Já se perguntou como é que os soldadores conseguem juntas perfeitas em posições difíceis? A soldadura 6GR é uma técnica especializada para soldar tubagens com um anel de obstáculos num ângulo de 45°, crucial para garantir a integridade estrutural em várias indústrias. Este artigo desvenda as complexidades e os passos precisos da soldadura 6GR, desde a montagem da tubagem até à superação de dificuldades técnicas nas soldaduras de apoio. Mergulhe para descobrir como o domínio destas técnicas pode elevar a qualidade e a fiabilidade dos seus projectos de soldadura.
A técnica de soldadura 6GR para tubagens é uma posição de soldadura especializada e desafiante que simula condições reais frequentemente encontradas em operações no terreno. Este método envolve o posicionamento do tubo num ângulo de inclinação de 45°, com um anel de obstáculos incorporado para replicar cenários de soldadura em espaços confinados.
O eixo longitudinal do tubo é colocado num ângulo de 45° em relação ao plano horizontal, e esta orientação permanece fixa durante todo o processo de soldadura. Esta posição angular testa a capacidade do soldador de manter uma qualidade consistente em várias posições de soldadura (plana, vertical e suspensa) numa única junta.
Uma caraterística fundamental da configuração 6GR é o anel de obstáculos, que é posicionado na borda externa do tubo de parede espessa. O diâmetro exterior do anel excede normalmente o do tubo em cerca de 300 mm, criando uma situação de acesso restrito que desafia a destreza e a consciência espacial do soldador.
A junta de soldadura está localizada com precisão, com a distância entre a junção dos dois tubos e a face final do tubo de parede espessa a não exceder 13 mm. Esta tolerância apertada enfatiza a importância de um ajuste exato e da execução do passe de raiz.
A nomenclatura "6GR" é derivada dos códigos de posição de soldadura padrão da indústria:
"6" indica a posição inclinada fixa de 45°.
"G" representa "ranhura", indicando uma junta de soldadura de penetração total
"R" significa a presença do anel de obstáculos restritivo
Esta configuração de soldadura é particularmente relevante para soldadores de tubagens que procuram demonstrar proficiência em condições de campo complexas, muitas vezes necessárias para aplicações de alta integridade nas indústrias de petróleo e gás, petroquímica e de produção de energia.
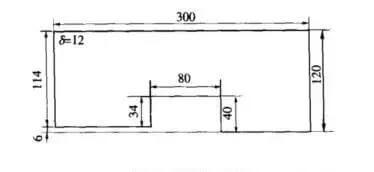
A montagem e o posicionamento dos tubos soldados são cruciais para garantir a qualidade da soldadura 6GR e a forma correcta do lado posterior da junta do tubo.
Se o tipo de ranhura, a folga de montagem e o tamanho da aresta romba não forem adequados, pode facilmente levar a defeitos como colapso, sobreposição e penetração incompleta.
A forma do tubo a soldar está representada na Figura 1.
Figura 1 Forma de encaixe do tubo
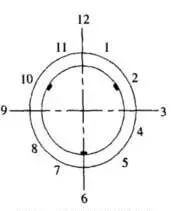
Para garantir o alinhamento correto do tubo, a junta de topo do tubo deve ser realizada num alinhador de tubos especializado e o posicionamento deve ser fixado com placas de nervuras (fixadas em 2 pontos, 10 pontos e 6 pontos).
A chapa de nervura é feita de aço 20 e a sua forma está representada na Figura 2.
A localização do posicionamento da placa de nervuras é mostrada na Figura 3.
6GR Características e dificuldades da operação
O tubo 6GR incorpora um anel de obstáculo distinto, com uma diferença de espessura de 6 mm entre as paredes interiores dos dois tubos de ligação. Esta caraterística de design apresenta desafios de soldadura únicos.
De acordo com as especificações técnicas, a parte de trás da junta do tubo deve estar nivelada com a parede interior do tubo de parede espessa. No entanto, para garantir uma integridade estrutural e um desempenho óptimos, o lado posterior deve ser formado como uma soldadura de filete de penetração total.
Conseguir uma soldadura de suporte adequada nesta configuração pode ser particularmente difícil devido ao anel de obstáculos e à variação de espessura. Estes factores podem impedir o acesso à raiz da soldadura e complicar a distribuição do calor durante o processo de soldadura.
Após extensa investigação, testes e aplicação prática, desenvolvemos um método eficaz que satisfaz com sucesso tanto os requisitos técnicos como a necessidade de uma soldadura em ângulo com penetração total. A nossa abordagem combina uma preparação precisa antes da soldadura, técnicas de soldadura especializadas e medidas rigorosas de controlo de qualidade:
Preparação precisa da junta: Maquinar cuidadosamente as extremidades dos tubos para garantir um alinhamento perfeito e uma folga óptima para uma penetração total.
Sistema de suporte personalizado: Utiliza uma tira de suporte de cerâmica amovível concebida para se adaptar à superfície interior contornada.
Entrada de calor controlada: Implementar GTAW (Soldadura por Arco de Tungsténio Gasoso) pulsado com controlo preciso dos parâmetros para gerir a distribuição do calor e minimizar a distorção.
Técnica multi-passos: Aplicar uma sequência específica de passagens de raiz, a quente, de enchimento e de remate para obter uma penetração total, mantendo a superfície interior nivelada.
Monitorização durante o processo: Utilizar testes radiográficos ou ultra-sónicos em tempo real para verificar a penetração total e detetar quaisquer potenciais defeitos durante a soldadura.
Este método não só satisfaz o requisito de parede interior nivelada, como também assegura uma soldadura de filete de penetração total de alta qualidade que melhora a integridade estrutural global do conjunto de tubos 6GR.
Soldadura de apoio
O principal desafio na soldadura com suporte para tubos é a posição de soldadura oblíqua, que leva a um aquecimento desigual e a efeitos gravitacionais nas gotas fundidas. Para resolver estes problemas, é crucial otimizar as definições da máquina de soldar antes de começar. Definir a corrente de início do arco para a posição 5 e a corrente de força do arco para a posição 7. Estes ajustes facilitam o início do arco, melhoram a rigidez do arco e utilizam a força do arco para transferir eficazmente o metal fundido para a raiz do tubo de parede espessa, assegurando a formação adequada de dupla face na soldadura de uma só face.
