Nesta publicação do blogue, vamos explorar o fascinante mundo da flexão de ar e os diagramas de forças que o tornam possível. Junte-se a nós enquanto mergulhamos na ciência por trás deste processo crucial e descobrimos como ele molda os produtos que usamos todos os dias. Prepare-se para se maravilhar com o engenho e a precisão de cada dobragem.
A nossa tabela de força de flexão a ar, baseada nos dados da experiência de clientes de várias indústrias em todo o mundo, fornece um guia autorizado para o ajudar a determinar facilmente a pressão de flexão mínima, o comprimento mínimo da flange e o raio de flexão correspondente a diferentes aberturas em V ao dobrar aço macio e aço inoxidável.
Com esta tabela, pode poupar tempo e aumentar a eficiência da sua processo de dobragem.
Além disso, o nosso travão de prensa O calculador de tonelagem pode ajudá-lo a calcular a força de flexão necessária para o seu produto de chapa metálica específico.
Compreendemos a importância de selecionar a abertura em V mais adequada, e o nosso gráfico mostra a relação óptima entre a espessura do metal e a largura da abertura em V.
Princípios de flexão de ar
Requisitos de tonelagem
A dobragem por ar é o método preferido de folha de formação material com uma combinação de punção e matriz. A menor tonelagem de formação permite travões de prensa de menor capacidade de fabrico das peças moldadas.
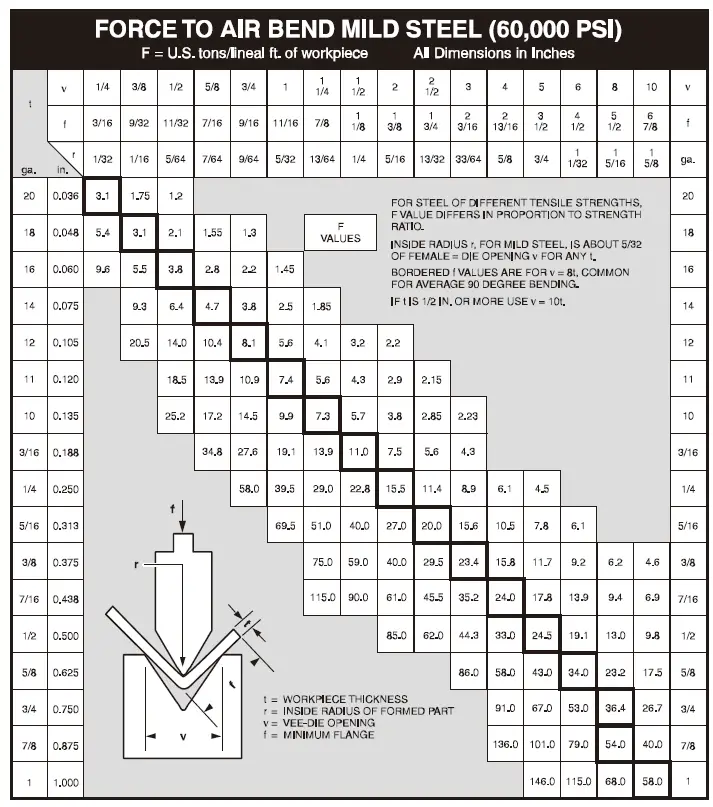
A figura abaixo apresenta em pormenor a relação entre a espessura do material e a abertura da matriz para uma resistência à tração do material especificada de 60.000 PSI. Note-se que, como a resistência à tração da maioria dos aços macios na América do Norte excede os 60.000 PSI, podem ser necessários valores de tonelagem mais elevados.
Tabela de tonelagem
Nota: A tabela acima ilustra os valores de tonelagem adequados para dobrar ao ar aço macio com propriedades de tração de 60.000 PSI. É de notar que a maioria das siderurgias norte-americanas está a produzir metais mais duros com propriedades mecânicas típicas de 44.000 PSI de rendimento e até 80.000 PSI de resistência à tração. Os valores de tonelagem necessários para formar estes metais são substancialmente mais elevados e devem ser tidos em consideração na seleção de uma prensa dobradeira.
