Processo de soldadura do aço 9Ni: Dicas essenciais reveladas
1. Introdução Devido às suas excelentes propriedades abrangentes e vantagens de custo, o aço 9Ni é amplamente utilizado em várias indústrias, como a aeroespacial, petrolífera, química, construção naval, engenharia naval, energia eléctrica, metalurgia, maquinaria, energia nuclear, entre outras. Este post centra-se na construção do projeto do módulo de petróleo e gás localizado sob o sal. Neste projeto, o [...]
Devido às suas excelentes propriedades abrangentes e vantagens de custo, o aço 9Ni é amplamente utilizado em várias indústrias, como a aeroespacial, petróleo, química, construção naval, engenharia naval, energia eléctrica, metalurgia, maquinaria, energia nuclear e muito mais.
Este post centra-se na construção do projeto do módulo de petróleo e gás localizado sob o sal. Neste projeto, o aço 9Ni deve possuir não só uma elevada resistência e uma excelente tenacidade a baixas temperaturas, mas também resistência à SSC (corrosão sob tensão de sulfureto) em condições específicas de petróleo e gás. Por conseguinte, o aço processo de soldadura do sistema de tubos de aço 9Ni está a ser estudado.
2. Análise da soldabilidade do aço 9Ni
O aço 9Ni foi desenvolvido pela Inco nos Estados Unidos durante a década de 1940. É um aço de liga média que contém 9% de níquel, o que lhe permite apresentar uma tenacidade a baixa temperatura de até -196 ℃.
Quando comparado com o aço inoxidável austenítico e a liga austenítica de ferro-níquel, o aço 9Ni tem uma resistência superior e um custo inferior. Além disso, o aço 9Ni apresenta propriedades mecânicas mais completas do que a liga de alumínio.
No entanto, o material é propenso à magnetização e é difícil de desmagnetizar. Além disso, tecnologia de soldadura exige o cumprimento rigoroso de requisitos específicos.
É pouco provável que ocorra fissuração a frio ao soldar aço 9Ni com eléctrodos de níquel elevado ou de níquel médio. No entanto, quando se utilizam eléctrodos com baixo teor de níquel e alto teor de manganês em condições de soldadura inadequadas, tais como baixa energia de linha e eléctrodos húmidos, pode ocorrer fissuração a frio. A geração de fissuras a frio tem três aspectos:
2.1.1 Aparecimento de uma camada endurecida na zona de fusão. Embora o teor de carbono do aço 9Ni não seja elevado (≤ 0,10%), pode ser produzida uma estrutura endurecida se material de soldadura com elevado teor de carbono é selecionado. Isto deve-se a um aumento de teor de carbono resultantes da fusão e da difusão.
2.1.2. A presença de um excesso de hidrogénio, que se acumula na camada endurecida devido a impurezas (como óleo e ferrugem) junto à ranhura de soldadura.
2.1.3. A concentração de tensões de juntas soldadasque inclui a tensão estrutural, a tensão térmica e a tensão de restrição.
2.2 . Fissura térmica
Na soldadura de aço 9Ni, fissuras quentes podem ocorrer independentemente de se utilizar um elétrodo do tipo alto níquel, médio níquel ou baixo níquel e alto manganês. No entanto, a utilização de um elétrodo com alto teor de níquel pode resultar nas fissuras mais graves.
Isto deve-se ao facto de a liga conter elementos como o S e o P, que podem facilmente formar eutécticos de baixo ponto de fusão com o níquel. Como resultado, pode ocorrer segregação intergranular. Para além disso, elementos como o C e o Si podem também promover a segregação de S e P.
Em particular, quando a estrutura está num estado puro austenite a distribuição de impurezas nos limites dos grãos pode ser contínua.
2.3 Redução da tenacidade a baixa temperatura
A redução da tenacidade a baixa temperatura é influenciada principalmente por dois factores:
2.3.1 Influência dos materiais de soldadura:
A composição química do metal de solda e da zona de fusão está relacionada com os materiais de soldadura utilizados. Se os materiais de soldadura tiverem um elevado teor de carbono, ou se a correspondência equivalente Ni Cr dos materiais de soldadura e do metal de base após a fusão cair na zona que contém martensite no organograma do aço inoxidável, a tenacidade a baixa temperatura será reduzida.
A energia da linha de soldadura e a temperatura entre camadas podem alterar o valor de pico e a temperatura da ciclo térmico de soldaduraafectando assim a estrutura metalográfica da zona afetada pelo calor. Se a temperatura de pico for demasiado elevada, pode levar a uma redução da temperatura inversa austenite e a formação de bainite grosseira, podendo ambos resultar numa redução da tenacidade a baixa temperatura.