Iniciar o arco aproximadamente 5 mm após a posição das 6 horas. Após a ignição, empregar um ligeiro movimento para cima e para baixo da vareta de soldadura dentro da ranhura. Quando a raiz derreter e formar um buraco de fechadura, manipular rapidamente a altura do arco. Manter a vareta de soldadura num ângulo inclinado para o lado do tubo de parede espessa. Utilizar movimentos pequenos, oblíquos e oscilantes do elétrodo, assegurando que são rápidos, uniformes e estáveis.
Os soldadores devem utilizar uma abordagem multissensorial, concentrando-se em pistas visuais, feedback auditivo e controlo tátil:
Controlo visual: Observar a temperatura da poça de fusão e a forma do buraco da fechadura, mantendo a consistência. Assegurar que o comprimento do arco é suficiente para fundir a raiz do tubo de parede espessa. O objetivo é obter uma distribuição da poça de fusão de 1/2 dentro e 1/2 fora da ranhura.
Consciência auditiva: Ouvir o som caraterístico de "plop" na extremidade da ranhura, indicando uma quebra correcta do arco.
Controlo tátil: Ajustar o comprimento do arco, o ângulo do elétrodo, a velocidade de soldadura e a técnica de manipulação para fornecer com precisão o metal fundido à raiz da ranhura. Coordenar estes elementos para obter uma formação óptima do lado inverso.
Cronometrar cada seguimento do arco com base no estado de solidificação da poça de fusão. Uma velocidade excessiva pode provocar o fluxo de metal líquido e o aparecimento de cordões, ao passo que uma velocidade insuficiente pode levar à compressão interna e à depressão da soldadura posterior. Em geral, controlar a alimentação de metal líquido para 1-1,5 segundos por ciclo.
Para extinguir o arco, criar um buraco de fechadura acima da poça de fusão e, em seguida, retrair gradualmente o metal fundido 10-15 mm. Terminar o arco no lado da ranhura para desacelerar a solidificação e evitar vazios de contração a frio. Formar uma junta inclinada para facilitar as passagens subsequentes. Evitar terminar o arco no centro do banho de fusão ou diretamente na superfície do banho, uma vez que isto pode gerar cavidades de contração a frio difíceis de reparar.
Ao reiniciar, inicie o arco na inclinação 10-15 mm abaixo da poça de fusão ainda quente e avance para a cratera anterior. À medida que a temperatura da cratera aumenta, guie o elétrodo ao longo do buraco da fechadura preparado até à raiz da ranhura. Ao ouvir o som de "plop", faça uma breve pausa, mova a vareta de soldadura lateralmente e depois retome a soldadura normal. Os principais factores incluem o posicionamento preciso do elétrodo, a substituição rápida, a observação precisa do buraco da fechadura e a manutenção de um movimento estável. Dar prioridade às ligações a quente entre passes para garantir um cordão de soldadura com um aspeto suave e esteticamente agradável.
Soldadura de enchimento
Depois de concluir a soldadura de apoio, utilize uma rebarbadora para alisar quaisquer juntas irregulares, assegurando uma superfície uniforme para as passagens subsequentes. Ajuste a força do arco (também conhecida como controlo de escavação ou de arco) para a definição 5 na sua máquina de soldar. Esta força de arco optimizada ajuda a remover eficazmente a escória em ambos os lados da soldadura, reduzindo significativamente o risco de inclusões de escória na soldadura final.
Utilize uma técnica de tecelagem controlada, movendo o elétrodo num padrão de ziguezague deliberado. Faça uma pausa momentânea em cada lado da ranhura para garantir uma fusão e penetração adequadas. Mantenha uma velocidade de deslocação e um ângulo de elétrodo consistentes para manter a poça de fusão horizontal durante todo o processo de soldadura. Esta técnica promove uma distribuição uniforme do calor e reduz a probabilidade de defeitos como a falta de fusão ou a penetração incompleta.
Para melhorar a integridade da soldadura e minimizar o risco de fissuração, os pontos de início e de paragem das camadas adjacentes devem ser escalonados em 10 a 15 mm. Esta prática ajuda a distribuir a tensão de forma mais uniforme ao longo da soldadura e reduz a concentração de potenciais pontos fracos.
Após a conclusão dos passes de enchimento, certifique-se de que a superfície da soldadura fica aproximadamente 1 a 2 mm abaixo do nível do metal de base. Este ligeiro subenchimento cria uma base ideal para a camada de cobertura final, permitindo uma fusão adequada e uma transição suave entre a soldadura e o material de base.
Durante todo o processo de soldadura de enchimento, mantenha um controlo rigoroso sobre os principais parâmetros de soldadura, como a amperagem, a tensão e a velocidade de deslocação, para obter os melhores resultados. A inspeção visual regular entre passes pode ajudar a identificar e resolver quaisquer problemas potenciais no início da sequência de soldadura.
Soldadura de coberturas
Antes de iniciar o processo de soldadura da cobertura, ajustar a força do arco (impulso) para a posição 2. Esta redução da força do arco aumenta a flexibilidade do arco, atenuando o risco de defeitos de corte inferior e promovendo um cordão de soldadura mais suave e esteticamente mais agradável.
Para a posição de soldadura acima da cabeça, estabelecer uma formação triangular utilizando a primeira metade do elétrodo de soldadura. Passar para uma direção de soldadura horizontal, utilizando uma técnica de manipulação do elétrodo em forma de crescente para manter um controlo e uma penetração óptimos.
Ao atingir o bordo da ranhura, faça uma pausa momentânea, mantendo uma poça de fusão nivelada. Esta breve paragem permite uma fusão adequada e ajuda a evitar defeitos nos bordos.
Para a segunda metade da vareta de soldadura, iniciar o arco numa posição oblíqua acima da cabeça. Desenhe gradualmente a área de soldadura triangular horizontalmente em direção à borda inferior da ranhura, assegurando a sobreposição com o cordão de soldadura anterior. Utilize um movimento de tecelagem transversal com o elétrodo para obter uma cobertura e fusão uniformes.
À medida que se aproxima da posição de fecho, reduza progressivamente o tamanho do banho de soldadura para facilitar a ligação correcta. Preencher completamente a área triangular restante antes de terminar o arco para garantir uma cobertura total e minimizar o risco de defeitos de cratera final.
A camada de cobertura deve apresentar um perfil plano nos pontos de início e de fim do arco. Antes de extinguir o arco, assegurar o preenchimento completo da cratera para evitar vazios de retração e melhorar a integridade geral da soldadura.
Durante todo o processo, mantenha uma velocidade de deslocação consistente, o ângulo do elétrodo e o comprimento do arco para obter um aspeto e propriedades uniformes do cordão de soldadura. A inspeção visual regular durante a soldadura é crucial para detetar e resolver prontamente quaisquer problemas potenciais.
