There are mainly three methods for edge processing of ship components:
1. Mechanical shearing method
(1) Principle of mechanical shearing
(2) Processing technology of mechanical shearing
2. Gas cutting method (chemical cutting method)
(1) Principle of gas cutting
(2) Process of gas cutting technology
3. CNC plasma cutting method
Below, the basic principle of plasma cutting and its application in shipbuilding will be mainly introduced.
Plasma Cutting Method:
There is an essential difference between the process of plasma cutting and the principle of gas cutting. It is a physical cutting process that uses the high temperature of the plasma arc to melt the metal at the cutting seam, and then blows it away with a high-speed flame to form a narrow gap that separates the material as the nozzle moves.
The plasma arc is also known as a compressed arc, which has a relatively small conducting cross-sectional area and thus concentrates energy more effectively.
(1) Principle of Plasma Arc Cutting
1. Generation of Plasma Arc
The principle of plasma arc generation is basically the same as that of welding arc. Arc is a stable form of gas discharge, which is the phenomenon of current passing through gas. Under normal circumstances, gas is a good insulator. With the action of external energy, some atoms in the gas emit electrons and become positive ions – ionization.
The Principle of Arc Generation.
The magnitude of external energy is represented by the ionization potential. According to the way external energy is supplied, gas ionization can be divided into three forms: photoionization, collision ionization, and thermal ionization. The ionization of gas in the arc is mainly thermal ionization.
The degree of gas ionization is expressed by the ionization degree: the ratio of the density of ions or electrons to the density of neutral particles before ionization.
A gas with an ionization degree lower than 0.1% is called a weakly ionized gas, whose properties are similar to those of un-ionized gas.
Properties of Ionized Gas.
When the ionization degree reaches 1%, the gas conductivity is close to that of fully ionized gas. The temperature and ionization degree of plasma arc are significantly higher than those of ordinary welding arc, but the conductivity of plasma arc does not change significantly.
The cross-sectional size of the plasma arc column is relatively small, and its resistance is often large. The main factor determining the ionization degree of gas is temperature.
Definition of Plasma
At 30,000K, almost all gases become ionized and are in a state of complete ionization. The gas in the state of complete ionization is called “plasma”.
This gas is composed entirely of charged particles, has strong conductivity, and exhibits significant electromagnetic properties, but as a whole, it remains electrically neutral. This is considered the fourth state of matter.
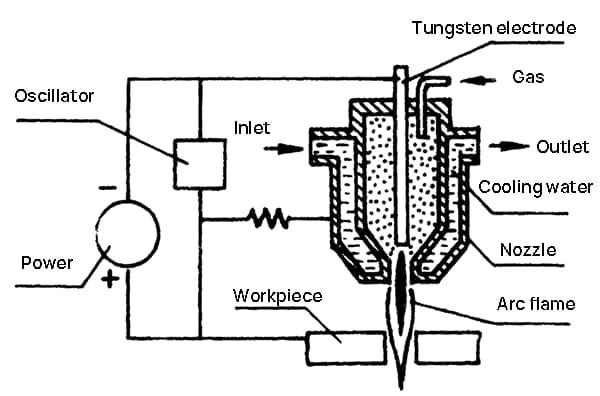
2. Principle of Plasma Arc Generating Device.
Thermal Constriction Effect (1)
The arc burns through the nozzle orifice between the tungsten electrode and the metal being cut. The arc column is cooled by cold air flow and the water-cooled nozzle orifice wall. This cooling effect causes a constriction of the plasma arc column to occur, which increases the energy density and temperature of the arc in the narrow region at the center of the plasma arc column. This phenomenon is known as the thermal constriction effect.
This effect causes the cross-sectional area of the arc column to decrease, and the current density to increase.
The energy of the entire arc column is concentrated in the central region.
Thermal Constriction Effect (2).
This cooling effect is called the “thermal constriction effect”. With a reduced cross-sectional area, the same current requires an increased supply voltage.
At this point, the electric field strength of the arc column increases.
The value of electric field strength largely reflects the degree of compression that the arc is subjected to.
