Parâmetros de dobragem da prensa dobradeira CNC: Explicação do ajuste
Já se interrogou sobre como afinar uma prensa dobradeira CNC para obter um desempenho ótimo? Este artigo aborda os principais ajustes necessários para os parâmetros de dobragem, tais como ajustes de curso e pressão de trabalho. Aprenderá a programar posições de ponto morto superior, pontos de velocidade variável e a calcular a pressão hidráulica necessária. Quer o seu objetivo seja a precisão ou a longevidade do seu equipamento, compreender estes ajustes é crucial para um trabalho em metal eficiente e preciso. Pronto para melhorar as capacidades da sua prensa dobradeira CNC? Vamos começar.
Durante o processo de trabalho, as posições do ponto morto superior, do ponto de mudança de velocidade e do ponto morto inferior da prensa dobradeira CNC devem ser ajustadas de acordo com os requisitos do processo para dobrar a peça de trabalho. A pressão de trabalho do sistema hidráulico também deve ser ajustada de acordo com a força de flexão real.
Ajuste do curso
Ajuste do ponto morto superior
A posição do ponto morto superior pode ser ajustada programando o item "abertura" do controlador para alterar as posições superior e inferior. Consulte a secção "Sistema CNC manual de funcionamento" para mais pormenores.
Ajuste do ponto de velocidade variável
O ponto de velocidade variável é a posição do cilindro quando passa da velocidade em vazio para a velocidade de trabalho. A posição do ponto de deslocação pode ser ajustada programando o item "ponto de deslocação" do controlador.
Ajuste do ponto morto inferior
Depois de o cilindro completar o curso de trabalho, a posição do ponto morto inferior pode ser ajustada através da programação do item "valor do eixo Y" do controlador.
Regulação da pressão de funcionamento do sistema hidráulico
A pressão necessária para a flexão pode ser calculada utilizando o método de consulta de tabelas ou o método de fórmulas, sendo preferível o método de consulta de tabelas.
Cálculo da pressão pelo método da fórmula
A pressão de flexão necessária pode ser calculada a partir da seguinte fórmula de flexão:
A nova unidade internacional padrão de força é o Newton.
1kgf ≈ 10N
1tf ≈ 10000N=10kN
1MPa ≈ 10bar
Por exemplo:
Material da placa: 16Mn, σ b = 530N/mm², espessura da placa: S = 15mm, comprimento da placa: L = 10000mm = 10m
Cunho inferior distância de abertura: V = 8 × S=8 × 15 = 120mm
Calculado força de flexão F1 = 1,42×10000×530×15²/(1000×120) ≈ 14000 (KN)
Considerando a influência de vários factores, a reserva 10% deve ser adicionada para calcular a força de flexão.
Por conseguinte, F2=1,1 × F1 = 1,1 × 14000=15400(kN)
Cálculo da pressão pelo método de consulta de tabelas
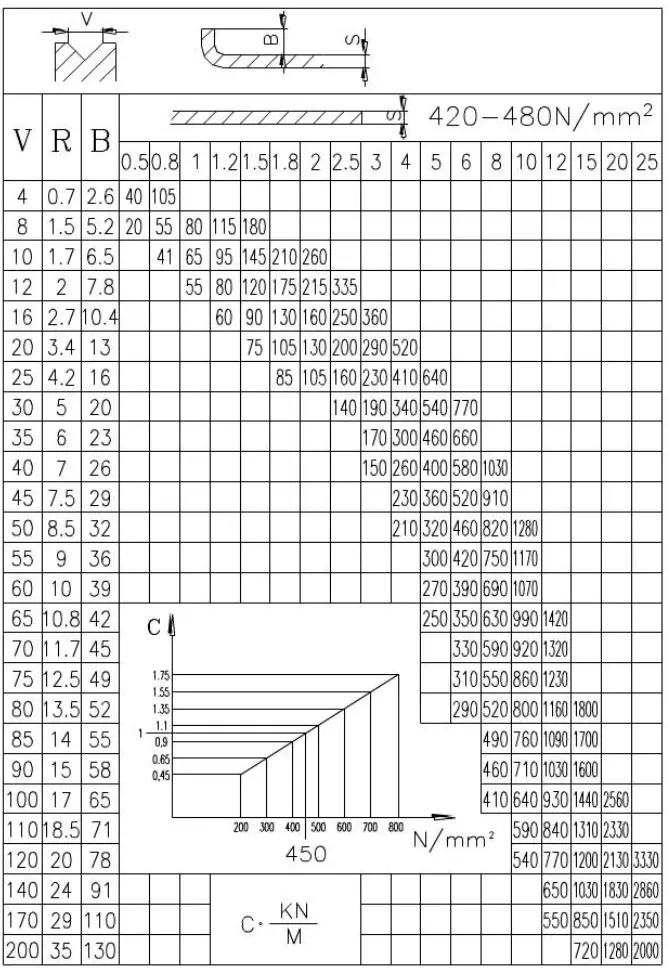
A tabela de pressão de flexão é apresentada na figura seguinte.