A posição de soldadura 6GR
O que é a posição de soldadura 6GR?
A posição de soldadura 6GR é uma posição de teste de soldadura especializada e avançada utilizada para qualificar soldadores para tarefas de soldadura complexas e restritivas. Esta posição é uma extensão da posição 6G, que envolve a soldadura de uma tubagem num ângulo de 45 graus, exigindo que os soldadores efectuem soldaduras em várias orientações, incluindo vertical, horizontal e acima da cabeça. O "R" em 6GR significa "Restrito", indicando desafios adicionais que simulam cenários de soldadura do mundo real onde o acesso é limitado.
Desafios e aplicações
Como o anel de restrição afecta o processo de soldadura
Na posição de soldadura 6GR, a configuração do teste envolve normalmente dois tubos de diferentes espessuras. O tubo mais grosso, normalmente com 4-6 mm de espessura, não é chanfrado, enquanto o tubo mais fino é preparado com um único chanfro. Esta configuração cria uma junta desafiante que testa a capacidade do soldador para conseguir uma boa soldadura em condições menos que ideais.
É colocado um anel de restrição ou uma placa de aço por baixo do local da soldadura, imitando obstáculos como suportes, paredes ou outros impedimentos estruturais. Esta configuração restringe o movimento do soldador, dificultando a obtenção de ângulos e posições corretos para a soldadura. A presença do anel de restrição realça a importância da precisão e do controlo, uma vez que os soldadores têm de contornar estes obstáculos para garantir uma soldadura de alta qualidade.
Exemplo do mundo real na construção de plataformas offshore
A posição de soldadura 6GR é particularmente relevante na soldadura de estruturas de plataformas offshore. Por exemplo, na construção de casacos, vigas e convés, os soldadores deparam-se frequentemente com juntas T-K-Y (tee, knee e yee) complexas. Estas juntas são críticas para a integridade estrutural das plataformas offshore, que têm de suportar ambientes marinhos adversos e cargas pesadas.
Ao qualificarem-se na posição 6GR, os soldadores demonstram a sua capacidade de realizar soldaduras de Penetração Total na Junta (CJP) de um lado sem apoio. Esta capacidade é essencial para garantir que as juntas soldadas são fortes e fiáveis, o que é crucial para a segurança e longevidade das plataformas offshore.
Importância para a integridade estrutural
O teste 6GR foi concebido para avaliar as competências de um soldador na realização de soldaduras de alta qualidade em condições restritivas. Esta posição é essencial para as indústrias que exigem uma soldadura precisa e fiável, como a construção offshore. A capacidade de realizar soldaduras CJP em ambientes restritivos garante que os componentes estruturais são robustos e capazes de suportar tensões significativas.
A manutenção de um elevado padrão de soldadura nestas aplicações críticas é fundamental, uma vez que qualquer falha nas juntas soldadas pode ter consequências catastróficas. Por conseguinte, a posição de soldadura 6GR serve de referência para avaliar a proficiência e a fiabilidade dos soldadores em cenários exigentes e restritivos.
A posição de soldadura 6GR é um teste rigoroso e abrangente que desafia os soldadores a demonstrar a sua proficiência na realização de soldaduras de alta qualidade em condições restritivas. É essencial para as indústrias que exigem uma soldadura precisa e fiável, garantindo a integridade e a resistência de componentes de infra-estruturas críticas.
A importância da posição de soldadura 6GR
Garantir a integridade estrutural
A posição de soldadura 6GR é essencial para manter a integridade estrutural de componentes críticos, especialmente em indústrias como a construção de plataformas offshore, fábricas de produtos químicos e instalações de petróleo e gás. Por exemplo, nas plataformas de perfuração offshore, as juntas estruturais têm de suportar condições ambientais extremas, incluindo alta pressão, água salgada corrosiva e correntes fortes. As soldaduras de alta qualidade na posição 6GR garantem que estas juntas permanecem robustas e sem defeitos, evitando falhas catastróficas que podem pôr em perigo vidas e resultar em perdas económicas significativas.
Referência de competências elevadas
A posição de soldadura 6GR serve de referência para avaliar a proficiência de um soldador devido à sua complexidade. Esta posição envolve soldar à volta de obstáculos e em várias orientações sem rodar os tubos, o que exige um elevado nível de destreza, precisão e experiência. Os soldadores que se qualificam na posição 6GR demonstram competências excepcionais e são frequentemente procurados para projectos desafiantes e de alto risco. Por exemplo, na indústria da energia nuclear, onde a segurança e a precisão são fundamentais, os soldadores certificados 6GR são preferidos para tarefas de soldadura críticas.
Normas e conformidade do sector
Muitas indústrias aderem a normas e regulamentos rigorosos para garantir a segurança e a fiabilidade. A posição de soldadura 6GR é frequentemente um requisito para cumprir estas normas, particularmente em sectores onde a qualidade das soldaduras tem um impacto direto na segurança operacional. Por exemplo, o American Petroleum Institute (API) e a American Society of Mechanical Engineers (ASME) têm normas de soldadura rigorosas que incluem a posição 6GR. A conformidade com estas normas é essencial para evitar falhas dispendiosas e garantir a proteção do pessoal e do equipamento.
Melhorar a empregabilidade e a progressão na carreira
Os soldadores que obtêm a certificação 6GR ganham uma vantagem significativa no mercado de trabalho. Esta qualificação é altamente valorizada e pode abrir portas a melhores oportunidades de emprego, salários mais elevados e progressão na carreira. Por exemplo, um soldador com certificação 6GR pode ser elegível para cargos em sectores de elevada procura, como a construção naval ou a indústria aeroespacial, onde as competências avançadas de soldadura são cruciais. Os empregadores reconhecem a dificuldade do teste 6GR e consideram os soldadores certificados como capazes de realizar as tarefas de soldadura mais exigentes.
Versatilidade em aplicações de soldadura
A capacidade de realizar a soldadura 6GR equipa os soldadores com a versatilidade necessária para enfrentar uma vasta gama de desafios de soldadura. Isto inclui trabalhar em juntas complexas em espaços confinados e sob condições restritivas, que são comuns em vários ambientes industriais. Por exemplo, na construção de recipientes sob pressão, os soldadores deparam-se frequentemente com espaços apertados e ângulos difíceis que exigem a precisão e a adaptabilidade das técnicas de soldadura 6GR. Esta versatilidade é particularmente benéfica em indústrias que requerem soldadores adaptáveis e qualificados para lidar com cenários de soldadura diversos e imprevisíveis.