2.4 Sopro magnético parcial
As partículas de sopro magnético podem causar uma má fusão da soldadura e afetar significativamente a qualidade da soldadura.
O aço 9Ni tem uma elevada permeabilidade e intensidade de indução de remanência, o que o torna suscetível a parciais de sopro magnético durante a soldadura.
Geralmente, quando se utiliza o método DC (soldadura por arco manual DC, soldadura manual DC soldadura por arco de árgonetc.) para a soldadura de apoio de tubos magnéticos, os parciais de sopro magnético são comuns na posição de soldadura inicial da soldadura de apoio, mas não estão normalmente presentes durante a soldadura de enchimento e cobertura.
3.1 Prevenção da tendência para fissuras a frio e a quente
As causas das fissuras a frio na soldadura são a tensão, a estrutura endurecida e o teor de hidrogénio difusivo do metal de solda. A geração de fissuras térmicas está relacionada com a tensão, as impurezas e a composição química. Por conseguinte, é fundamental selecionar os materiais de soldadura adequados.
Depois de analisar as propriedades dos diferentes materiais de soldadura, verificou-se que o material de soldadura nicrmo-3 é altamente vantajoso para a soldadura do aço 9Ni.
3.1.1 O coeficiente de expansão linear da liga de níquel no material de soldadura nicrmo-3 é semelhante ao do aço 9Ni, tanto à temperatura ambiente como a altas temperaturas. Esta semelhança ajuda a evitar o stress térmico causado pela expansão e contração irregulares.
3.1.2 O teor de Ni do material de soldadura nicrmo-3 é elevado, variando de 55% a 65%, e o teor de carbono é semelhante ao do aço 9Ni. Ambos os materiais pertencem ao tipo de baixo teor de carbono. Mesmo com o efeito de diluição do metal de base, existe ainda uma estrutura de austenite suficientemente elevada para evitar a formação de uma cintura de martensite dura e quebradiça na linha de fusão.
3.1.3 O material de soldadura Nicrmo-3 tem as seguintes características: baixo teor de carbono (teor de carbono ≤ 0,1%), uma pequena "gama de temperaturas frágeis" no diagrama de fases da liga F-C, elevada pureza (S ≤ 0,03%, P ≤ 0,02%) e baixo teor de hidrogénio. A utilização de material de soldadura nicrmo-3 pode assim fornecer as condições básicas necessárias para reduzir a tendência de fissuras a frio e a quente nas soldaduras de aço 9Ni.
Por conseguinte, sob o controlo rigoroso do teor de hidrogénio difusivo, a seleção do material de soldadura nicrmo-3 pode efetivamente evitar a tendência de fissuras a frio e a quente na soldadura do aço 9Ni.
3.2 Garantia da tenacidade a baixa temperatura das juntas soldadas
As juntas soldadas consistem na soldadura, na linha de fusão e na zona afetada pelo calor.
A tenacidade a baixa temperatura das juntas soldadas ocorre geralmente no metal de solda, na zona de fusão e na zona de granulação grossa.
A tenacidade a baixa temperatura do metal de solda é influenciada principalmente pela tipo de soldadura material utilizado.
Ao soldar aço 9Ni com materiais que têm a mesma composição que o aço 9Ni, a tenacidade do metal de solda a baixa temperatura é tipicamente fraca, principalmente devido ao elevado teor de oxigénio no metal de solda.
Por conseguinte, os eléctrodos à base de Ni e de Fe-Ni são normalmente utilizados para a soldadura do aço 9Ni.
Quando o aço 9Ni é soldado com material de soldadura nicrmo-3, a composição química e a estrutura metalográfica de cada área diferem.
O metal de solda é austenítico e tem excelente tenacidade a baixa temperatura.
Na zona de fusão, o teor de carbono do material de soldadura é essencialmente o mesmo que o do aço 9Ni, com um teor de Ni superior a 55%, prevenindo eficazmente a migração de carbono e evitando uma estrutura frágil na zona de fusão, assegurando assim a tenacidade da zona de fusão a baixa temperatura.
Na zona afetada pelo calor, sob o ciclo térmico de um pico de temperatura acima de 1100 ℃, são geradas estruturas grosseiras de martensita e bainita, que revertem a redução da austenita e diminuem a tenacidade a baixa temperatura.
Por conseguinte, a energia da linha deve ser controlada tanto quanto possível e a soldadura multipasse deve ser utilizada para minimizar o tempo de permanência a alta temperatura.
