foot pedal. The upper beam should be maintained in its dead-center position throughout this process.
While operating the press brake, operators must adhere to proper sheet metal handling techniques. This includes:
Additionally, operators should be trained in ergonomic practices to reduce fatigue and maintain situational awareness throughout their shift. Regular safety audits and refresher training sessions can help reinforce best practices and address any emerging safety concerns.
By combining advanced safety technologies with proper operator training and vigilance, the risks associated with press brake operation can be significantly mitigated, ensuring a safer and more productive manufacturing environment.
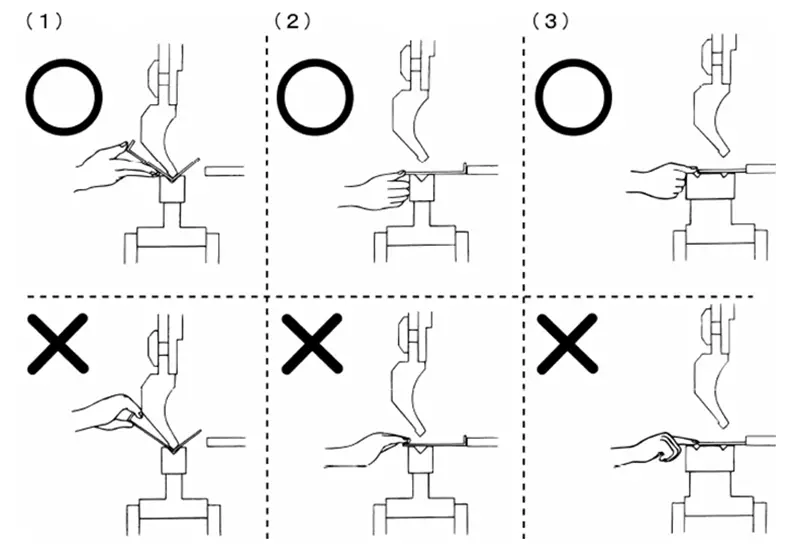
The correct way to hold workpieces:
Start
Open the power switch → Hold up the pedal switch to start pump → Turn on the boot key → L-axis reset → D-axis reset → Commissioning
Install Punch & Die
First, install the punch and then the die. To align them, loosen the two screws under the guide rail.
Raise the height of the punch first and then slowly step on the pedal to check if the mold is concentric. Always check the pressure gauge to ensure that the pressure does not exceed the range.
Pickup & placement of the workpiece
Do not place your hands between the folded workpiece and the die to avoid pinching your fingers. When aligning the mold, keep your hands and any part of your body away from the space between the upper and lower mold.
When bending large pieces, be aware of the rebound of the workpiece as it may cause injury to your face.
If the press brake is being operated by two or more people, one of the operators should have control over the pedal switch and operate it carefully.
Adhere strictly to machine tool safety regulations and wear appropriate personal protective equipment (PPE).
Before operation, conduct a comprehensive inspection of the press brake’s electrical components, including motor, switches, wiring, and grounding. Verify that all control elements and buttons are in their correct positions.
Ensure proper alignment and secure mounting of upper and lower dies. Confirm that positioning devices meet fabrication specifications.
Reset the program if the upper slide plate and position axes are not at their origin state.
If abnormal sounds or malfunctions occur within the first 1-2 minutes of operation or after 2-3 movements of the upper slide plate, immediately halt the machine. Resume operation only after thorough inspection and confirmation of normal functionality.
Designate a single operator to control the press brake during operation. Establish clear communication protocols between the operator and material handlers to ensure all personnel are in safe positions before initiating bending operations.
Select appropriate slider stroke, upper and lower dies, and bending force based on workpiece thickness and geometry. Consult the bending force chart located on the machine to determine the optimal V-die width and verify that the required bending force does not exceed the press brake’s nominal capacity.
When adjusting die clearance, ensure the slider is at top dead center. Adjust clearance incrementally from larger to smaller gaps.
Set initial die clearance approximately 1mm larger than the plate thickness to prevent die damage due to insufficient space.
For two-person operations, designate one individual responsible for emergency stops and power disconnection when leaving the machine.
Avoid uneven loading and single-point pressure application.
Secure workpieces firmly to prevent warping and potential injuries during bending.
Keep the area between upper and lower dies clear of gauges or foreign objects.
Disconnect power and halt the press brake before adjusting dies.
Ensure proper die selection and secure fastening to prevent accidents during installation and operation.
When adjusting variable die openings, prevent material contact with the lower die.
Calculate correct bending pressure, reducing maximum pressure by 50% for eccentric loads.
Maintain a minimum workpiece length of 1/3 of the worktable length when operating at maximum bending pressure.