Magnetic Constriction Effect
When the current of the plasma arc reaches a certain value, the magnetic field generated by the arc current further squeezes the cross-sectional area of the arc column. This effect is called the “magnetic constriction effect”.
Free-burning arcs also exhibit magnetic constriction effects. The plasma arc has a higher current density and is based on thermal constriction, so the magnetic constriction effect is stronger.
Mechanical Constriction Effect
The aperture of the nozzle orifice exerts a forced compression effect on the arc column. The compressed gas flow or water flow around the arc also exerts a forced compression effect on the arc column, which is known as the mechanical constriction effect.
This compression of the arc is called the “mechanical constriction effect”.
Implementation of Plasma Cutting
The pressure from the three constriction effects and the thermal diffusion inside the plasma arc reach a balance, forming a high-speed, high-temperature plasma flow that is sprayed out of the nozzle orifice.
When the plasma flow encounters low-temperature metal, it recombines into atoms or molecules and releases energy, causing the metal at the cutting seam to rapidly heat up and melt. The strong mechanical force of the plasma flow then pushes away the melted metal to achieve cutting.
Plasma Generation Device for Water Jet
The figure illustrates a schematic diagram of a plasma generation device for water jet cutting, which differs from conventional plasma arc cutting mainly in the nozzle structure.
Structure of the Plasma Generation Device for Water Jet
Add a circle of water jet holes at the outlet of the arc column in the nozzle. Water jets shoot from all sides towards the arc, increasing the thermal shrinkage effect. The arc column is further shrunk by water cooling.
The energy density of the arc is more concentrated, which further increases the cutting speed.
Types of plasma arc:
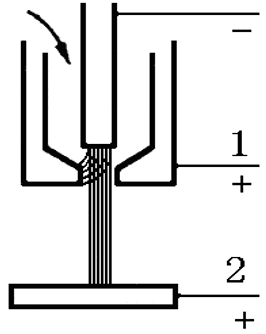
The plasma arc generation device is formed on the basis of tungsten electrode argon arc welding practice. According to the connection mode of the power supply, the plasma arc can be divided into three types: transferred arc, non-transferred arc, and hybrid arc.
Generation of Transferred Plasma Arc:
The electrode is connected to the negative pole and the workpiece is connected to the positive pole. The arc is first formed between the electrode and the nozzle, and then a relatively high voltage is applied between the electrode and the workpiece. As a result, the plasma arc is transferred from the electrode to the workpiece.
Applications of Transferred Plasma Arc:
The cathode spot and the anode spot of the transferred plasma arc fall on the electrode and the workpiece, respectively. This results in a lot of heat generation that is concentrated at the point of contact between the arc and the workpiece. This type of plasma arc can be used for both cutting and welding applications.
Since the transferred plasma arc occurs between the electrode and the workpiece, it requires that the workpiece must be conductive.
Non-Transferred Plasma Arc:
In the case of the non-transferred plasma arc, only the nozzle is connected to the positive pole. The plasma arc is generated between the electrode and the nozzle, and the high-temperature flame flows through the nozzle. The anode spot is on the nozzle, which causes more heat loss and leads to a decrease in the temperature of the plasma arc.
The non-transferred plasma arc is suitable for cutting and welding thin metal and non-metallic materials.
Hybrid Plasma Arc:
Both transfer and non-transfer plasma arcs are present simultaneously. This type of plasma arc is primarily utilized in micro-arc welding and powder material spraying.
Physical characteristics of plasma arc
(1) The thermal characteristics of plasma arc.
Thermal characteristics are important properties of a heat source. The temperature, thermal power, and thermal efficiency of plasma arc are:
① The temperature of plasma arc
The temperature of plasma arc mainly refers to the temperature of the arc column. The temperature of the arc column is generally related to the arc power, gas, electrode materials, and other working conditions.
The effect of gas ionization potential on temperature.
The composition of gases in space has a substantial impact on the temperature of the arc column. A higher ionization potential of gas typically leads to a higher arc column temperature.
Additionally, the ionization potential of the vapor of electrode materials can significantly affect the arc column temperature when it is lower.