Assim, ao soldar aço 9Ni com material de soldadura nicrmo-3, a tenacidade da junta soldada a baixa temperatura é largamente influenciada pelo calor de soldadura e a taxa de arrefecimento do processo de cristalização do metal de solda.
3.3. Métodos para superar o sopro de polarização magnética
3.3.1. Alterar a posição do fio de ligação à terra do metal de base:
Para minimizar o circuito de corrente formado pela corrente no metal de base, o fio de ligação à terra deve ser conduzido diretamente perto da ranhura ou colocado na ranhura. Não deve ser ligado ao metal de base a uma grande distância.
3.3.2. Criar temporariamente várias soldaduras de aderência acima da ranhura (não na raiz da ranhura) para provocar um curto-circuito no campo magnético em ambos os lados da ranhura. Quando se coloca o primário nesta posição, utilizar uma rebarbadora para remover as soldaduras de aderência.
4. Materiais e métodos de ensaio
4.1. Materiais de ensaio
O aço 9Ni (355,6 mm de diâmetro e 50,8 mm de espessura de parede) produzido pela Hengyang Valin Steel Pipe Co., Ltd. foi utilizado como material de base para o ensaio.
Ver quadro 1 para a composição química e quadro 2 para as propriedades mecânicas.
Quadro 1 composição química do tubo de aço 9Ni (wt%)
Tipo
C
Si
Mn
Cr
Mo
Cu
Ni
Aço 9Ni
0.05
0.21
0.57
0.045
0.056
0.035
9.24
Al
S
P
0.02
0.004
0.006
Quadro 2 propriedades mecânicas do tubo de aço 9Ni
Com base nos requisitos específicos do produto, o árgon de tungsténio soldadura por arco (GTAW) é utilizado para a soldadura de suporte, enquanto a soldadura por arco manual (SMAW) é utilizada para a soldadura de enchimento e de cobertura. Além disso, o material de soldadura nicrmo-3 é utilizado durante o processo de soldadura.
Ver quadro 3 para a composição química específica.
Quadro 3 Composição química dos materiais de soldadura (wt%)
Tipo
C
Si
Mn
Cr
Mo
Cu
Ni
Mo
ERNiCrMo-3
0.01
0.04
0.03
0.004
0.004
22.2
64.3
9.3
ENiCrMo-3
0.02
0.36
0.4
0.005
0.006
22.7
63.6
8.8
5. Qualificação do procedimento de soldadura
5.1 Preparação antes da soldadura
5.1.1 O processamento de corte e ranhura do tubo de aço 9Ni deve utilizar preferencialmente o método de processamento mecânico. No entanto, corte a gás ou a preparação de ranhuras por plasma também pode ser utilizada.
A ranhura processada ou cortada deve ser polida.
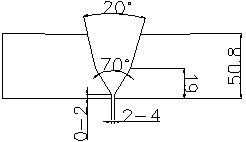
5.1.2 Devido à grande espessura da parede do tubo utilizado nesta avaliação, é necessário conceber um tipo de ranhura adequado.
Considerando a redução da área da ranhura e da deformação da soldadura, melhorando a eficiência da soldadura e reduzindo o custo do consumo de materiais de soldadura à base de Ni, foi decidido adotar o tipo de ranhura mostrado na Fig. 1. A ranhura deve ter um intervalo de 24mm e uma aresta romba de 02mm.
5.1.3 Uma vez concluído o tratamento das ranhuras, o aspeto deve ser inspeccionado para verificar se não existem fissuras ou delaminações. Se forem detectados defeitos deste tipo, estes devem ser reparados.
5.1.4 Devem ser utilizados métodos mecânicos e solventes orgânicos para limpar a superfície da ranhura e a área num raio de 20 mm em ambos os lados, a fim de remover óleo, ferrugem, aparas de metal, película de óxido e qualquer outra sujidade na superfície.
Fig. 1 pormenores da ranhura
5.2 Sequência de soldadura e disposição dos cordões de soldadura
A camada de suporte foi soldada utilizando soldadura por arco de árgon.