Contribuição para o êxito do projeto
Em projectos industriais de grande escala, a qualidade da soldadura pode ter um impacto significativo no sucesso e na eficiência globais do projeto. Os soldadores qualificados na posição 6GR contribuem para o sucesso do projeto, assegurando que todas as soldaduras cumprem os mais elevados padrões de qualidade e fiabilidade. Isto reduz a probabilidade de retrabalho, atrasos e potenciais riscos de segurança, contribuindo, em última análise, para a conclusão atempada e rentável dos projectos. Por exemplo, na construção de condutas, as soldaduras 6GR de alta qualidade asseguram a integridade da conduta, reduzindo o risco de fugas e de contaminação ambiental.
Desafios típicos e sua superação
Os soldadores enfrentam vários desafios quando trabalham na posição 6GR, tais como o acesso limitado à junta de soldadura, o posicionamento estranho do corpo e a necessidade de uma qualidade de soldadura consistente. Para ultrapassar estes desafios, os soldadores podem utilizar ferramentas e técnicas especializadas, como a utilização de soldadura com espelho em áreas difíceis de ver ou a prática de posições corporais específicas para melhorar o conforto e o controlo. A formação e a prática contínuas são essenciais para dominar estas técnicas e atingir os elevados padrões exigidos para a soldadura 6GR.
Visão geral do processo de certificação
O processo de certificação para a posição de soldadura 6GR envolve testes rigorosos para garantir a proficiência do soldador. O processo inclui normalmente um exame escrito que abrange a teoria da soldadura e um teste prático em que o soldador tem de efetuar uma soldadura na posição 6GR sob supervisão. A soldadura é depois inspeccionada quanto à sua qualidade e cumprimento das normas da indústria. Este processo de certificação garante que apenas soldadores altamente qualificados estão habilitados a desempenhar esta exigente função.
Análise comparativa com outras posições de soldadura
Em comparação com outras posições de soldadura, a posição 6GR é um desafio único devido à sua natureza restritiva e à necessidade de elevada precisão. Por exemplo, enquanto a posição 1G envolve a soldadura de um tubo numa posição horizontal, permitindo um acesso e movimento mais fáceis, a posição 6GR requer a soldadura em posições fixas com obstáculos, tornando-a significativamente mais difícil. Esta análise comparativa realça a importância e a dificuldade únicas da posição 6GR.
Peritos do sector
Os especialistas do sector sublinham a importância da posição de soldadura 6GR. De acordo com John Smith, um engenheiro de soldadura sénior, "A posição 6GR é o padrão de ouro na certificação de soldadura. Testa a perícia, a precisão e a capacidade do soldador para trabalhar em condições restritivas. Os soldadores que passam esta certificação estão entre os melhores no terreno." Estas ideias sublinham o papel fundamental da soldadura 6GR para garantir a segurança e a qualidade em várias indústrias.
Ao compreender a importância e os desafios da posição de soldadura 6GR, os soldadores e as partes interessadas da indústria podem apreciar melhor as competências necessárias e o impacto das soldaduras de alta qualidade na integridade estrutural e no sucesso do projeto.
Qualificação para a posição de soldadura 6GR
A posição de soldadura 6GR é uma das certificações mais desafiantes para os soldadores, envolvendo a soldadura de um tubo num ângulo de 45 graus com um anel de restrição no lugar. Esta configuração replica as condições restritivas normalmente encontradas em aplicações do mundo real, como a construção de plataformas offshore e a soldadura de condutas.
Compreender a posição 6GR
A posição 6GR exige que os soldadores efectuem soldaduras em torno de um anel de restrição, que limita o acesso e a visibilidade. Isto simula os obstáculos e espaços confinados tipicamente encontrados em ambientes industriais. O anel de restrição é crucial, uma vez que obriga o soldador a adaptar a sua técnica para conseguir soldaduras de alta qualidade, apesar da capacidade de manobra limitada.
Conhecimentos teóricos
Os soldadores devem possuir um conhecimento profundo dos princípios de soldadura, incluindo:
Metalurgia: Conhecimento da reação dos diferentes metais ao calor e ao processo de soldadura.
Técnicas de soldadura: Familiaridade com técnicas como a soldadura por arco de metal blindado (SMAW), a soldadura por arco de tungsténio gasoso (GTAW) e a soldadura por arco de metal gasoso (GMAW).
Práticas de segurança: Consciência dos protocolos de segurança para evitar acidentes e garantir um ambiente de trabalho seguro.
Normas do sector: Cumprimento das normas estabelecidas pela American Welding Society (AWS) e outros organismos relevantes, que fornecem diretrizes para processos de soldadura, configurações de juntas e procedimentos de ensaio.
Competências práticas
Os soldadores devem demonstrar proficiência em várias técnicas de soldadura e ser capazes de produzir soldaduras de alta qualidade em condições restritivas. As principais competências incluem:
Técnicas de soldadura: Domínio das técnicas SMAW, GTAW e GMAW. Por exemplo, o SMAW é frequentemente utilizado pela sua versatilidade e fiabilidade em diferentes posições e ambientes.
Qualidade da soldadura: Capacidade de produzir soldaduras sem defeitos, garantindo a ausência de fissuras, porosidade ou outras imperfeições que possam comprometer a integridade da junta.
Soldadura posicional: Experiência em soldadura em posições verticais, horizontais e suspensas. A natureza restrita da posição 6GR requer um controlo preciso e manobrabilidade.
Configuração e execução de testes
O teste de qualificação envolve vários componentes críticos:
Especificações do tubo: Normalmente, o teste envolve a soldadura de um tubo com um diâmetro nominal de 4 ou 6 polegadas. Um teste de tubagem de 6 polegadas qualifica o soldador para diâmetros ilimitados.
Anel de restrição: Posicionado à volta do tubo para criar um cenário de soldadura realista, o anel de restrição deve respeitar dimensões específicas e ser corretamente colocado.
Configuração da junta: Inclui frequentemente uma configuração "hi-lo" para simular juntas T, K ou Y. O soldador deve navegar à volta do anel de restrição e assegurar a penetração completa da junta (CJP) sem recuo.
Âmbito e limitações da qualificação
A aprovação com sucesso no teste 6GR qualifica os soldadores para todas as posições, mas inclui limitações específicas. De acordo com a norma AWS D1.1, um soldador qualificado para o teste 6GR não está qualificado para soldar juntas de topo de produção de um lado sem apoio ou de ambos os lados sem goivagem. Isto deve-se ao facto de o teste não simular uma junta de topo de raiz aberta, em que ambos os bordos têm de ser fundidos na raiz.