When using a molten metal electrode arc, the resulting metal vapor has a low ionization potential, and the temperature ranges from 5000K-6000K. After plasma generation, tungsten electrodes are commonly used and do not evaporate.
The temperature of the plasma arc
The temperature of the plasma arc column can range between 15000K-50000K, and there is an extremely high temperature gradient from the center to the edge. In comparison to the other two types of plasma arcs, transfer plasma arc has a higher temperature.
Under the conditions of I=300A, U=250V, d=2.8mm nozzle aperture, and a gas flow rate of Q=50l/min, utilizing nitrogen as the working gas, the maximum temperature near the nozzle reaches Tmax=30000℃. At I=1500A and d=2.5mm, Tmax=52000℃, and the energy concentration reaches 1.1×109 W/cm2.
② The thermal power of plasma arc
A high-temperature heat source does not necessarily equate to greater heating capacity. The heating capacity of a heat source depends on its thermal power – the amount of heat energy it can transfer per unit of time.
The thermal power of an arc is the amount of electrical energy converted into heat energy within a given time, also known as power consumption. This represents the amount of heat generated by the arc per unit of time.
Calculation of the thermal power of a plasma arc.
Due to its high operating voltage (V) and current (I), a plasma arc generates a significant amount of thermal power. As a result, the thermal power of a plasma arc can be fine-tuned by adjusting various parameters.
Influential parameters on thermal power
The working current of a plasma arc is dependent on various factors, such as the geometry and size of the nozzle, the composition and flow rate of the working gas, and the electrode material.
These parameters play a critical role in determining the operating current of a plasma arc. Additionally, the influence of gas composition can guide the selection of the working gas.
When utilized as a heat source, a plasma arc generates a substantial amount of heat. The gas plays a crucial role in transmitting a significant proportion of this heat to the workpiece.
The working gas of a plasma arc
During the heating, decomposition, and ionization processes that occur within the arc column, the gas absorbs heat and reaches extremely high temperatures.
The amount of heat absorbed by the gas increases as it undergoes thermal decomposition and ionization or experiences a rise in temperature, which ultimately enhances its capacity for heat transfer.
From the standpoint of thermal decomposition, only gases in a molecular state can be subject to this process. The working gases for plasma arcs include H2, N2, air, water vapor, argon, and others.
As the temperature of the gas used in a plasma arc combustion rises, so does its enthalpy.
The thermal efficiency of a plasma arc
The electric energy is transformed into thermal energy in the plasma gun, but not all of it is used to heat the workpiece. Some is taken away by cooling water and radiation. With transferred arc, there is less heat loss, and the workpiece can receive 60% of the thermal energy.
The actual amount of thermal energy received by the workpiece is the effective thermal power of the plasma arc.
(2) Plasma arc flame velocity
The plasma arc flame velocity is extremely fast, reaching supersonic speeds of up to 300-1000m/s and has strong blowing force. The workpiece gas is rapidly expanded due to the heating in the nozzle channel, resulting in a fast jet speed due to thermal acceleration.
In cutting processes, plasma arcs with fast flame velocities and high impact forces are known as rigid arcs. Small aperture nozzles and large flow rate working gases are easy to obtain rigid arcs.
(3) The electrical characteristics of the plasma arc
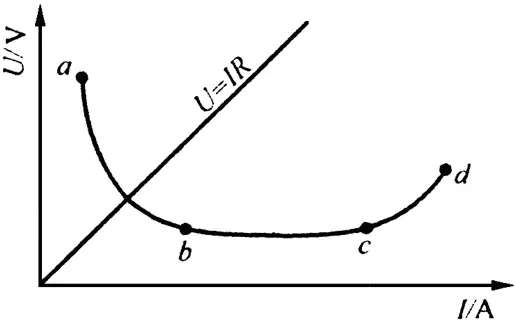
The static volt-ampere characteristics of the plasma arc, also known as the static characteristic.
The static characteristics of the plasma arc
The nozzle limits the increase of the plasma arc column cross-sectional area. The difference between the static characteristics of the plasma arc and those of an ordinary electric arc is manifested in two aspects: a higher voltage and a tendency to exhibit a flat or rising characteristic.
