Têmpera em água vs. Têmpera em óleo: Qual é a diferença para o aço 35CrMo?
O que é que torna a têmpera em água e a têmpera em óleo tão diferentes para o aço 35CrMo? Este artigo explora os efeitos distintos destes dois métodos na dureza e nas propriedades mecânicas do aço. Ao comparar os resultados de ambas as técnicas, o artigo esclarece qual o método que melhor se adequa às necessidades específicas de fabrico. Os leitores obterão informações sobre o processo de têmpera ideal, compreendendo o equilíbrio entre resistência e flexibilidade, e as vantagens económicas de cada abordagem.
O aço 35CrMo, um material comum utilizado nas peças da nossa empresa, é normalmente temperado e revenido através de arrefecimento a óleo ou arrefecimento a água com arrefecimento a óleo. No entanto, uma vez que o forno multifunções da linha de produção foi utilizado, não é possível concluir o processo de arrefecimento a óleo com arrefecimento a água.
Como resultado, as peças temperadas com óleo, particularmente aquelas com barras laminadas sem processamento de superfície, apresentam baixa dureza e não atendem aos requisitos de desenho. Isto requer uma têmpera secundária, o que afecta negativamente o desempenho das peças, aumenta os custos de produção e resulta em perdas desnecessárias.
Uma análise revelou que a baixa dureza se deve principalmente a uma velocidade de arrefecimento insuficiente. Com base em dados relevantes e na experiência de produção de outras instalações de tratamento térmico, o arrefecimento das barras de aço 35CrMo com salmoura pode aumentar a taxa de arrefecimento.
Uma vez que a nossa empresa não utilizou anteriormente a têmpera em água na produção de barras de aço 35CrMo, precisamos de testar os métodos de têmpera em água e em óleo e comparar as suas propriedades mecânicas antes de decidirmos implementar a têmpera em água para barras de aço 35CrMo.
1. Determinação do plano de teste
(1) Materiais de ensaio
O material de ensaio é 35CrMo barra de aço produzido pela nossa empresa( φ 60mm), ver Tabela 1 para a composição química.
Quadro 1 Composição química de 35CrMo Barra de aço (Análise de massa) (%)
Projeto
C
Si
Mn
Cr
Mo
S
P
Cu
Ni
Norma nacional
0.32~0.40
0.17~0.37
0.40~0.70
0.80~1.10
0.15~0.25
≤0.035
≤0.035
≤0.30
≤0.30
Materiais de teste
0.36
0.26
0.56
0.99
0.17
0.03
0.02
0.1
0.1
(2) Instrumentos e equipamentos de ensaio
A linha de produção de equipamento de ensaio de fornos multiusos está representada na Figura 1. A máquina de ensaio universal eletrónica é controlada com o aparelho de ensaio de dureza Rockwell e o microcomputador CMT8202.
Fig. 1 Linha de produção de fornos multiusos
(3) Método de ensaio
O ensaio é composto por duas partes: uma comparação da profundidade da camada endurecida entre dois métodos de têmpera.
As amostras de ambos os métodos de têmpera são submetidas a um ensaio de tração e os resultados da sua resistência à tração e alongamento são comparados.
2. Processo de ensaio e análise de resultados
2.1 Profundidade de endurecimento
Pegue a barra de φ60mm como amostra de teste e conduza o resfriamento de óleo e o resfriamento de água.
As barras de aço 35CrMo podem ser submetidas a têmpera em óleo e água, e a dureza pode ser ajustada para atingir 28-30HRC através do ajuste da temperatura de têmpera.
(1) Processo de arrefecimento em óleo
Têmpera a 860 ℃, mantendo durante 45min, arrefecimento do óleo a 150 ℃;
Temperar a 520 ℃, manter durante 90min e arrefecer ao ar até à temperatura ambiente. A curva do processo é mostrada na Fig. 3.
Fig. 3 Curva do processo de arrefecimento do óleo
(2) Processo de arrefecimento com água
Têmpera a 860 ℃, mantendo durante 45min, arrefecimento com água a 150 ℃;
Temperar a 580 ℃, manter durante 90min e arrefecer ao ar até à temperatura ambiente. A curva do processo é mostrada na Fig. 4.
Fig. 4 Curva do processo de arrefecimento com água
A barra de ensaio é transformada numa amostra de tração para o ensaio de tração, e os resultados são apresentados na Tabela 3.
Pode ver-se na Tabela 3 que a resistência após a têmpera em água é relativamente elevada e a tenacidade é relativamente baixa, com pouca diferença global.
Com base nos resultados dos ensaios, pode deduzir-se que, embora a resistência à tração tenha melhorado significativamente, o alongamento diminuiu com a mesma dureza superficial. Isto deve-se à rápida velocidade de arrefecimento da água de arrefecimento, que resulta numa camada endurecida profunda e numa elevada dureza.