Processo de certificação
Exame escrito: Abrange a teoria da soldadura, as práticas de segurança e as normas da indústria, assegurando que os soldadores possuem os conhecimentos básicos necessários.
Prova prática: Consiste em efetuar uma soldadura na posição 6GR sob supervisão. A soldadura é depois inspeccionada quanto à sua qualidade através de inspeção visual e de métodos de ensaio não destrutivos (NDT), tais como ensaios radiográficos ou ultra-sónicos.
Melhoria contínua: Os soldadores são encorajados a participar em acções de formação e práticas contínuas para manter e melhorar as suas competências. Poderá ser necessária uma recertificação regular para garantir a proficiência e a adesão às mais recentes normas do sector.
Ao cumprir estes requisitos de qualificação, os soldadores demonstram a sua capacidade de realizar soldaduras complexas em condições difíceis, garantindo a integridade estrutural e a fiabilidade de componentes de infra-estruturas críticas.
Configuração e instalação de teste para soldadura 6GR
O teste de soldadura 6GR é uma avaliação rigorosa concebida para simular as condições de soldadura do mundo real, particularmente as encontradas em espaços restritos e configurações de juntas complexas. Este teste é essencial para qualificar os soldadores para a realização de soldaduras de Penetração Total na Junta (CJP) em juntas T-K-Y (tee, knee e yee) sem apoio.
Em aplicações industriais, os soldadores enfrentam frequentemente cenários desafiantes em que têm de soldar em espaços confinados, como no interior de recipientes sob pressão ou sistemas de tubagem. A posição 6GR foi especificamente concebida para testar a capacidade de um soldador para lidar com estas situações complexas, garantindo que consegue produzir soldaduras de alta qualidade mesmo em condições restritivas.
Especificações do tubo e do anel de restrição
O teste 6GR envolve a soldadura de um tubo colocado num ângulo de 45 graus, referido como a posição "Arkansas Bellhole". Este ângulo simula as condições de acesso difíceis encontradas em ambientes de soldadura no terreno. O diâmetro do tubo utilizado no ensaio pode variar, sendo as opções mais comuns 4 polegadas ou um mínimo de 6 polegadas de diâmetro nominal. A escolha do diâmetro do tubo tem impacto no intervalo de qualificação:
Um tubo de 4 polegadas limita a qualificação do soldador a tubos até 4 polegadas de diâmetro.
Um tubo de 6 polegadas ou mais qualifica o soldador para uma gama ilimitada de diâmetros de tubos.
É colocado um anel ou placa de restrição por baixo do local da soldadura, criando um espaço que simula condições de acesso restrito. Este anel deve ter pelo menos 150 mm (5,9 polegadas) de largura e comprimento e estar posicionado a 12 mm (0,47 polegadas) de distância da junta. Normalmente, o anel de restrição é colocado no lado mais grosso do tubo, que não tem um bisel. Esta configuração desafia o soldador a navegar à volta do anel de restrição, demonstrando a sua capacidade de soldar em espaços apertados.
Abertura do bisel e da raiz
A preparação do tubo envolve um único bisel de um lado e nenhum bisel do outro. Isto difere de uma junta de topo de raiz aberta que requer a fusão de dois bordos biselados na raiz. O bisel e a abertura da raiz são fundamentais para garantir o alinhamento e a fusão adequados durante o processo de soldadura. A abertura da raiz para o teste deve ser de pelo menos 3 mm (0,12 polegadas), assegurando a folga e o alinhamento corretos para a soldadura.
Processo de soldadura
O soldador deve realizar a soldadura na posição fixa de 45 graus, navegando em torno do anel de restrição e mantendo um controlo preciso para conseguir uma soldadura de alta qualidade. Esta posição testa a capacidade do soldador de efetuar soldaduras em orientações verticais, horizontais e suspensas, imitando as condições complexas das juntas T-K-Y em áreas de acesso restrito.
Implicações da certificação
A aprovação no teste 6GR faz parte de um processo de certificação mais amplo que inclui múltiplas variáveis, como o metal de base, o metal de adição e o processo de soldadura. O teste contribui para a qualificação geral do soldador. É importante notar que o teste 6GR não qualifica os soldadores para juntas soldadas de um lado sem apoio ou de dois lados sem retrocesso, destacando as suas limitações específicas.
Ao navegar com sucesso na configuração de teste 6GR, os soldadores demonstram a sua proficiência em lidar com tarefas de soldadura complexas em condições restritivas, um conjunto de competências cruciais para aplicações industriais de alto risco.
Desafios e limitações da posição de soldadura 6GR
A posição de soldadura 6GR apresenta vários desafios e limitações significativos que os soldadores têm de ultrapassar para obterem a certificação e terem um desempenho eficaz em aplicações industriais.
Mobilidade e acesso restritos
Um dos principais desafios na posição de soldadura 6GR é a mobilidade e o acesso restritos à área de soldadura. O "R" em 6GR significa "Restrito", indicando que o soldador tem de contornar obstáculos como suportes, paredes e outros componentes estruturais. Esta restrição exige que os soldadores efectuem soldaduras em espaços confinados, muitas vezes com visibilidade limitada e com um posicionamento estranho do corpo, o que pode afetar significativamente a qualidade e a consistência da soldadura.
Desafios técnicos
Os soldadores enfrentam inúmeros desafios técnicos quando efectuam o teste 6GR. A posição envolve a soldadura de um tubo num ângulo de 45 graus com um anel de restrição, criando uma configuração de junta complexa. Conseguir uma fusão e penetração adequadas nesta configuração é difícil, especialmente com a folga necessária de 1/8 ″ e 3/16 ″ alto-baixo em torno do interior do tubo. Esta configuração exige uma técnica e um controlo precisos para evitar defeitos como a falta de fusão, a porosidade e a penetração incompleta, que podem comprometer a integridade da soldadura.
Âmbito de qualificação limitado
A aprovação no teste 6GR não qualifica totalmente os soldadores para todos os tipos de soldadura de tubos. Especificamente, não qualifica os soldadores para efectuarem juntas de penetração total sem um anel de apoio ou goivagem. Esta limitação é crucial porque o teste 6GR não simula uma junta de topo de raiz aberta, em que o soldador tem de fundir dois membros biselados na raiz. Consequentemente, os soldadores que passam no teste 6GR podem ainda ter de realizar qualificações adicionais para demonstrar a sua capacidade de soldar tubos de um lado sem apoio ou de dois lados sem goivagem.