Rácios de espessura da matriz para o material
A prática padrão da indústria para dimensionar a abertura da matriz é: oito vezes a espessura do material quando inferior a 1/2", dez vezes a espessura do material quando 1/2" e superior.
Para materiais tratados termicamente, algumas fichas de dados de materiais podem especificar aberturas de matriz maiores para evitar que a forma formada rache.
Para material de folha de calibre e chapa leve, o raio de punção é tipicamente igual à espessura do material. Para chapa pesada, o raio de punção é normalmente uma vez e meia a três vezes a espessura do material, dependendo das propriedades da chapa que está a ser formada.
Fundo do gráfico da força de flexão do ar
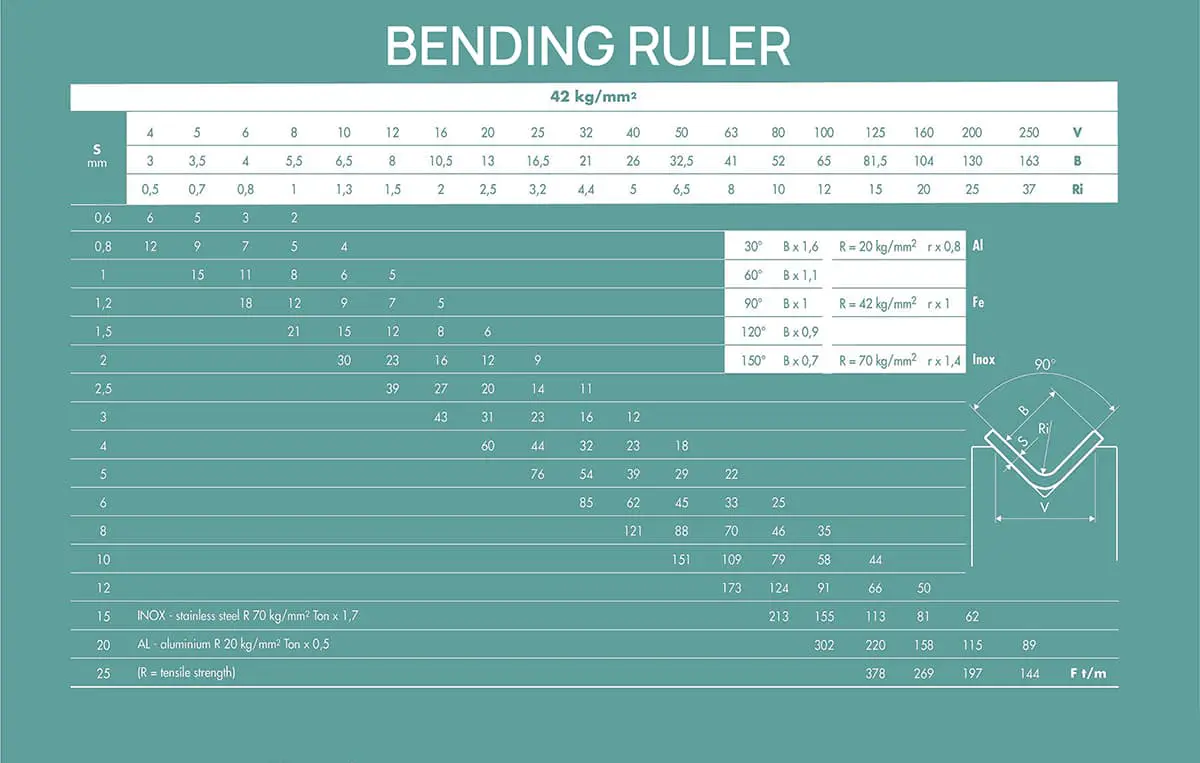
A tabela de forças de quinagem a ar regista a largura padrão da matriz inferior V e a força de quinagem necessária correspondente à quinagem de diferentes chapas metálicas, tendo-se tornado uma especificação geral da indústria.
No entanto, inicialmente não existia tal especificação.
Nessa altura, a Amada recolheu e resumiu os dados da experiência de clientes de várias indústrias em todo o mundo e, finalmente, elaborou o seguinte gráfico de força de flexão para o processo de flexão.