Esta solução resolve o problema da dureza insuficiente das barras de aço 35CrMo após a têmpera em óleo.
3. Análise dos benefícios
Mudar algumas peças de aço 35CrMo para um processo de têmpera em água pode não só satisfazer os requisitos de produção e reduzir a taxa de retrabalho, mas também poupar custos. A poupança de eletricidade é igual ao custo da eletricidade para o retrabalho mais o custo da eletricidade poupado pelo processo existente. O cálculo é o seguinte: Poupança de eletricidade = (209 × 1,5 + 78 × 3) × 120 (aprox. 120 calores de produção de aço 35CrMo por ano) × 10% × 1,2 + 91 (potência da máquina de lavar) × 0,5 × 120 × 1,2 yuan = 14436 yuan.
Poupança de custos de mão de obra = (tempo poupado + tempo de retrabalho) × número de operadores × forno de produção anual × preço unitário da hora-homem=(0,5+4,5×10%)×2×120×8,571yuan = 1954yuan.
Custo do material poupado = (óleo de têmpera perda por forno+perda de líquido de limpeza) × produção anual de calor=(50+20) × 120 yuan = 8400 yuan.
O total anual é de cerca de 24790 yuan.
4. Conclusão
As barras de aço 35CrMo podem ser temperadas com água em vez de óleo.
Não só a dureza pode cumprir os requisitos, como também tem pouco impacto nas propriedades mecânicas globais.
Para além destes benefícios, a taxa de retrabalho diminuiu significativamente, levando a uma melhoria da eficiência do trabalho e a uma redução dos custos de produção. Além disso, a utilização de uma temperatura de arrefecimento mais baixa e a eliminação de fumos de óleo gerados no processo de arrefecimento do material por arrefecimento a óleo resultam em benefícios económicos melhorados, bem como em poupanças de energia e emissões reduzidas.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como é que o aço pode ser incrivelmente forte e flexível? Esta publicação do blogue vai desvendar o fascinante mundo da têmpera, um processo de tratamento térmico crucial no...
Porque é que as peças de aço são submetidas a têmpera e revenido? Este processo crucial de tratamento térmico aumenta a resistência, a plasticidade e a tenacidade do aço, tornando-o adequado para aplicações exigentes. Ao compreender o...
Já se interrogou por que razão o óleo de têmpera é crucial no tratamento térmico? Este artigo aprofunda os princípios e métodos para selecionar o óleo de têmpera correto, realçando o seu papel no controlo do arrefecimento...
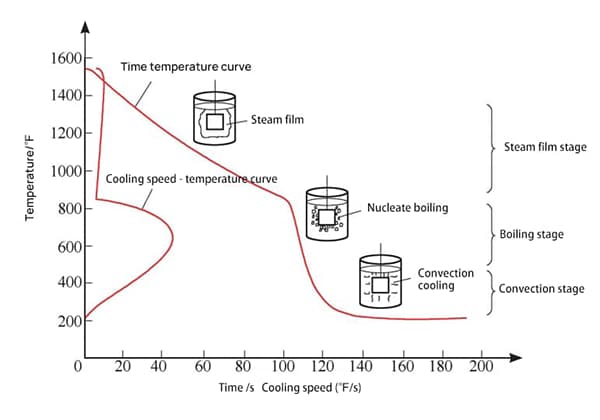
Porque é que alguns metais arrefecem de forma desigual durante a têmpera, dando origem a defeitos? O fenómeno da formação de película de vapor durante o arrefecimento é um fator crucial. Este artigo explora como a película de vapor...
Já alguma vez se perguntou porque é que o meio de arrefecimento utilizado na têmpera é tão importante? A escolha do meio de arrefecimento de têmpera correto pode ser decisiva para a qualidade interna e a forma do...
Já alguma vez se perguntou porque é que as suas peças temperadas não têm a dureza esperada? Este problema comum nos processos de tratamento térmico pode afetar gravemente o desempenho dos seus componentes. Este artigo mergulha...
Já alguma vez se perguntou o que torna os intrincados moldes utilizados nos objectos do dia a dia tão precisos e duradouros? Este artigo explora os 24 materiais metálicos mais frequentemente utilizados no processamento de moldes....
Já alguma vez se perguntou por que razão aparecem fissuras em peças metálicas durante o fabrico? Nesta publicação perspicaz do blogue, vamos mergulhar no mundo intrigante das fissuras de forjamento, fissuras de tratamento térmico e...
O que torna os parafusos de alta resistência tão importantes na engenharia moderna? À medida que as máquinas e as estruturas se tornam mais potentes e complexas, as exigências em relação aos parafusos aumentam exponencialmente. Este artigo analisa os materiais...