Estoque de forjamento de aço 42CrMo: Análise e melhoria da estrutura anómala
1. Prefácio O 42CrMo é um aço estrutural de liga de carbono médio conhecido pelas suas propriedades mecânicas abrangentes, excelente temperabilidade e vasta gama de aplicações. É frequentemente utilizado na indústria de máquinas para produzir engrenagens, bielas, parafusos de alta resistência e outros componentes cruciais. O estoque de forjamento de aço 42CrMo é fornecido por uma usina siderúrgica. O processo de fabrico envolve [...]
O 42CrMo é um aço estrutural de liga de carbono médio conhecido pelas suas propriedades mecânicas abrangentes, excelente temperabilidade e vasta gama de aplicações. É frequentemente utilizado na indústria de maquinaria para produzir engrenagens, bielas, parafusos de alta resistência e outros componentes cruciais.
O stock de forjamento de aço 42CrMo é fornecido por uma fábrica de aço. O processo de fabrico envolve a refinação fora do forno, a fundição em lingotes, a forja em stock e, finalmente, a normalização.
Uma empresa adquiriu este lote de peças em bruto forjadas para utilização na produção de um eixo de enrolamento numa unidade de rebobinagem de produção de bandas. O processo de tratamento térmico final do produto será têmpera e revenimento.
As propriedades mecânicas exigidas são uma resistência à tração de 900 a 1100 MPa, um limite de elasticidade de, pelo menos, 650 MPa e uma energia de absorção de impacto de, pelo menos, 40 J.
Durante uma inspeção da matéria-prima, descobriu-se que as estruturas macro e micro metalográficas eram anormais. Foi determinado preliminarmente que a peça bruta de forjamento não estava normalizada.
Neste post, discutiremos e analisaremos métodos e possibilidades para melhorar a qualidade do material de forjamento com base em resultados de testes físicos e químicos. Serão formulados vários esquemas de tratamento térmico.
2. Ensaios físicos e químicos
1. Análise da composição química
O material de teste é o estoque de forjamento de aço 42CrMo, que foi considerado aceitável de acordo com os requisitos para aço estrutural de liga de alta qualidade (GB / T3077-2015).
Os resultados dos ensaios, como indicado no quadro 1, foram obtidos utilizando um espetrómetro Spectrolab e cumprem os requisitos da norma.
Quadro 1 Composição química (fração mássica) da amostra de material de forja
Elemento
Valor standard
Valor medido
C
0.38~0.45
0.45
Si
0.17~0.37
0.26
Mn
0.50~0.80
0.74
Cr
0.90~1.20
1.09
Mo
0.15~0.25
0.22
P
≤0.020
0.018
S
≤0.020
0.012
2. Exame metalográfico
Foi efectuada uma inspeção metalográfica das matérias-primas no armazém.
A amostra foi recolhida de acordo com os requisitos da norma GB/T 13298-2015, que descreve o método de inspeção da microestrutura metálica. Os defeitos da macroestrutura e não metálico As inclusões foram avaliadas utilizando o Diagrama de Classificação de Defeitos da Macroestrutura de Aço Estrutural GB/T 1979-2001 e GB/T 10561-2005, que descreve a determinação do teor de inclusões não metálicas no aço.
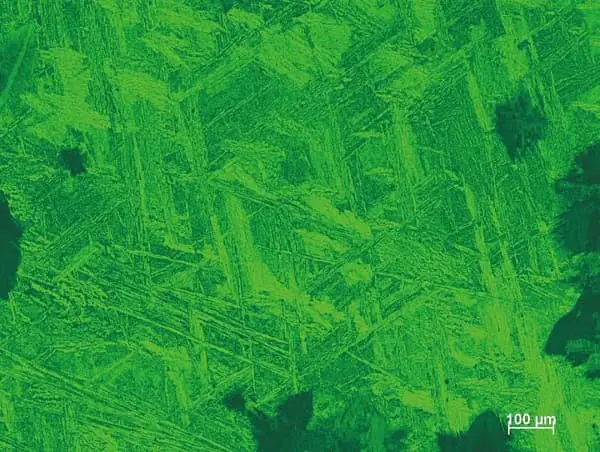
A macro morfologia é mostrada na Figura 1 e a microestrutura é mostrada na Figura 2. Os resultados dos ensaios podem ser vistos na Tabela 2.