O valor da força de flexão na tabela é dado quando σ b = 450N/mm², e a sua unidade é KN/m.
No quadro,
S - espessura da placa (mm)
V - largura de abertura da matriz inferior (mm, 8 × espessura da placa)
Pode utilizar a tabela de pressão de flexão para determinar a pressão de flexão necessária.
Por exemplo:
Pode ver-se na tabela que na intersecção da espessura da placa S = 15mm e da distância de abertura V = 120mm, a força de flexão por metro é F3 = 1200kN/m
Uma vez que σ b = 530N/mm², verifique a tabela C ≈ 1.18. (530/450≈1.18)
Calcular a força de flexão: F1=F3 × L × C=1200 × 10 × 1,18 ≈ 14000 (kN)
A força de flexão necessária deve ser calculada adicionando a reserva 10%.
Por conseguinte, a força de flexão necessária: F2=1,1 × F1=1,1 × 14000=15400 (kN)
Regulação da pressão de funcionamento
Se a força de flexão calculada F2 de um comprimento de flexão for inferior à força de saída da máquina P na tabela acima, a pressão de trabalho do sistema hidráulico deve ser reduzida de modo a reduzir a temperatura do óleo e melhorar a vida útil dos componentes hidráulicos.
A pressão de funcionamento Q do sistema hidráulico pode ser calculada pela seguinte fórmula:
Q=28 × F2/P(MPa)
A pressão de funcionamento do sistema hidráulico pode ser ajustada pelo controlador da máquina-ferramenta.
Durante o ajuste, verifique o valor P correspondente na tabela de pressão de flexão de acordo com a força de flexão real e introduza-o no computador.
Montante convexo da mesa de trabalho
A bancada e o carneiro estão apoiados em dois pontos ao longo de todo o comprimento.
Sob a ação da força de carga P, ocorrerá deformação e a quantidade de deformação é representada por f (ver a figura abaixo).
Para resolver este problema, a máquina adopta um "convexo" móvel na mesa de trabalho para compensar a deformação da mesa de trabalho e do aríete e melhorar a precisão do ângulo e da retidão da peça de trabalho.
O valor convexo ajustável da mesa de trabalho varia de 0 a 2,0 mm.
Durante o funcionamento, determinar o valor convexo de acordo com a carga de flexão força (ou a diferença de ângulo entre as duas extremidades da peça de trabalho e o meio) e, em seguida, introduzi-lo no controlador para operação.
Existe um pequeno orifício e um conjunto de números na extremidade do motor de ajuste convexo, que servem como posições de referência do orifício de medição e do ponto zero convexo, respetivamente. Estes proporcionam comodidade aos utilizadores para determinar o ponto zero convexo.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Porque é que os cilindros das prensas dobradeiras CNC se deformam, causando atrasos dispendiosos na produção? Este artigo explora as causas comuns da deformação dos cilindros das prensas dobradeiras CNC, desde o uso prolongado até às tensões do material,...
Em comparação com as prensas dobradeiras convencionais, as prensas dobradeiras CNC têm muitas vantagens para melhorar a eficiência do trabalho. Aqui, explicamos essas vantagens em 6 aspectos. Interface gráfica do utilizador A interface do utilizador serve...
Alguma vez teve dificuldade em escolher o controlador de prensa dobradeira certo para as suas necessidades de fabrico? Neste artigo, vamos explorar as diferenças entre os sistemas NC e CNC, ajudando-o a...
Alguma vez teve dificuldade em obter precisão e eficiência ao utilizar uma prensa dobradeira CNC? Este artigo aborda dicas práticas para otimizar as suas operações de prensa dobradeira CNC, abrangendo tudo, desde a adição de...
Alguma vez se interrogou sobre o que torna uma prensa dobradeira CNC tão precisa e potente? Este artigo analisa os componentes essenciais que contribuem para a sua eficiência, desde a cama robusta...
Já se interrogou sobre como manter a sua prensa dobradeira CNC nas melhores condições? A manutenção da sua máquina envolve mais do que uma simples limpeza ocasional; trata-se de garantir que todas as peças, desde o sistema hidráulico...
Está a debater-se com curvas inconsistentes na sua prensa dobradeira CNC? Este artigo desmistifica os ajustes críticos necessários para uma sincronização e precisão perfeitas. Desde o ajuste fino do sistema servo electro-hidráulico até...
A instalação de uma prensa dobradeira CNC pode parecer assustadora, mas é essencial para a precisão no trabalho em metal. Este guia cobre os passos críticos: levantar a máquina, assegurar uma base adequada, fazer a instalação eléctrica...
Já se interrogou como é que as prensas dobradeiras CNC conseguem uma sincronização precisa? Este artigo investiga o sistema electro-hidráulico por detrás das prensas dobradeiras CNC, explicando como funcionam componentes como cilindros hidráulicos e válvulas proporcionais...