Prohibit personnel from standing behind the press brake during operation.
Avoid applying pressure to only one end of the workpiece.
If misalignment of workpiece or dies is detected during operation, stop the machine immediately and make necessary adjustments. Never attempt manual corrections while the press brake is in motion.
Do not attempt to bend materials beyond the machine’s specifications, such as ultra-thick sheets, quenched steel, advanced alloys, or structural steel, to prevent equipment damage.
Perform regular inspections of die alignment and pressure gauge accuracy.
In case of any abnormalities, immediately halt operations, investigate the cause, and notify appropriate personnel for prompt troubleshooting.
Before powering down, place protective wooden blocks under the cylinders at both ends of the lower die and lower the top slide onto these blocks.
Upon completion of work, exit the control system, disconnect power, and thoroughly clean the work area.
Implement a comprehensive operator training program and maintain detailed maintenance records to ensure ongoing safe and efficient press brake operations.
Adhere strictly to machine tool safety protocols and wear appropriate personal protective equipment (PPE) as mandated.
Prior to operation, meticulously inspect the motor, switches, wiring, and grounding for proper functionality and secure connections. Verify that all control components and buttons are in their correct positions.
Examine the alignment and secure fitting of the upper punch and lower die. Ensure positioning devices meet workpiece specifications.
If the ram and positioning axes are not at their origin, execute the return-to-origin program.
Upon startup, allow the equipment to idle for 1-2 minutes, with the ram completing 2-3 full strokes. If any abnormal sounds or faults occur, cease operation immediately. Resume work only after addressing and resolving all issues.
During operation, designate one person to coordinate activities, ensuring close cooperation between the operator and material handling personnel. Confirm all personnel are in safe positions before signaling for bending operations.
Adjust the ram stroke, select appropriate punch and die combinations, and set bending pressure based on sheet thickness and geometry. Choose the lower die opening size and verify the workpiece bending force, referencing the bending force chart located on the machine’s right side. Never exceed the machine’s nominal force capacity.
When adjusting the gap between punch and die, ensure the ram is at its upper dead point. Adjust the gap progressively from large to small. Initially, set the gap approximately 1mm larger than the sheet thickness to prevent die crushing.
For multi-operator bending operations, designate one person to control the foot brake. Always disconnect power when leaving the machine.
Avoid unilateral or single-point loading operations.
Securely clamp the sheet during bending to prevent lifting and potential injuries.
Keep the area between punch and die clear of tools and debris.
Power down and halt operations when adjusting sheet pressing dies.
Select bending tools correctly, ensuring proper fastening of punch and die. Exercise caution during tool installation to prevent injuries.
When adjusting the opening of variable lower dies, ensure no material contacts the die surface.
Choose bending pressure judiciously. For off-center loading, maintain pressure below 50% of maximum capacity.
When applying maximum bending pressure, ensure the workpiece length is at least 1/3 of the bed length.
Prohibit personnel from standing behind the machine during operation.
Never attempt single-operator bending at one end of a workpiece.
If workpiece or tooling issues are detected during operation, halt the machine and make corrections. Never attempt manual adjustments during operation to avoid hand injuries.
Do not bend materials exceeding machine specifications, including excessively thick plates, quenched steels, high-alloy steels, or square stock, to prevent equipment damage.
Regularly inspect punch and die alignment and pressure gauge accuracy.
In case of anomalies, immediately stop the machine, investigate the cause, and notify relevant personnel for prompt fault resolution.
Before powering down, place wooden blocks on the lower die beneath both side cylinders and lower the ram onto these blocks.
Upon job completion, exit the control system program, disconnect power, and thoroughly clean the work area.
Safety procedures must be rigorously adhered to at all times during sheet metal fabrication. This includes the mandatory use of appropriate personal protective equipment (PPE), with particular emphasis on cut-resistant gloves and protective clothing specifically designed for sheet metal work. These safeguards are crucial in preventing lacerations, punctures, and other potential injuries associated with handling sharp metal edges and burrs.
Equally important is the proper positioning of hands and body during workpiece manipulation and processing. Operators must maintain ergonomically correct postures and hand placements to support and guide the sheet metal effectively. This not only ensures precise fabrication but also prevents strain injuries and accidents. It’s essential to avoid awkward or unnatural movements that could compromise control over the material or interfere with its intended flow through the fabrication process.
Furthermore, operators should be trained in proper material handling techniques, including the use of mechanical aids when appropriate, to minimize the risk of musculoskeletal injuries and to maintain optimal control over the workpiece throughout all stages of fabrication. By combining proper PPE usage with ergonomic work practices, sheet metal fabricators can significantly enhance both safety and productivity in their operations.

As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.