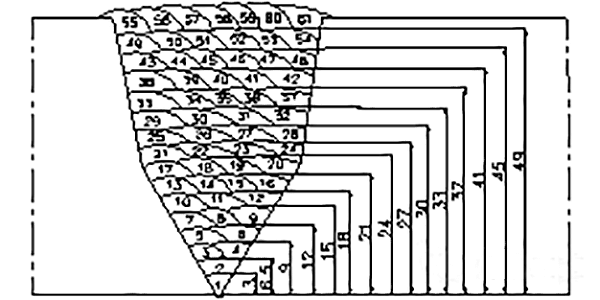
Para garantir a formação da raiz cordão de soldadura Para evitar o fenómeno de queima durante o enchimento por soldadura por arco manual, devem ser aplicadas, pelo menos, duas camadas de soldadura de suporte, com uma espessura de soldadura mínima de 6 mm, e o enchimento deve ser feito por soldadura por arco manual.
Consulte a Figura 2 para ver a sequência de disposição das camadas de soldadura.
Fig. 2 Disposição dos cordões de soldadura
5.3 Parâmetros do processo de soldadura
A entrada de calor refere-se à quantidade de energia recebida pela soldadura por unidade de comprimento e é o principal fator que influencia o ciclo térmico da soldadura. Por conseguinte, o controlo da entrada de calor é essencial para garantir as propriedades mecânicas e a resistência à corrosão sob tensão por sulfureto (SSC) durante os ensaios.
5.3.1: Como o ponto de fusão do metal de solda que é soldado com materiais de solda à base de níquel é aproximadamente 100 ℃ mais baixo do que o do aço 9Ni, pode facilmente causar defeitos, como a fusão incompleta entre a borda da ranhura e o cordão de solda. Por isso, é proibido fazer um arco durante o processo de soldadura, e o arco não deve ser atingido fora da ranhura para evitar danificar o metal de base.
5.3.2: Durante a soldadura do arco, é importante preencher a cratera e permanecer no arco durante algum tempo para evitar fissuras na cratera. No caso de fissuras na cratera, é necessário efetuar um polimento imediato.
5.3.3: Para garantir a tenacidade a baixa temperatura e os resultados dos ensaios SSC do aço 9Ni, o controlo da entrada de calor de soldadura é crucial e a corrente de soldadura não deve ser excessiva. É aconselhável utilizar a soldadura rápida multi-passos para minimizar o sobreaquecimento do cordão de soldadura e refinar o grão através do efeito de reaquecimento da soldadura multi-passos.
Durante a soldadura de várias passagens, a temperatura entre camadas deve ser regulada e deve ser utilizada uma pequena entrada de calor para a soldadura. A entrada de calor deve ser controlada abaixo de 20KJ/cm. A temperatura entre camadas da soldagem multicamadas deve ser mantida abaixo de 100 ℃ para evitar o superaquecimento da junta.
6. Resultados e análise dos ensaios
6.1 Ensaios não destrutivos
Após a soldadura, a peça de ensaio foi submetida a uma inspeção visual, que não revelou qualquer rebaixo, poros superficiais, fissuras, inclusões de escória ou outros defeitos, tanto na soldadura como na zona afetada pelo calor.
O reforço da soldadura media entre 0,5 e 1,5 mm, e a soldadura e o metal de base apresentavam uma transição suave.
A inspeção radiográfica não revelou fissuras, fusão incompleta, penetração incompleta, inclusões de escória ou outros defeitos na peça de ensaio, confirmando que a qualidade da junta soldada cumpre os requisitos da norma.
6.2 Ensaio de tração
Durante um ensaio de tração, a amostra de tração é fixada numa máquina de ensaio universal WE-100. A tensão de tração é então aplicada à amostra, causando um alongamento axial até atingir o seu ponto de rutura. Este é o principal indicador utilizado para medir a resistência dos materiais.
Os resultados do teste são apresentados no Quadro 5.
Tabela 5 resultados do ensaio de tração
Peça de ensaio n.º.
Resistência à tração (MPA)
Localização da fratura
1
761
metal de base
2
764
metal de base
Com base nos resultados dos ensaios, é evidente que o ensaio de tração cumpre os requisitos da especificação.
6.3 Ensaio de flexão
O ensaio de flexão avalia a capacidade dos materiais para suportar a deformação.
Utilizando a máquina de ensaio universal WE-100, são testadas amostras de dobragem padrão processadas.
Para efetuar o ensaio, são recolhidas quatro amostras de flexão lateral de acordo com as especificações e é utilizado um indentador com 63,5 mm de diâmetro. O ângulo de flexão é fixado em 180°.
Após o ensaio de flexão, não deve haver fissuras ou defeitos superiores a 3 mm em qualquer direção na superfície das amostras.
Com base nos resultados do teste, cumpre os requisitos da especificação.
