O pré-aquecimento é uma técnica comummente utilizada na soldadura. Envolve o aquecimento da peça a ser soldada a uma temperatura acima da temperatura ambiente antes ou durante o processo de soldadura.
A maioria das especificações modernas exige intervalos de temperatura de pré-aquecimento específicos, dependendo da norma e do tipo de material a ser soldado.
Neste artigo, discutiremos a importância de um pré-aquecimento correto, os seus benefícios e as consequências de um pré-aquecimento incorreto, utilizando exemplos.
1. Técnicas
O pré-aquecimento é o processo de aquecimento da peça de trabalho a soldar a uma temperatura superior à temperatura ambiente, antes ou durante a soldadura.
O pré-aquecimento é um requisito obrigatório na soldadura, e temperatura de pré-aquecimento As gamas de pré-soldadura e pós-soldadura são descritas nas especificações de pré-soldadura e pós-soldadura. No entanto, em determinadas condições, podem também ser utilizados métodos alternativos de pré-aquecimento.
O pré-aquecimento oferece várias vantagens, independentemente de ser obrigatório ou não:
- Reduz a tensão de retração entre a soldadura e o metal de base adjacente, o que é especialmente crucial para soldaduras de alta tensão.
- Diminui a taxa de arrefecimento durante o arrefecimento da soldadura na gama de temperaturas chave, evitando o endurecimento excessivo e reduzindo a ductilidade da soldadura e da zona afetada pelo calor (HAZ).
- Diminui a taxa de arrefecimento no intervalo de temperatura de 400°F, permitindo mais tempo para o hidrogénio sair da soldadura e do metal de base adjacente, evitando assim as fissuras induzidas pelo hidrogénio.
- Elimina os contaminantes.
A quantidade de pré-aquecimento necessária para a soldadura não é determinada apenas pela norma mínima descrita na especificação. Em vez disso, podem ser utilizados um ou mais dos seguintes métodos:
- Tabelas de cálculo
- Estimativa do equivalente de carbono
- Estimativa dos parâmetros da fissura
- Estimativa do ensaio de faísca
- Regra de ouro
A gama de temperaturas de pré-aquecimento é geralmente adequada para várias dimensões e restrições dos sulcos de soldadura.
Embora muitas especificações indiquem uma temperatura mínima de pré-aquecimento, em alguns casos, pode ser utilizada uma temperatura de pré-aquecimento inferior, enquanto noutros pode ser necessária uma temperatura de pré-aquecimento superior.
2. Folha de cálculo
Existem várias "tabelas de cálculo de pré-aquecimento" disponíveis que utilizam réguas lineares ou circulares para determinar a temperatura de pré-aquecimento. Estas tabelas permitem-lhe prever a temperatura de pré-aquecimento necessária com base na identificação do material e da espessura do metal de base.
3. Carbono equivalente
O equivalente de carbono (CE) é uma medida útil para determinar se o pré-aquecimento é necessário e em que medida. Eis as directrizes:
- Se o CE for inferior ou igual a 0,45%, o pré-aquecimento é opcional.
- Se CE estiver entre 0,45% e 0,60%, o intervalo de temperatura de pré-aquecimento deve estar entre 200°F e 400°F (100°C e 200°C).
- Se CE for superior a 0,60%, o intervalo de temperatura de pré-aquecimento deve situar-se entre 400°F e 700°F (200°C e 350°C).
Se o CE for superior a 0,5, é aconselhável adiar o ensaio não destrutivo final (NDE) durante pelo menos 24 horas para determinar se existem fissuras retardadas.
4. Parâmetros da fenda
O parâmetro Ito & Bessyo Deteção de fissuras (PCM) pode ser utilizado quando o carbono equivalente é igual ou inferior a 0,17 wt-% ou quando é utilizado aço de alta resistência. Esta abordagem é útil para determinar com exatidão quando é necessário o pré-aquecimento, bem como quando aplicar o pré-aquecimento forçado e qual a temperatura a utilizar. Aqui estão as directrizes:
- Se o PCM for inferior ou igual a 0,15%, o pré-aquecimento é opcional.
- Se o PCM estiver entre 0,15% e 0,26-0,28%, pré-aqueça a um intervalo de temperatura de 200°F a 400°F (100°C a 200°C).
- Se o PCM for superior a 0,26-0,28%, pré-aqueça a um intervalo de temperatura de 400°F a 700°F (200°C a 350°C).
5. Ensaio de faíscas
O ensaio de faísca tem sido utilizado há muitos anos como um método de estimativa da teor de carbono no aço-carbono. A qualidade da faísca produzida indica o nível de teor de carbono, sendo que um maior teor de carbono resulta numa faísca melhor e numa maior necessidade de pré-aquecimento.