Ligações T-K-Y simuladas
O ensaio 6GR foi concebido para simular ligações T-K-Y (tee, knee, and yard) em vez de juntas de topo de raiz aberta. Isto envolve a soldadura de uma junta de bisel único e a obtenção da fusão e penetração necessárias em condições de acesso restrito. Embora esta configuração seja essencial para qualificar soldadores em aplicações industriais específicas, não abrange todos os tipos e configurações de juntas encontrados no terreno, limitando o âmbito da certificação.
Aumento do esforço físico
As exigências físicas da posição de soldadura 6GR podem ser significativas. Os soldadores têm frequentemente de adotar posições desconfortáveis e sustentadas para completar a soldadura, o que pode levar à fadiga e à tensão. Este desafio físico pode afetar a concentração e a precisão, aumentando a probabilidade de erros e defeitos na soldadura.
Restrições de equipamento e configuração
O equipamento e a configuração específicos necessários para o teste 6GR, incluindo o anel de restrição e o ângulo fixo de 45 graus, podem ser difíceis de gerir. Garantir a colocação e o alinhamento corretos destes componentes é crucial para obter uma soldadura de alta qualidade. Quaisquer desvios ou imprecisões na configuração podem exacerbar a dificuldade do processo de soldadura e afetar o resultado global.
Implicações práticas
Em termos práticos, o teste 6GR prepara os soldadores para cenários que envolvem obstáculos e espaços confinados, que são comuns em muitas indústrias, incluindo a soldadura de tubagens e estruturas. No entanto, não os prepara totalmente para todas as tarefas de soldadura de tubagens, particularmente as que requerem uma penetração total sem apoio ou retrocesso. Para uma qualificação abrangente, os soldadores poderão ter de passar testes adicionais, como o teste de tubagem 6G, para demonstrar a sua proficiência numa gama mais vasta de cenários de soldadura.
Aplicações da posição de soldadura 6GR
A posição de soldadura 6GR é altamente especializada e crucial para a soldadura em condições restritas. Esta posição assegura a integridade estrutural e a fiabilidade de componentes críticos em várias indústrias chave.
Construção naval
Na indústria da construção naval, a posição de soldadura 6GR é essencial para a construção e reparação de estruturas navais. Por exemplo, os soldadores utilizam esta posição para navegar e soldar em torno de anteparas e reforços nos espaços confinados do casco de um navio. Isto assegura que os componentes estruturais do navio são unidos de forma segura, mantendo a navegabilidade e a segurança do navio.
Construção de plataformas offshore
As plataformas offshore, como as plataformas petrolíferas, requerem a posição de soldadura 6GR para a construção e manutenção das suas estruturas complexas. Os soldadores trabalham frequentemente em juntas T-K-Y em casacos, vigas e convés, que são fundamentais para a estabilidade da plataforma. Esta posição de soldadura é vital para criar ligações robustas que possam resistir ao ambiente marinho agressivo, garantindo a durabilidade e a segurança da plataforma.
Sistemas de tubagem
A posição de soldadura 6GR é frequentemente utilizada em indústrias como a do petróleo e gás, processamento químico e produção de energia para soldar sistemas de tubagens. Estes sistemas envolvem frequentemente juntas T-K-Y complexas em espaços confinados. Por exemplo, os soldadores podem trabalhar em condutas que transportam materiais perigosos, onde a precisão e a fiabilidade são cruciais para evitar fugas e garantir a segurança operacional.
Recipientes sob pressão e caldeiras
Na construção e manutenção de recipientes sob pressão e caldeiras, a posição de soldadura 6GR é indispensável. Estes componentes funcionam sob condições de alta pressão e temperatura, necessitando de soldaduras que sejam precisas e resistentes. Os soldadores utilizam a posição 6GR para garantir a integridade das juntas nestes sistemas críticos, prevenindo potenciais falhas que podem levar a consequências catastróficas.
Aeroespacial
A indústria aeroespacial utiliza a posição de soldadura 6GR para a montagem e reparação de componentes de aeronaves. Os soldadores efectuam frequentemente soldaduras em áreas confinadas e complexas, tais como as juntas de estruturas de aeronaves e componentes estruturais. Esta posição é crucial para manter os elevados padrões de precisão e resistência exigidos na soldadura aeroespacial, garantindo a segurança e o desempenho das aeronaves.
Energia nuclear
Na indústria da energia nuclear, a posição de soldadura 6GR é essencial para a construção e manutenção de reactores nucleares. Os soldadores têm de garantir que todas as juntas cumprem as rigorosas normas de segurança e qualidade para evitar fugas de radiação e garantir o funcionamento seguro do reator. Esta posição permite a realização de soldaduras precisas e fiáveis nos ambientes restritos e complexos típicos das instalações nucleares.
Manutenção e reparação industrial
A manutenção e reparação industrial envolvem frequentemente a soldadura em áreas de difícil acesso. A posição de soldador 6GR é fundamental para efetuar reparações de alta qualidade em condutas, componentes estruturais e maquinaria. Os soldadores qualificados podem enfrentar uma variedade de desafios de manutenção, garantindo a segurança e a funcionalidade contínuas do equipamento industrial.
A posição de soldadura 6GR é essencial para várias indústrias que requerem soldaduras de alta qualidade em condições restritas. As suas aplicações abrangem a construção naval, as plataformas offshore, os sistemas de tubagem, os recipientes sob pressão, a indústria aeroespacial, a energia nuclear e a manutenção industrial, destacando a sua importância para garantir a segurança, a fiabilidade e a longevidade das infra-estruturas críticas.
Dicas para passar no teste de soldadura 6GR
Passar no teste de soldadura 6GR requer uma preparação meticulosa, prática e adesão a técnicas específicas. Aqui estão algumas dicas importantes para o ajudar a ter sucesso:
Preparação minuciosa
Compreender os requisitos do teste, familiarizando-se com a configuração, incluindo as especificações da tubagem, a colocação do anel de restrição e as configurações das juntas. Reveja as normas de soldadura relevantes, como a AWS D1.1, para garantir a conformidade com todos os requisitos.
Configuração correta do teste
A configuração exacta do dispositivo é essencial. Utilize um gabarito ou um dispositivo de fixação para posicionar corretamente as peças de teste e garantir que o anel de restrição está corretamente instalado e cumpre as dimensões especificadas. Manter um ambiente de trabalho limpo e remover quaisquer contaminantes da área de soldadura para evitar defeitos.