6.4 Ensaio de impacto
O objetivo do ensaio de impacto é determinar o desempenho de impacto de uma junta soldada, medindo a quantidade de energia de impacto consumida por unidade de área no ponto em que a ranhura na superfície da junta é quebrada. Para realizar este ensaio, uma amostra de impacto é colocada numa máquina de ensaios de impacto JB-30B, que aplica a carga de impacto necessária para quebrar a ranhura.
Para este ensaio de impacto específico, é utilizado um impacto Charpy a uma temperatura de -196 ℃. As amostras são retiradas de uma posição a cerca de 1 a 2 mm de distância da superfície da soldadura.
As posições dos entalhes estão localizadas em vários pontos ao longo da junta, incluindo o centro da soldadura, a linha de fusão, a linha de fusão de 1 mm, a linha de fusão de 2 mm e a linha de fusão de 5 mm.
Os resultados dos ensaios são apresentados no quadro 6.
Quadro 6 resultados do ensaio de impacto
Localização do entalhe
Valor de impacto único (J)
Valor médio do impacto (J)
Centro de soldadura
89, 78, 76
81
Linha de fusão
80, 82, 76
79
Linha de fusão+1 mm
104, 91, 111
104
Linha de fusão+2 mm
78, 99, 85
87
Linha de fusão+5 mm
112, 98, 104
104
Com base nos resultados do impacto, verifica-se que os valores de impacto cumprem os requisitos de especificação de (-196℃ ≥ 41J).
6.5 Ensaio de macro e dureza
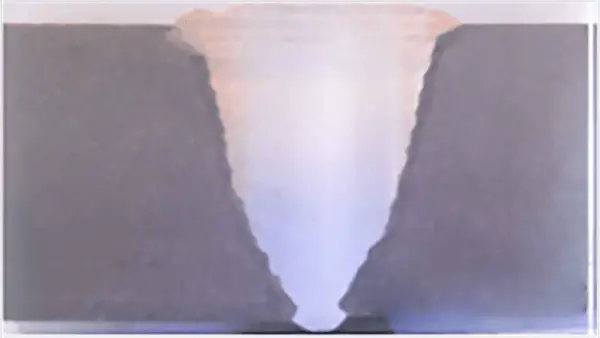
Após a realização de uma inspeção de macro secção da soldadura, foi determinado que a soldadura está totalmente soldada sem quaisquer fissuras ou outros defeitos. A Figura 3 mostra a amostra macro.
Fig. 3 foto de amostra macro
6.5.2 Medir a dureza do metal de solda, zona afetada pelo calor e o metal de base das juntas soldadas, respetivamente.
Os valores de dureza são apresentados na Tabela 7.
Tabela 7 Resultados do ensaio de dureza
Posição de amostragem
Valor de dureza (HV10)
Metal de solda
219~247
Zona afetada pelo calor
253~290
Metal de base
230~256
6.6. Ensaio SSC (corrosão sob tensão de sulfuretos)
Foram colhidas três amostras padrão em forma de placa e enchidas continuamente com uma solução de 99,2% CO2, 0.8% H2S, e ácido acético (pH inicial=3) a 25 ℃. As amostras foram então carregadas com 80% de força de rendimento usando flexão de 4 pontos (σS=698 MPa) e embebidas por 720 horas. Foi observado que as amostras não quebraram.
Ao examinar as amostras com uma lupa de 10x, não foram detectadas fissuras. Além disso, o ensaio de corrosão sob tensão por sulfureto deste lote de amostras cumpriu as normas especificadas (ver Figura 4).
Fig. 4 Morfologia da superfície da amostra submetida a tensão de compressão após corrosão por imersão
7. Conclusão
7.1 Com a utilização de soldadura por arco de tungsténio de árgon para suporte, soldadura por arco manual para enchimento e cobertura, e a soldadura de aço 9Ni com fio de soldadura ERNiCrMo-3 e vareta de soldadura ERNiCrMo-3, a soldadura de altasoldadura de qualidade podem ser obtidas em condições de processo de soldadura adequadas.
7.2 O teste de qualificação do procedimento de soldadura cumpriu todos os índices de desempenho e requisitos técnicos. Ganhámos mestria no apoio TIG, no enchimento de soldadura por arco manual e na tecnologia de soldadura de sistemas de tubos para aço 9Ni, o que proporcionará uma experiência valiosa para orientar a produção futura.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
I. Vantagens dos cabos com núcleo de cobre em relação aos cabos com núcleo de alumínio: 1. Baixa resistividade: A resistividade dos cabos com núcleo de alumínio é cerca de 1,68 vezes superior à dos cabos com núcleo de cobre....
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...