The static characteristics of the plasma arc are related to the type and flow rate of working gas, nozzle size, electrode spacing, and other factors.
(4) The combustion stability of the plasma arc.
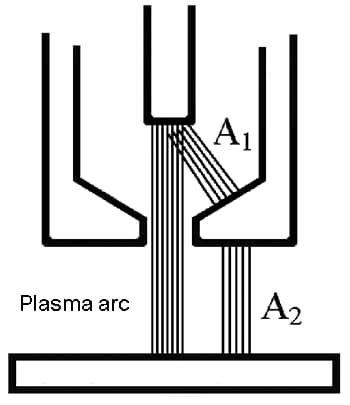
When using a transferred arc plasma, a phenomenon called dual arcing may occur, which can disrupt the stability of the plasma arc combustion.
Dual arcing can disrupt the normal progress of the cutting process and cause nozzle damage.
Dual arcing phenomenon
Under certain current and external conditions, the arc voltage always tends to maintain a minimum value. This is an important rule in arc physics known as the principle of minimum voltage.
When dual arcing occurs, the voltage of A1+A2 is lower than that of the plasma arc, therefore, the voltage drop in the nozzle channel is directly related to the dual arcing phenomenon.
Dual arcing and the voltage of the plasma arc
In order to increase the compression degree of the arc, it is desirable to reduce the nozzle aperture and lengthen the plasma arc, thereby increasing the voltage and magnetic contraction effect.
Voltage is directly proportional to arc length, so excessive increases in arc length should be limited from the perspective of preventing dual arcing phenomenon. There are also other factors that can affect the dual arcing phenomenon.
(2) Plasma Arc Cutting Equipment and Process
1. Plasma Arc Power Supply.
The relationship between the output current and the voltage across the terminals of the power supply is known as the external characteristics of the power supply.
The plasma arc requires that the power supply has a steep drop external characteristic.
The open-circuit voltage (U0) of the power supply.
To facilitate ignition and stable combustion of the plasma arc, the U0 requirement for the power supply is relatively high.
For welding, thermal spraying, and other processes, a U0 > 80V is sufficient, while cutting and spraying require a U0 > 180V. The magnitude of the open-circuit voltage depends mainly on the thickness of the material being cut, with thicker materials requiring higher U0.
The power supply for plasma arc cutting
The power supply commonly used for plasma arc cutting is mostly a DC arc welding power supply with steep drop external characteristics, and there are specific models available. Sometimes, AC power supplies are used for certain processes or materials, which is common in plasma arc welding.
In some cases, general-purpose arc welding machines can be used instead by connecting several welding machines with the same current type and external characteristics in series.
The open-circuit voltage of domestically-produced plasma arc cutting machines is generally 120V-300V, with a working current of 320A-500A, and a working voltage of 60V-150V.
2. Plasma Arc Electrode Material
The electrode materials for the rear electrode are the same as those for TIG welding, including tungsten electrodes, thoriated tungsten electrodes, and ceriated tungsten electrodes.
Pure tungsten with a melting point of 3400℃ and a boiling point of 5000℃ can generally meet the requirements, but it should be well-cooled to reduce burnout. Adding 1-2% thorium oxide to pure tungsten produces thoriated tungsten electrodes, which have stronger electron emission capability than pure tungsten electrodes.
Under the same electrode diameter conditions, thoriated tungsten electrodes can be used at higher currents with slower burnout rates.
Ceriated tungsten electrodes and zirconiated electrodes.
Thoriated tungsten electrodes are radioactive and can be harmful to health. Ceriated tungsten electrodes are produced by adding 2% cerium to pure tungsten, which can reduce radioactive contamination while further improving electron emission capability and process performance.
This is a more ideal choice for the rear electrode material as it reduces electrode burnout rates. Zirconiated electrodes can use air as the working gas and have a lifespan close to that of thoriated tungsten electrodes when working in N2+H2 mixed gas.