Através desta tabela de forças de flexão, pode facilmente determinar a pressão de flexão mínima, o comprimento mínimo da flange e raio de curvatura correspondentes a diferentes aberturas em V ao dobrar aço macio e aço inoxidável.
A dobragem a ar é um método utilizado no fabrico de chapas metálicas para dar ao metal as formas e os ângulos desejados utilizando uma prensa dobradeira. Ao contrário de outras técnicas de dobragem, a dobragem a ar permite uma maior flexibilidade e precisão, uma vez que o metal não é totalmente pressionado para o fundo da matriz. Este processo deixa uma folga, ou "espaço de ar", entre o metal e a matriz, proporcionando um melhor controlo sobre o ângulo de dobragem e reduzindo o risco de dobragem excessiva ou deformação do material.
Componentes da flexão de ar
Punção e matriz
As principais ferramentas utilizadas na dobragem por ar comprimido são o punção e a matriz. O punção é a ferramenta superior que pressiona a chapa metálica, enquanto a matriz é a ferramenta inferior com uma cavidade em forma de V ou de U na qual o metal se dobra. Por exemplo, no fabrico de suportes para aplicações automóveis, pode ser utilizada uma matriz em forma de V para criar ângulos precisos que se adaptem a requisitos de montagem específicos. A seleção do punção e da matriz depende de factores como o tipo de metal, a sua espessura e o ângulo de dobragem necessário.
Folga de ar
A caraterística que define a dobragem a ar é o espaço de ar entre o metal e o fundo da matriz. O punção pára antes de pressionar totalmente o metal na matriz, permitindo ajustes no ângulo de dobragem através da variação da profundidade da descida do punção. Este espaço de ar ajuda a manter a integridade do metal e evita deformações indesejadas. Em cenários onde são necessárias tolerâncias apertadas, como nos componentes aeroespaciais, o controlo do espaço de ar é crucial para atingir as especificações desejadas.
Processo de curvatura por ar
Posicionamento da chapa metálica: A chapa metálica é colocada sobre a matriz, alinhada corretamente com o punção.
Aplicar pressão: O punção desce e pressiona a chapa metálica, iniciando a dobragem.
Formação da dobra: O ângulo de curvatura é controlado pela profundidade a que o punção desce na matriz e pela forma da própria matriz.
Libertação do material: Uma vez atingido o ângulo de dobragem desejado, o punção é retraído e o metal dobrado é retirado.
Avaliação e ajustamento: A dobra é inspeccionada e, se necessário, são feitos ajustes na profundidade do punção para obter o ângulo exato.
A adição de ajudas visuais para ilustrar estes passos pode melhorar a compreensão. Por exemplo, os diagramas que mostram o alinhamento da chapa metálica, o punção descendente e a dobra resultante podem clarificar o processo.
Vantagens da curvatura por ar
A dobragem por ar oferece várias vantagens em relação a outros métodos de dobragem, como a dobragem por baixo ou a cunhagem.
Flexibilidade: A dobragem por ar comprimido permite uma vasta gama de ângulos de dobragem com um único conjunto de ferramentas, reduzindo a necessidade de múltiplas mudanças de ferramentas. Isto é particularmente vantajoso em ambientes de produção onde são necessários ajustes rápidos.
Precisão: A capacidade de controlar o ângulo de curvatura com a profundidade do punção proporciona uma elevada precisão no processo de curvatura. Isto é essencial em indústrias como a eletrónica, onde os ângulos precisos podem ter impacto na funcionalidade dos componentes.
Conservação de materiais: A folga de ar reduz o risco de dobragem excessiva e o desperdício de material, assegurando uma utilização eficiente dos recursos. Esta vantagem pode conduzir a economias de custos significativas em operações em grande escala.
Versatilidade: Este método pode ser utilizado com vários tipos de metais, incluindo aço macio, alumínio e aço inoxidável, tornando-o adequado para diversas aplicações. Por exemplo, em aplicações arquitectónicas, a dobragem a ar pode criar desenhos complexos em painéis de alumínio que melhoram o aspeto estético, mantendo a integridade estrutural.