Embora este método não seja o mais exato, é simples e pode fornecer uma indicação geral da temperatura de pré-aquecimento necessária. Ao examinar a qualidade da faísca produzida, pode ser determinado o nível relativo da temperatura de pré-aquecimento necessária.
6. Regras de ouro
Outro método eficaz, mas menos preciso, para selecionar a temperatura de pré-aquecimento é aumentá-la em 100°F (50°C) por cada 10 pontos com base no teor de carbono (0,10 wt-%). Por exemplo, se o teor de carbono for de 0,25 wt-%, a temperatura de pré-aquecimento deve ser de pelo menos 250°F (125°C), ou superior.
No entanto, se houver revestimentos ou outros componentes perto da soldadura, a temperatura de pré-aquecimento especificada na especificação de produção original pode não ser adequada.
Se o calor de soldadura se aproxima da gama máxima permitida pelo processo padrão, o calor transferido para os componentes soldados pode ser suficiente para equilibrar o requisito de pré-aquecimento. Como resultado, o metal afetado pode ser aquecido até ou acima do valor mínimo dos requisitos de pré-aquecimento. Nestes casos, podem ser utilizados métodos externos para reduzir os requisitos de pré-aquecimento.
É de notar que esta abordagem envolve intervalos e conversões imprecisas (por exemplo, °F para °C), uma vez que o pré-aquecimento não é uma ciência exacta.
Em muitos casos, também é comum aumentar continuamente a temperatura de pré-aquecimento até que o problema, como o desaparecimento de fissuras, seja resolvido.
Por outro lado, em algumas situações específicas, pode ser possível atingir o objetivo pretendido mesmo que a temperatura de pré-aquecimento seja inferior ao valor recomendado ou à temperatura especificada na especificação de produção.
7. Aplicação prática
Para evitar o amolecimento do material causado pelo pré-aquecimento, é importante prestar atenção às capacidades de funcionamento efetivo.
Escolher processos de soldadura e eléctrodos que introduzam raramente o hidrogénio.
Existem certas técnicas que podem ajudar a reduzir ou aliviar tensão residual.
É necessário um controlo cuidadoso para garantir a utilização correcta do método de pré-aquecimento.
As descrições que se seguem são cruciais para a aplicação bem sucedida destas técnicas.
8. Dimensões e competências dos sulcos de soldadura
As competências de soldadura têm um impacto significativo na retração da soldadura, tensão residualcontrolo da entrada de calor e prevenção de fissuras.
As soldaduras curtas têm menos retração longitudinal do que as soldaduras longas.
Para reduzir as tensões residuais, podem ser utilizadas soldaduras com retrocesso ou sequências de soldadura especiais.
A entrada de calor deve ser controlada ou reduzida.
As soldaduras lineares com pequenas oscilações devem ser utilizadas em vez das que têm grandes oscilações.
9. Reduzir as fissuras
Processos de fabrico adequados podem ajudar a reduzir ou eliminar as crateras e fissuras de soldadura.
- Em comparação com as soldaduras com secções finas e largas, as soldaduras com secções circulares tendem a ter menos fissuras.
- Devem ser evitados arranques ou paragens súbitas na soldadura. As operações de soldadura e a formação da soldadura podem ser controladas por técnicas de soldadura com inclinação ascendente/descendente ou através de meios eléctricos utilizando o potência de soldadura fornecimento.
- Devem ser utilizados materiais de depósito suficientes para evitar fissuras causadas pela retração da soldadura ou pela soldadura normal.
Com base na experiência, para evitar fissuras devido a material de depósito de soldadura insuficiente (que é também um requisito em muitas especificações de produção), a quantidade de metal depositado deve ser de pelo menos 3/8 polegadas (10 mm) ou 25% da espessura do sulco de soldadura.
10. Método de pré-aquecimento
Nas oficinas ou nos campos, o pré-aquecimento pode ser efectuado através de aquecimento por chama (ar-combustível ou acetileno), aquecimento por resistência, aquecimento por indução eletrónica e outros métodos.
Independentemente do método utilizado, o pré-aquecimento deve ser uniforme.
A menos que existam requisitos específicos, o pré-aquecimento deve penetrar em toda a espessura da soldadura.
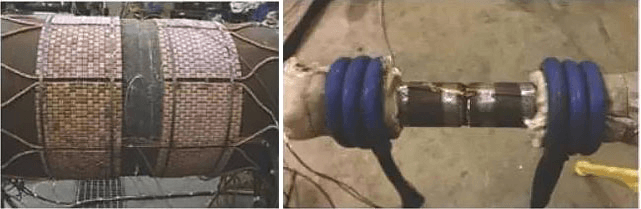
A figura 1 mostra equipamentos que utilizam aquecimento por resistência (sem isolamento, aplicação posterior) e aquecimento por indução.