3. Plasma Arc Working Gas.
The commonly used working gases for plasma arc cutting are nitrogen (N2), argon (Ar), hydrogen (H2), or their mixtures. N2 has a relatively high enthalpy, stable chemical properties, low hazard, and low cost, making it a widely used working gas.
Nitrogen can dissolve into steel to form iron nitride, which increases strength but decreases ductility. The purity of nitrogen should not be lower than 99.5%. If there is too much O2 or water in the gas, it can cause severe burnout of the tungsten electrode.
Working gas – Argon
Argon has a lower enthalpy and consequently, the plasma arc voltage is also low. As a monatomic gas, argon does not decompose or have a heat absorption effect at high temperatures.
Its specific heat capacity and thermal conductivity are both small, resulting in minimal energy loss when burning the arc in argon gas.
However, due to the high ionization potential of argon, both arcing and combustion require higher energy. Special arcing measures should be taken to solve the problem of difficult combustion.
Argon is an inert gas that does not react with various metals or dissolve in them. For cutting chemically active metals, high-purity argon gas is a good protective medium.
Argon gas is heavier than air and occurs naturally at about 1% concentration in the atmosphere, but extracting it can be costly. Generally, argon is a by-product of oxygen production, and domestically-produced industrial-grade argon has already reached 99.99% purity.
Hydrogen (H2) is the gas with the highest enthalpy and thermal conductivity, and has the greatest ability to transfer heat energy.
Mixing hydrogen into the working gas can significantly increase the thermal power of the plasma arc, making it a common choice for spraying on hard-to-melt materials or cutting thick workpieces.
For most metal materials, hydrogen is a reducing gas that can effectively prevent oxidation of the material.
Working gas – Hydrogen, Air
Hydrogen is a combustible gas that can easily ignite and explode when mixed with air.
Hydrogen can dissolve in many melting metals at high temperatures, which can sometimes affect process performance, and the hydrogen that penetrates into the steel can easily cause hydrogen embrittlement.
Air has a high ability to transfer heat energy as a working gas and is relatively inexpensive and convenient to use by compressing it.
Working gas – Mixed gases
In addition to using air for zirconium electrodes, tungsten electrodes can also use air as the working gas.
When using air with a tungsten electrode, a double-layer airflow plasma gun should be used, and the inner layer should use gases such as argon or nitrogen to protect the tungsten electrode from oxidation by air.
The commonly used mixed gases are nitrogen-hydrogen and argon-hydrogen, which combine the advantages of both gases.
Considerations for Mixed Gases
Mixture Ratio:
The ratio of mixed gases used can significantly affect the cutting speed, cut quality, and nozzle lifespan.
For hydrogen-argon mixture, the recommended ratio is (20-40)% H2 to (80-60)% Ar, while for hydrogen-nitrogen mixture, the recommended ratio is (10-25)% H2 to (90-75)% N2.
Arc Starting Problem:
Starting arcs in mixtures containing a large amount of diatomic gas can be difficult. However, it is generally possible to start an arc in pure argon or pure nitrogen gas instead.
4. Plasma Arc Cutting Process.
The parameters of plasma arc cutting process include:
- No-load voltage (U0)
- Cutting current (I)
- Operating voltage (U)
- Gas flow rate (Q)
- Cutting speed (v)
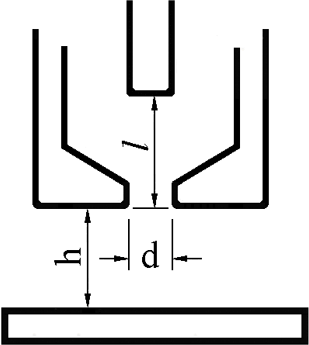
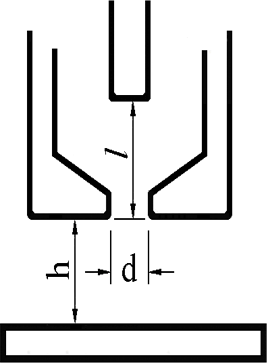
- Distance between nozzle and workpiece (h)
- Distance between tungsten electrode and nozzle tip (l)
- Nozzle orifice diameter (d)
(1) No-load voltage (U0)
To ignite and maintain a stable plasma arc, a minimum no-load voltage of 150V is recommended. When cutting thicker materials (over 200mm), a higher no-load voltage of over 200V is necessary.