Fig. 1 Inspeção de baixa ampliação da amostra de forja em bruto (corrosão a quente com ácido clorídrico industrial 1:1)
a) Ferrite reticular grosseira
b) Parte do tecido é sorbite
c) Parte do tecido é composto por perlite + uma pequena quantidade de bainite e ferrite
d) Parte do tecido é grosseiro
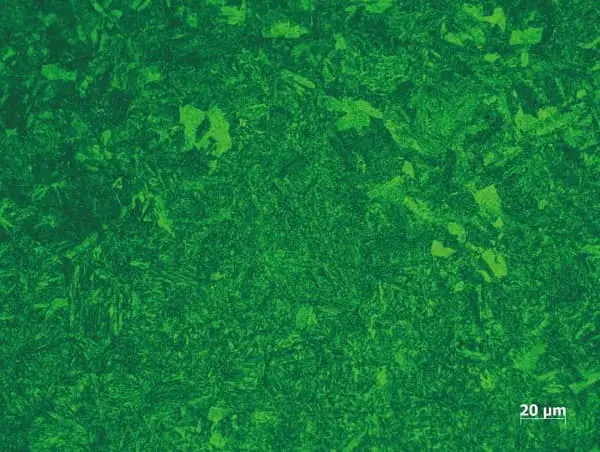
Fig. 2 Estrutura metalográfica da amostra de forjamento em bruto
Quadro 2 resultados dos ensaios metalográficos de amostragem de biletes forjados
Itens de teste:
Resultado da deteção
Defeito de baixa ampliação
Geralmente, a porosidade é de grau 1, e a dendrite na superfície de ensaio é grosseira e tem segregação grave
A distribuição do tecido é extremamente irregular, o tecido é grosseiro e o tecido é ferrite + perlite + ferrite reticular + uma pequena quantidade de bainite
3. Ensaio de propriedades mecânicas
O material de forjamento será objeto de amostragem e de ensaio das suas propriedades mecânicas, de acordo com os requisitos definidos na norma GB/T 2975-2018. Esta norma descreve os requisitos para o local de amostragem e a preparação de amostras para a realização de ensaios de propriedades mecânicas em aço e produtos de aço.
Os resultados são apresentados no Quadro 3.
Quadro 3 resultados dos ensaios das propriedades mecânicas do material forjado
Resistência à tração / MPa
Resistência ao escoamento / MPa
Taxa de comprimento do corpo após a fratura (%)
Energia de absorção de impacto (KV2 / J)
983
845
12.0
10, 6.0, 6.0
4. Comparação entre o esquema de tratamento térmico e os resultados dos ensaios físicos e químicos
Os resultados dos testes físicos e químicos indicaram que o lingote de forjamento tem uma estrutura grosseira, uma estrutura anormal e propriedades mecânicas fracas, que se acredita serem o resultado de uma má qualidade de forjamento e de um tratamento de normalização insuficiente.
Para estudar o impacto da estrutura da matéria-prima no tratamento térmico final (têmpera e revenido) e para verificar a melhoria de vários processos de tratamento térmico na qualidade da matéria-prima, foram desenvolvidos vários esquemas de tratamento térmico. O objetivo é analisar e propor medidas de melhoria.
Foram desenvolvidos três processos de tratamento térmico para testar os resíduos de forjamento: normalização, têmpera e revenido, e uma combinação de normalização e têmpera e revenido.
Foram retiradas amostras das peças forjadas após o tratamento térmico e testadas quanto à sua estrutura metalográfica e propriedades mecânicas. Os resultados foram comparados com os requisitos do projeto e são apresentados no Quadro 4.
Tabela 4 índices de desempenho e tipos de estrutura após três processos
Estado do processo
Resistência à tração / MPa
Resistência ao escoamento / MPa
Alongamento após fratura (%)
Energia de absorção de impacto (KV2 / J)
Tipo de organização
Normalização
1098
959
12.5
17, 15, 18
Existe segregação na organização; A estrutura é sorbite + troostite + bainite
Têmpera
878
752
16.0
77, 87, 80
Há uma segregação óbvia no tecido; A estrutura é sorbite + uma pequena quantidade de ferrite
Normalização + têmpera
988
828
16.0
94, 107, 110
Existe segregação na organização; O tecido é sorbite + uma pequena quantidade de ferrite
Requisitos de conceção
900~1100
≥650
≥12.0
≥40
Sorbite, uma pequena quantidade de ferrite permitida
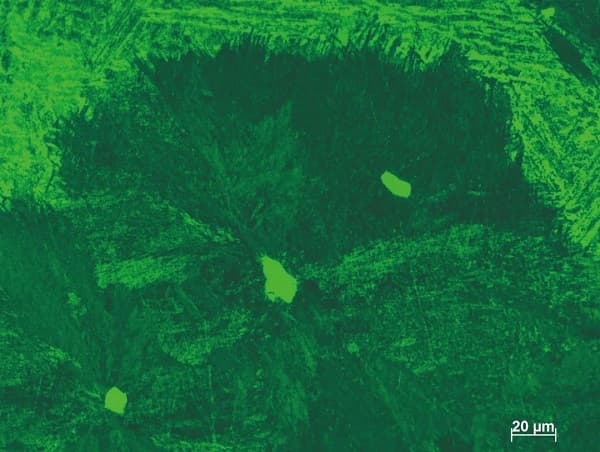
Após análise e comparação, verificou-se que a resistência e a tenacidade do espécime normalizado tinham melhorado significativamente e que a rede de ferrite na estrutura tinha desaparecido, como se mostra na Figura 3.