Perguntas frequentes sobre o gráfico da força de flexão do ar
Como ler o gráfico da força de flexão do ar?
Pode obter as seguintes informações do ar força de flexão O gráfico acima, se os dados da espessura do metal e do raio interior de flexão forem conhecidos:
Força de flexão necessária para dobrar chapa metálica de 1 metro de comprimento
Largura da abertura em V
Comprimento mínimo da flange
Como selecionar a abertura em V mais adequada?
A abertura em V refere-se à distância entre o matriz inferior e a abertura em V adequada da matriz deve ser selecionada de acordo com a espessura da chapa metálica. O gráfico de dobragem a ar acima mostra a relação óptima entre a espessura do metal e a largura da abertura em V.
No entanto, outros factores afectarão a seleção da largura em V, incluindo os comprimentos das flanges, o raio de curvatura interior, a tonelagem da prensa dobradeira e a capacidade das ferramentas.
Qual é a melhor relação entre a espessura do metal e a abertura em V?
Espessura do material (t)mm
0.5-2.5
3.0-8.0
9.0-10.0
≥12.0
Largura V
6xt
8xt
10xt
12xt
O que é a dobragem a ar no fabrico de chapas metálicas?
A dobragem a ar no fabrico de chapas metálicas é uma técnica utilizada para criar dobras em chapas metálicas sem que o metal entre em contacto total com a matriz. Neste processo, é utilizada uma prensa dobradeira equipada com um punção e uma matriz em forma de V ou de U. O punção pressiona a chapa metálica para baixo, empurrando-a para dentro da matriz, mas pára antes de chegar ao fundo, deixando um espaço entre o metal e a matriz. Esta folga, ou "folga de ar", permite flexibilidade na obtenção de vários ângulos de dobragem sem que o metal se adapte totalmente à forma da matriz.
Os principais componentes envolvidos na dobragem por ar incluem o punção e a matriz, que determinam a forma e o tamanho da dobragem, e o espaço de ar, que proporciona a flexibilidade necessária para diferentes ângulos e raios. O processo começa com a configuração do punção e da matriz de acordo com o tipo, a espessura e o ângulo de curvatura necessário da chapa metálica. A chapa é então posicionada na matriz e alinhada com o punção. À medida que o punção desce, dobra o metal dentro da matriz, parando antes do fundo para criar o espaço de ar.
A dobragem por ar comprimido oferece várias vantagens, tais como a flexibilidade na produção de uma gama de ângulos de dobragem com a mesma configuração de matriz, ciclos de produção mais rápidos, custos de ferramentas reduzidos e melhor controlo do processo de dobragem. No entanto, também tem algumas desvantagens, incluindo uma menor precisão em comparação com a dobragem de fundo e o potencial de retorno elástico, em que o metal regressa parcialmente à sua forma original após a dobragem. Este retorno elástico pode ser gerido através da dobragem excessiva ou da utilização de tecnologia de conformação adaptável.
De um modo geral, a curvatura a ar é um método versátil e eficiente, adequado para ciclos de produção em que a elevada precisão não é crítica e para a criação de peças com ângulos de curvatura variáveis sem a necessidade de mudanças frequentes de ferramentas.
Como é que se calcula a força de flexão necessária para a flexão de ar?
Para calcular a força de flexão necessária para a flexão a ar na metalurgia, é necessário ter em conta vários factores-chave, incluindo as propriedades do material, a geometria da curva e as ferramentas utilizadas. A força de flexão ( F ) pode ser calculada utilizando a seguinte fórmula:
Onde:
( F ) é a força de flexão em kN ou toneladas.
( TS ) é a resistência à tração do material em kg/mm².
( s ) é a espessura do material em mm.
( L ) é o comprimento da curvatura em mm.
( V ) é a abertura da matriz em mm.