For cutting very thick materials, the no-load voltage can be as high as 300-400V. High no-load voltage can increase the risk of electrical shock, so it is important to take appropriate safety measures when working with plasma cutting equipment.
(2) Cutting current (I) and operating voltage (U)
Cutting current and operating voltage determine the power of the plasma arc. Increasing the cutting current and operating voltage can increase the thermal power of the plasma arc, allowing for higher cutting speeds and increased efficiency when cutting thicker materials.
As cutting current is increased, cutting speed can significantly increase as well. However, the effect of increasing the cutting current on cutting speed becomes less significant as the thickness of the material being cut increases.
Effective ways to increase power:
Increasing the current will cause the arc column to become thicker, resulting in wider kerf and easier tungsten electrode nozzle burnout. Raising voltage is an effective way to increase plasma arc power, especially when cutting thick materials. Working voltage U is related to gas composition and flow rate. The U for N2 is greater than that of Ar. H2 requires higher U due to its strong heat dissipation ability.
Plasma arc working voltage
When U > 0.65U0, the plasma arc will exhibit an unstable phenomenon known as double arcing. When increasing the working voltage of the plasma arc, it is necessary to also increase the no-load voltage of the power supply. U is also related to the geometric shape of the nozzle, especially the nozzle aperture d.
Gas flow rate Q
When other conditions are the same, an increase in Q will enhance the thermal shrinkage effect of the arc column, resulting in more concentrated energy. As Q increases, U increases, leading to an increase in plasma arc power, arc column temperature, and velocity v.
At the same time, the arc jet speed increases, the cutting force is enhanced, and the quality of the cut is also improved.
However, if Q is too large, some of the energy will be taken away by cold air, resulting in a decrease in the amount of heat available to melt the metal, which can impact the stability of the arc combustion and normal cutting.
(4) Cutting speed v
An appropriate cutting speed v can improve the surface quality of the cut.
When power is constant, increasing v will decrease the heated area of the workpiece and the size of the heat-affected zone.
If v is too high, the material being cut may not melt. If v is too slow, productivity will decrease, the surface of the cut will be rough, burrs will increase at the bottom, and the workpiece will deform more significantly.
As long as the quality of the cut is ensured, the cutting speed v should be increased as much as possible.
(5) Nozzle-to-workpiece distance h
To fully utilize the heat generated by the plasma arc and make it easier to operate, the distance h between the nozzle and the workpiece surface should be controlled within 10mm. Typically, this distance is set to 4-7mm.
The impact of h on the plasma arc
Increasing h is equivalent to increasing the arc length, which leads to an increase in U.
However, as the arc length increases, efficiency decreases and thermal radiation energy increases, which can cause a decrease in v. If h is too high, blowing force and cutting ability will decrease, leading to an increase in bottom burrs and the possibility of double arcing. If h is too small, there is an increased risk of short circuiting.
(6) Nozzle parameters – l, d
l refers to the distance between the tungsten electrode end and the nozzle end, which is related to whether the arc can be properly compressed.
If l is too large, it will destroy arc stability. If l is too small, it can cause a short circuit between the tungsten electrode and the nozzle that can burn out the nozzle.
The nozzle diameter d affects the arc column diameter and temperature. An increase in d will result in a decrease in compression, energy density, cutting force, and cutting speed v. This can also cause a decrease in cutting ability.
In general, smaller d is associated with larger U, while larger d is associated with smaller U.
5. Cutting characteristics of thick workpieces.
As the thickness t increases, the amount of molten material also increases, which requires an increase in power.
To reduce burnout, it is recommended to increase U while keeping power constant. As t increases, the range of anode spot jumps also increases, and therefore, U must be greater than 220V to ensure arc stability. Sufficient heat is required to cut through the bottom, resulting in a thin and elongated arc with a small axial temperature gradient.
Working gas with high enthalpy and thermal conductivity, such as N2+H2, is recommended.
