Verificação da precisão da guilhotina: Um guia passo-a-passo
As suas tesouras de guilhotina estão a produzir cortes irregulares? Este guia explica os passos essenciais para garantir que as suas tesouras estão a funcionar corretamente. Aprenderá a medir a precisão geométrica, a verificar o alinhamento da lâmina e a verificar a exatidão do posicionamento. Ao seguir estes passos, obterá sempre cortes precisos. Continue a ler para melhorar as suas operações de corte e manter um desempenho ótimo.
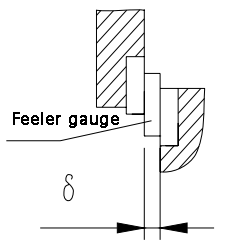
Ajustar o ângulo de corte para zero, deslocar o suporte da ferramenta para baixo até que as lâminas superior e inferior coincidam em 1-2 mm ao longo de todo o comprimento e, em seguida, desligar o motor principal.
Meça a folga da aresta a 50 mm de distância da face final da lâmina, e depois a cada 150 mm ao longo da lâmina. Calcule o erro tomando a diferença entre as folgas máxima e mínima.
Tolerância: 0,05 mm.
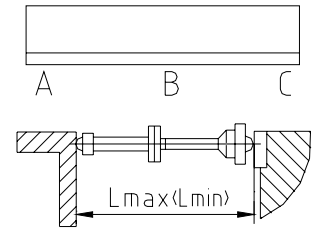
Paralelismo entre a lâmina inferior e o batente
Método e diagrama de inspeção
Ajustar o batente nas suas posições máxima e mínima e medir a distância entre o batente e a lâmina inferior em vários locais, efectuando pelo menos três medições por metro. O erro é calculado como o valor máximo em qualquer comprimento de 1000 mm.
Nota: O valor do erro no ponto B só pode ser superior.
Tolerância (mm): 0.2/1000.
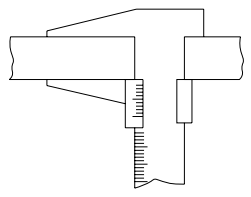
Precisão de posicionamento do material de retenção traseiro
Método e diagrama de inspeção
Três posições-alvo devem ser definidas uniformemente ao longo de todo o curso do batente traseiro, posicionadas a partir de um ponto de referência fixo com base no avanço positivo (ou negativo) do ciclo linear ou por fases.
A distância real do batente traseiro deve ser medida com um micrómetro interno e o erro deve ser calculado como a diferença máxima entre a posição definida e a posição real.
Tolerância (mm): ±0.10
Precisão de posicionamento repetido do batente traseiro
Método e diagrama de inspeção
Colocar o batente traseiro numa posição específica, avançar do ponto de referência para a posição-alvo e fixar o indicador na base do medidor magnético na posição-alvo. O erro é calculado como a diferença entre os valores de erro máximo e mínimo.
Tolerância (mm): 0.05
Controlo da precisão de funcionamento
Retilinearidade do provete
Método e diagrama de inspeção
Colocar a peça de teste na plataforma e posicionar uma régua de inspeção de 1000 mm de comprimento contra a sua superfície de corte. Medir a folga entre elas utilizando um calibrador de folgas e calcular o erro como o valor máximo da folga.
Tolerância (mm): 0.2/1000
Paralelismo do provete
Método e diagrama de inspeção
Medir a largura do provete em vários locais (pelo menos três por metro) utilizando um compasso de calibre vernier. O erro deve ser calculado como a diferença máxima de leitura em qualquer comprimento de 1000 mm.
Tolerância (mm): 0.2/1000
Nota: Requisitos para as peças de ensaio para a inspeção da precisão de funcionamento:
O comprimento da peça de ensaio (Lmax) deve ser a largura máxima de corte da placa de corte.
A largura (b) do provete deve ser 15 vezes superior à espessura da chapa cortada, mas não inferior a 80 mm.
A espessura da peça de ensaio deve ser metade da espessura máxima de corte da placa de corte.
O número de provetes não deve ser inferior a dois.
A extremidade da chapa cortada deve ser equivalente a 10 vezes a espessura da chapa sem inspeção. As rebarbas locais e outros defeitos da secção cortada podem ser removidos ou afastados durante a medição.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
I. Vantagens dos cabos com núcleo de cobre em relação aos cabos com núcleo de alumínio: 1. Baixa resistividade: A resistividade dos cabos com núcleo de alumínio é cerca de 1,68 vezes superior à dos cabos com núcleo de cobre....
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...