Fig. 3 estrutura após normalização (880 ℃ arrefecimento a ar)
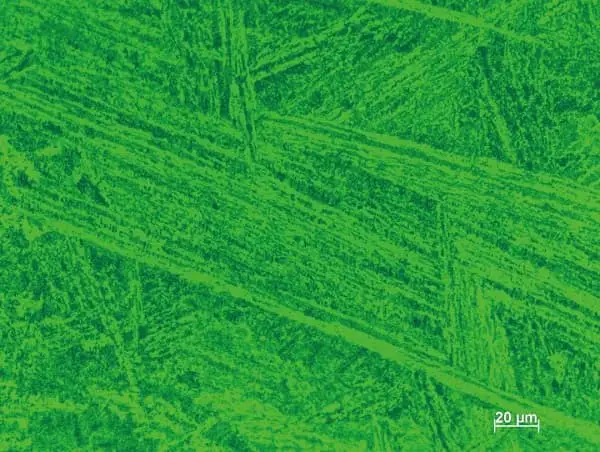
Embora a têmpera e o revenido directos do material forjado tenham eliminado a ferrite líquida no espécime, a resistência à tração era muito inferior aos requisitos técnicos e havia uma segregação notável na estrutura, como se mostra na Figura 4.
Fig. 4 Revenimento (860 ℃ arrefecimento a óleo e 610 ℃ arrefecimento a ar)
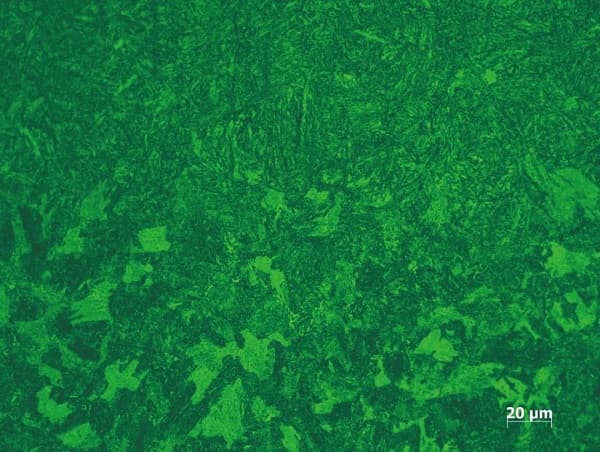
As amostras que foram submetidas à normalização seguida de têmpera e revenimento não só cumpriram todos os requisitos técnicos em termos de indicadores de desempenho, como também melhoraram a uniformidade da estrutura, como mostra a Figura 5.
Fig. 5 normalização + têmpera e revenimento (880 ° C de arrefecimento a ar + 860 ° C de arrefecimento a óleo, 610 ° C de arrefecimento a ar)
3. Conclusão
A estrutura anómala encontrada no material de forjamento é normalmente causada por temperaturas elevadas durante o forjamento, que resultam num rápido crescimento do grão e numa incapacidade de refinar o grão. Além disso, um arrefecimento insuficiente após o forjamento pode levar à formação de ferrite em rede, o que degrada gravemente as propriedades mecânicas do material, particularmente a sua resistência ao impacto à temperatura ambiente.
Para evitar a formação de grãos grosseiros, ferrite de rede, e mesmo widmanstatten é crucial controlar rigorosamente a temperatura de aquecimento durante o forjamento e regular adequadamente a taxa de arrefecimento. A normalização pode refinar ainda mais a microestrutura e evitar o resíduo de ferrite de rede e outras estruturas.
Uma vez que o material de forjamento não foi normalizado como exigido, é necessário reforçar as inspecções metalográficas durante o armazenamento das matérias-primas para garantir que cumpre os requisitos necessários no processo normal. Se forem encontrados fenómenos anormais, como estrutura grosseira, ferrite reticular ou mesmo estruturas widmanstatten na estrutura original, o tratamento de normalização deve ser realizado antes da têmpera.
Caso contrário, a estrutura e as propriedades obtidas podem não satisfazer os requisitos desejados, e a presença de ferrite reticular pode mesmo causar fissuras de arrefecimento durante o arrefecimento, levando à falha do produto durante o tratamento térmico.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se interrogou sobre a diferença entre as escalas de dureza Rockwell e Brinell? Neste artigo, vamos mergulhar no mundo dos testes de dureza de materiais, explorando as principais distinções entre...
Já pensou nos heróis desconhecidos que mantêm as nossas máquinas unidas? Neste artigo, vamos explorar o fascinante mundo das ligações mecânicas, desde o humilde rebite até à poderosa solda....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
Já se interrogou sobre qual o melhor cabo: cobre ou alumínio? Este artigo faz uma comparação detalhada dos cabos de cobre e alumínio, destacando as suas vantagens e desvantagens. Desde a resistividade...