Laser cutting method
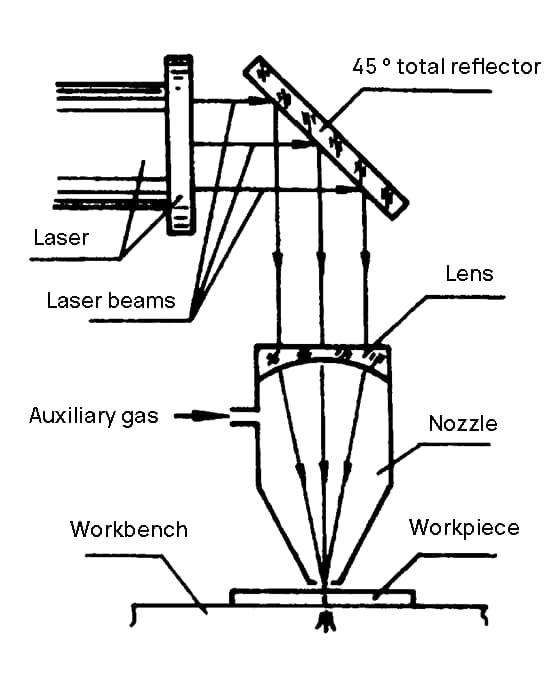
(1) Introduction to the principle of laser cutting
The horizontal laser beam emitted by the laser cutter.
After being reflected by a 45-degree mirror, the laser beam is redirected vertically downward.
The laser beam is then focused by a lens, creating an extremely small spot at the focal point.
Laser cutting
The power density of the spot reaches 106-109 W/cm2. When the workpiece is irradiated by the laser spot, it generates a localized high temperature (above 10,000℃), causing the workpiece to melt or vaporize instantly. As the cutting nozzle moves, a cut is formed on the workpiece.
Meanwhile, an assisting gas with a certain pressure is used to blow away the molten slag at the cut, thus cutting through the workpiece.
Laser power
The laser beam is an ideal parallel beam (with a divergence angle θ < 0.001 radians). After focusing, the spot diameter can be represented by do = fθ (where θ ≠ 0), where f is the focal length of the lens. If the laser power is W, then the power density of the spot is:
Characteristics of laser cutting
Compared with gas cutting and plasma arc cutting, laser cutting has the following advantages:
Laser cutting applications
Laser cutting has outstanding advantages in the cutting of thin sheets, improving cutting efficiency, and reducing thermal deformation.
It can cut various high-melting-point materials, heat-resistant alloys, and superhard materials, as well as semiconductors, non-metallic materials, and composite materials.
When cutting thick metals, compressed gas is blown to assist in cutting, reducing the width of the kerf and the heat affected zone.
(2) Practical applications of laser cutting
The application of laser cutting technology dates back to the 1970s. Currently, the US Navy is a leader in the use of laser technology for shipbuilding research. In recent years,
Japan has produced and sold CNC laser cutting machines with power below 5kW which can cut low carbon steel up to 32mm thickness with high quality. When cutting a 12mm plate, the cutting speed is about 2.5m/min, which is comparable to existing plasma arc cutting machines.
Laser cutting has many applications in shipyards, including:
Mitsui Zosen Corporation Tamano Shipyard primarily builds warships and also constructs 40,000-tonne bulk carriers. Most of the plate thicknesses for ship components are around 10mm, and a significant proportion of thin steel plate processing is required. The ship structures require low heat deformation and high cutting accuracy due to the relatively thin structure of the steel plates used. The use of laser cutting machines in the production of ship body steel plates has achieved significant results.
Yunao Shipyard’s laser cutting machine
Japanese-made CO2 laser cutting machine for aircraft, with a gauge of 7.5m, has a maximum power of 3.5kW (rated power of 3kW). It has an effective cutting width of 5.4m, effective cutting length of 29.1m, and can cut up to a maximum thickness of 19mm. The cutting speed for plates with a thickness of 8-10mm is between 900-1000mm/min. The incision width is less than 0.5mm and the cutting deformation is minimal. There is no upper edge collapse or lower edge slag, and the cutting precision is much higher than plasma arc cutting.