Fig. 1 - Aquecimento por resistência (esquerda) e aquecimento por indução (direita)
11. Controlo do pré-aquecimento
Podem ser utilizados vários dispositivos para medir e monitorizar a temperatura.
Os componentes ou soldaduras que vão ser soldados devem ser pré-aquecidos até que o material esteja completamente saturado de calor.
Sempre que possível, o grau de penetração térmica deve ser testado ou avaliado.
Para a maioria dos aplicações de soldaduraSe a temperatura for controlada, é normalmente suficiente monitorizar a temperatura a uma distância do bordo da soldadura.
A monitorização ou leitura da temperatura não deve contaminar o ranhura de soldadura.
12. Caneta indicadora de temperatura
As canetas indicadoras ou instrumentos semelhantes a lápis são utilizados para determinar a temperatura mínima atingida durante o pré-aquecimento. Estas ferramentas fundem a uma temperatura específica, o que permite um método simples e económico de determinar a temperatura de fusão da caneta.
No entanto, se a temperatura da peça de trabalho exceder a temperatura de fusão da caneta indicadora, esta não funcionará corretamente. Nesses casos, pode ser necessário utilizar várias canetas indicadoras com diferentes temperaturas de fusão para garantir leituras de temperatura exactas.
13. Monitorização eletrónica da temperatura
Para as operações de pré-aquecimento e de soldadura, podem também ser utilizados equipamentos de medição direta, tais como pirómetros de contacto ou termopares de leitura direta com leituras analógicas ou digitais. Estes instrumentos devem ser calibrados ou ter a sua capacidade de medir a gama de temperaturas verificada de alguma forma.
O termopar, em particular, tem a vantagem de monitorizar e armazenar dados continuamente. Como resultado, pode ser utilizado com um registador de curvas ou sistema de aquisição de dados durante as operações de pré-aquecimento ou tratamento térmico pós-soldadura (PWHT).
A norma D10.10 da American Welding Society (AWS) fornece vários esquemas e exemplos de posições adequadas de colocação de termopares.
14. "Controlo do "direito indígena
Durante muitos anos, foram utilizados vários "métodos indígenas" para determinar se a temperatura de pré-aquecimento é suficiente. Um desses métodos consiste em pulverizar saliva ou fumo diretamente sobre a peça a trabalhar. O som produzido pela saliva é utilizado como indicador da temperatura, embora este método não seja muito exato. Algumas pessoas experientes continuam a utilizar esta técnica.
Uma forma mais exacta de determinar a temperatura de pré-aquecimento é utilizar um maçarico de acetileno. A chama é ajustada para produzir uma carbonização elevada, criando uma camada de fumo cinzento na área a ser pré-aquecida. A tocha de soldadura é então ajustada para produzir fumo médio e é utilizada para aquecer a área de fumo cinzento. Quando o fumo cinzento desaparece, isso indica que a temperatura da superfície atingiu mais de 400°F (200°C).
É importante assegurar que a temperatura de pré-aquecimento é atingida ao longo de toda a espessura da peça de trabalho e da área de soldadura. A maior parte da monitorização é apenas para a superfície exterior da peça de trabalho, mas a norma AWS D10.10 fornece práticas recomendadas para a zona de imersão e exige que toda a espessura da peça de trabalho seja aquecida durante a soldadura de tubos.
É necessária uma observação cuidadosa durante o pré-aquecimento para evitar o sobreaquecimento do metal de base, especialmente quando se utilizam métodos de aquecimento por resistência ou por indução. Muitos expedidores exigem agora a colocação de termopares sob cada placa de aquecimento por resistência ou conjunto de bobinas de indução para monitorizar e evitar o sobreaquecimento.
15. Resumo
Independentemente da necessidade ou não de pré-aquecimento e do método de pré-aquecimento utilizado, o pré-aquecimento proporciona vários benefícios, incluindo
- Reduzir a tensão de retração na soldadura e no metal de base adjacente, o que é particularmente benéfico para juntas soldadas sob grande pressão;
- Abrandamento da taxa de arrefecimento da peça de trabalho no intervalo de temperatura crítica, evitando o endurecimento excessivo e reduzindo o amolecimento da soldadura e da zona afetada pelo calor (ZTA);
- Permitir mais tempo para o hidrogénio se difundir da soldadura e do metal de base adjacente, abrandando a taxa de arrefecimento à medida que a peça de trabalho passa pela gama de temperaturas de 400°F (200°C), o que ajuda a evitar a fissuração induzida pelo hidrogénio;
- Descontaminação da peça de trabalho;
Ao pré-aquecer, é melhor aquecer uniformemente toda a espessura de soldadura até à temperatura de pré-aquecimento especificada. O sobreaquecimento de uma área local pode causar danos materiais, pelo que deve ser evitado tanto quanto possível.