Dominar as técnicas de soldadura
Uma limpeza consistente é crucial. Limpe bem a junta após cada passagem para evitar a contaminação. Utilize uma rebarbadora para alisar a passagem de raiz e quaisquer pontos altos. Controle cuidadosamente os arranques e as paragens. Quando parar, esmerilhe o ponto de paragem numa forma contornada e reinicie antes deste ponto para o preencher sem problemas.
Escolher as varetas de soldadura corretas para cada fase do teste. Por exemplo, utilizar varetas de 1/8″ 6010 para os passes de raiz e a quente e varetas de 1/8″ 7018 para o passe de remate. Em cenários específicos, as varetas 6010 são eficazes para uma penetração profunda no passe de raiz, enquanto as varetas 7018 proporcionam um acabamento suave para a tampa final.
Prática em espaços confinados
Simular as condições de teste praticando a soldadura em espaços confinados semelhantes à configuração de teste 6GR. Isto ajuda a desenvolver as competências necessárias para lidar com acesso e mobilidade restritos. O domínio das técnicas de soldadura é crucial para um bom desempenho nestes espaços confinados. Aprenda a soldar em várias posições do corpo, incluindo vertical, horizontal e acima da cabeça, para melhorar o conforto e a precisão.
Técnicas de biselagem
Praticar o biselamento, uma vez que é vital estar preparado tanto para juntas com bisel simples como com bisel duplo. O chanfro específico pode variar, por isso pratique ambos os tipos para estar totalmente preparado. Entenda que chanfrar as bordas da junta adequadamente garante melhor penetração e fusão da solda.
Prática consistente
Dedicar tempo à prática consistente. Normalmente, são necessários 8 a 12 meses de soldadura regular para obter as competências necessárias para a certificação 6GR. Preparar testes práticos que imitem as condições reais do teste, incluindo a utilização de anéis de restrição e configurações de juntas adequadas. Crie um programa de prática de exemplo, como soldar durante algumas horas por dia, para desenvolver a memória muscular e melhorar a técnica.
Cumprimento das especificações
Seguir rigorosamente as especificações de ensaio, incluindo a utilização correta do equipamento e das técnicas de soldadura. Compreender os critérios de inspeção e garantir que as suas soldaduras cumprem as normas de qualidade e aspeto exigidas. Por exemplo, certifique-se de que o cordão de soldadura é uniforme, não tem fissuras e tem o reforço correto.
Dicas práticas e conselhos do mundo real
Lide com os desafios comuns mantendo uma mão firme e uma velocidade consistente. Se encontrar problemas como fusão incompleta, ajuste a sua técnica ou as definições do equipamento. Supere os erros revendo-os e corrigindo-os durante as sessões de prática. Procure feedback de soldadores experientes para aperfeiçoar as suas competências.
Se seguir estas dicas e dedicar tempo à prática e à preparação, pode aumentar significativamente as suas hipóteses de passar no teste de soldadura 6GR e obter a certificação.
Perguntas mais frequentes
Seguem-se as respostas a algumas perguntas frequentes:
O que significa o "R" na posição de soldadura 6GR?
O "R" na posição de soldadura 6GR significa "Restrito". Esta designação indica que o processo de soldadura é realizado num espaço confinado ou restrito, muitas vezes referido como "modo de anel". Nesta posição, os soldadores enfrentam desafios adicionais devido ao acesso e mobilidade limitados causados por impedimentos próximos, tais como elementos estruturais, suportes ou paredes. A posição 6GR é particularmente exigente porque requer uma soldadura precisa em espaços apertados, o que a torna essencial para tarefas como a soldadura de juntas T-K-Y (tee, knee, yee), normalmente encontradas em estruturas de plataformas offshore. A natureza restritiva da posição 6GR simula condições do mundo real em que os soldadores têm de trabalhar à volta de obstáculos, garantindo que são altamente qualificados e capazes de trabalhar sob tais restrições.
Quais são as limitações de um soldador qualificado 6GR?
Um soldador qualificado 6GR enfrenta várias limitações, apesar do seu elevado nível de competência na soldadura de tubos a um ângulo de 45 graus em ambientes restritos. Em primeiro lugar, o "R" em 6GR significa "restrito", indicando que a soldadura é efectuada em espaços limitados, muitas vezes em torno de impedimentos como suportes ou elementos estruturais. Isto exige que o soldador navegue em áreas de acesso limitado, o que pode ser um desafio e restringir a mobilidade.
Além disso, embora uma certificação 6GR qualifique um soldador para todas as posições de acordo com as normas AWS D1.1, não inclui a qualificação para soldar juntas de topo de produção de um lado sem suporte ou de ambos os lados sem suporte, conhecida como soldadura de um lado sem suporte. Esta exclusão específica significa que um soldador qualificado 6GR não está certificado para efetuar este tipo de soldaduras em condições normais.
Além disso, a certificação 6GR centra-se numa posição e num cenário de soldadura específicos e não abrange todas as variáveis de soldadura possíveis. Por conseguinte, os soldadores devem também obter certificações para outras variáveis, tais como diferentes tipos de metais de base, metais de adição e processos de soldadura. Como resultado, embora um soldador qualificado 6GR esteja apto a lidar com a soldadura de tubagens complexas em ambientes restritos, pode necessitar de certificações adicionais para se qualificar para outras tarefas e condições de soldadura específicas.
Porque é que a posição de soldadura 6GR é considerada um desafio?
A posição de soldadura 6GR é considerada um desafio por várias razões. Em primeiro lugar, envolve a soldadura de um tubo num ângulo de 45 graus, o que exige que o soldador faça a gestão da poça de fusão em várias orientações, combinando elementos de soldadura plana, horizontal, vertical e suspensa. Esta adaptação constante da técnica aos diferentes ângulos é complexa e exige um elevado nível de competência.
Em segundo lugar, o "R" em 6GR significa "restrição", indicando que os soldadores têm de trabalhar com acesso e mobilidade limitados. Muitas vezes, têm de soldar perto de obstáculos como suportes, paredes ou outras estruturas, o que restringe seriamente o seu ângulo e movimento, tornando a tarefa mais difícil.
Além disso, os desafios técnicos, como o controlo da poça de fusão, são significativos. Os ângulos variados e o acesso restrito afectam a forma como a gravidade influencia o metal fundido, exigindo ajustes precisos no calor, na velocidade de deslocação e na técnica para evitar defeitos como a flacidez, o corte inferior ou a falta de fusão. As juntas envolvidas na soldadura 6GR, tipicamente juntas T, K ou Y, são mais complexas do que as simples juntas de topo, o que aumenta a dificuldade.
A obtenção da certificação 6GR é um processo rigoroso, que exige que os soldadores passem num teste exigente que apenas uma pequena percentagem consegue realizar. Esta certificação demonstra a sua capacidade de trabalhar em condições altamente restritivas e é altamente considerada em indústrias como a do petróleo e do gás, onde as condutas de alta pressão e as juntas complexas são comuns.
Em resumo, a posição de soldador 6GR é um desafio devido aos seus ângulos complexos, ao acesso restrito, às exigências técnicas e ao rigoroso processo de certificação, tornando-a uma conquista significativa na profissão de soldador.
Como é organizado o ensaio de soldadura 6GR?
O teste de soldadura 6GR, muitas vezes conhecido como o teste "Arkansas Bellhole", é uma avaliação rigorosa e fisicamente exigente para soldadores, particularmente os que trabalham na soldadura de tubos estruturais. A preparação envolve vários componentes e passos críticos:
O ensaio requer a soldadura de um tubo posicionado num ângulo de 45 graus. O tubo pode ter 4 ou 6 polegadas de diâmetro nominal, com as espessuras de parede correspondentes. Para o teste do tubo de 4 polegadas, a aprovação qualifica o soldador para tubos até 4 polegadas de diâmetro, enquanto o teste do tubo de 6 polegadas qualifica o soldador para uma gama ilimitada de diâmetros. O tubo é normalmente preparado com um único bisel de um lado, embora seja aconselhável praticar com biséis simples e duplos para uma preparação completa.
É utilizado um anel de restrição para simular condições reais em que o espaço é limitado, restringindo assim o acesso à junta de soldadura. Este anel deve ser instalado com uma folga máxima de 1/2 polegada desde a borda quadrada até à parte inferior do anel, e o seu diâmetro exterior deve ser pelo menos 12 polegadas maior do que o diâmetro exterior do tubo. Para um tubo de 6 polegadas, o diâmetro exterior do anel é de cerca de 168 mm, com um comprimento e largura mínimos de 150 mm, fixado num ângulo de 45 graus com um espaço de 3 mm entre o anel e o tubo.
O posicionamento da tubagem num ângulo de 45 graus é uma caraterística que define a posição de soldadura 6GR, tornando o processo mais difícil devido ao acesso restrito e à necessidade de gerir eficazmente a entrada de calor e o controlo do banho de solda. O teste envolve normalmente processos de soldadura e eléctrodos específicos, tais como eléctrodos 6010 para a parte descendente e eléctrodos 7018 para a parte ascendente. O soldador deve soldar à volta do tubo, garantindo que a soldadura cumpre as normas e códigos especificados, como o AWS D1.1.
Podem ser utilizadas restrições adicionais, tais como gabaritos e acessórios, para limitar ainda mais o acesso à junta, simulando de perto as condições de trabalho em tubagens do mundo real. Esta configuração garante que o teste seja fisicamente exigente, avaliando a habilidade, a resistência e a capacidade do soldador de trabalhar em posições desafiadoras. A compreensão destes detalhes de configuração ajuda os soldadores a prepararem-se eficazmente para o teste de soldadura 6GR, demonstrando a sua competência na soldadura estrutural de tubagens.
Que indústrias exigem normalmente qualificações de soldadura 6GR?
As indústrias que normalmente requerem qualificações de soldadura 6GR incluem a indústria do petróleo e do gás, as instalações industriais e a construção, a construção naval e a indústria marítima, as centrais eléctricas e qualquer sector que envolva soldadura em espaços confinados. A indústria do petróleo e do gás depende fortemente de soldadores qualificados 6GR para condutas de alta pressão e sistemas de condutas complexos que têm de suportar condições extremas. As instalações industriais e os projectos de construção beneficiam da certificação 6GR devido à necessidade de soldaduras precisas em espaços confinados ou restritos. A indústria naval e marítima valoriza os soldadores 6GR para o fabrico de componentes críticos em ambientes restritos. As centrais eléctricas requerem soldadores qualificados para soldaduras complexas que são frequentemente sujeitas a uma inspeção rigorosa. Por último, qualquer indústria que envolva a soldadura em espaços restritos ou confinados, como certos projectos de fabrico e engenharia, considera as qualificações 6GR indispensáveis.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Conseguir uma soldadura perfeita requer mais do que apenas habilidade; depende do domínio da interação entre a tensão e a corrente. Estes dois parâmetros são a força vital da soldadura, ditando tudo, desde a...
Já alguma vez se perguntou porque é que as estruturas soldadas falham por vezes, apesar do seu aspeto robusto? Este artigo mergulha nos desafios ocultos da soldadura, explorando a forma como o aquecimento e o arrefecimento irregulares podem levar...
Já se perguntou como é que os arranha-céus se mantêm altos ou como é que os carros se mantêm soldados? Este blogue revela a magia por detrás das máquinas de soldar eléctricas. Saiba mais sobre os principais fabricantes, como a Lincoln Electric e a Miller Welds,...
Já se interrogou sobre quais as marcas de equipamento de soldadura que lideram atualmente a indústria? Este artigo explora os dez principais fabricantes de máquinas de soldadura, destacando as suas inovações, presença global e pontos fortes únicos....
Alguma vez se interrogou sobre os perigos ocultos por detrás das faíscas brilhantes da soldadura? Neste artigo, exploramos os efeitos nocivos da soldadura por arco de árgon no corpo humano....
Alguma vez se perguntou o que significam os números e as letras nas varetas de soldadura? Este artigo desmistifica o sistema de codificação das varetas de soldadura de aço carbono e aço inoxidável, ajudando-o a compreender a sua resistência à tração,...
Já se interrogou sobre como calcular com precisão o consumo de varetas de soldadura? Nesta publicação do blogue, vamos explorar os métodos e fórmulas utilizados pelos especialistas da indústria para calcular o consumo de...
A deformação de soldadura em aço inoxidável pode levar a problemas significativos no fabrico de metal. O artigo explora vários métodos para controlar e corrigir estas deformações, tais como a utilização de placas de cobre,...
Já alguma vez se perguntou como é que os profissionais criam cortes precisos em metal espesso sem recorrer aos métodos tradicionais? A goivagem com arco de carbono pode ser a resposta que está à procura. Este processo, que utiliza...