Por exemplo, se estiver a dobrar aço macio com uma resistência à tração de 45 kg/mm², uma espessura de 2 mm, um comprimento de dobragem de 100 mm e utilizando uma abertura de matriz de 6 mm, o cálculo seria:
Outras considerações incluem o raio interno e o raio de curvatura mínimo. O raio interno pode ser estimado utilizando a fórmula:
Para cálculos exactos, especialmente com materiais diferentes, considere:
Onde ( TS_{\text{baseline}} ) é frequentemente 60.000 PSI para aço macio. O raio de curvatura mínimo garante que a curvatura não provoca fissuras, calculado como:
A utilização de gráficos e calculadoras de força de dobragem pneumática simplifica o processo, fornecendo valores pré-calculados para materiais e aberturas de matriz comuns. Estas ferramentas permitem aos utilizadores introduzir parâmetros específicos e obter diretamente a força de quinagem necessária, assegurando operações de metalurgia seguras e precisas.
Que factores afectam o comprimento mínimo do flange dobrável?
Vários factores afectam o comprimento mínimo de flange dobrável na dobragem por ar, particularmente quando se utiliza uma tabela de forças de dobragem por ar.
Em primeiro lugar, a espessura do material é crucial; geralmente, o comprimento da flange deve ser, pelo menos, quatro vezes a espessura do material. Por exemplo, uma folha com 2 mm de espessura exigiria um comprimento mínimo de flange de 8 mm.
Em segundo lugar, o raio de curvatura, que é determinado pela abertura em V na matriz, também influencia o comprimento da flange. Um raio de curvatura maior necessita normalmente de um comprimento de flange mais longo para garantir uma curvatura correta.
Em terceiro lugar, a abertura da matriz e a geometria das ferramentas impõem dimensões mínimas de dobragem. O comprimento do flange deve ser suficiente para alcançar o topo da matriz após a conformação.
Além disso, embora o fator K em si não determine diretamente o comprimento da flange, é essencial para calcular a tolerância de dobragem, que afecta o padrão plano global e, consequentemente, o comprimento da flange.
Uma fórmula comum utilizada para determinar a altura mínima aceitável da flange é:
Além disso, a distância mínima entre o furo e a dobra, embora não esteja diretamente relacionada com o comprimento da flange, é importante para evitar a deformação e influencia indiretamente a conceção da flange.
Por fim, o cumprimento das diretrizes e tolerâncias da indústria, tais como uma tolerância de +/- 1 grau nos ângulos de curvatura e raios de curvatura consistentes, ajuda a manter a uniformidade e assegura comprimentos de flange adequados para uma curvatura bem sucedida.
Ao considerar estes factores, os projectistas e os fabricantes podem determinar com precisão o comprimento mínimo da flange dobrável, conduzindo a um fabrico de chapa metálica consistente e bem sucedido.
Como é que a abertura da matriz (V) influencia o processo de dobragem?
A abertura da matriz (V) na dobragem a ar desempenha um papel crucial na determinação de vários aspectos fundamentais do processo de dobragem. Em primeiro lugar, influencia diretamente o raio de curvatura interior, sendo que uma maior abertura da matriz V resulta num maior raio de curvatura. Este valor é normalmente cerca de 16-20% da largura da abertura da matriz para materiais como o aço laminado a frio de 60 KSI e o aço inoxidável.
Uma diretriz comum, conhecida como a "Regra dos Oito", sugere que a abertura da matriz em V deve ser oito vezes a espessura do material, embora possa variar entre 6 e 12 vezes, dependendo das condições específicas. A dimensão da abertura da matriz também afecta a distribuição das tensões no material; uma abertura mais pequena da matriz cria um raio de curvatura mais apertado, aumentando as tensões de tração na camada exterior e as tensões de compressão na camada interior, o que pode levar à deformação ou fissuração do material se as tensões excederem a resistência do material.
O retorno elástico, a tendência do material para voltar parcialmente à sua forma original após a quinagem, também é influenciado pela abertura da matriz em V. Uma maior abertura da matriz resulta normalmente num retorno elástico mais significativo, necessitando de uma dobragem excessiva para atingir o ângulo desejado. Além disso, a abertura da matriz tem impacto na tonelagem ou na força necessária para dobrar, sendo que os materiais mais espessos e os raios mais pequenos necessitam de mais força.
Por último, a precisão e a produtividade do processo de quinagem são afectadas pela abertura da matriz em V. A dobragem a ar, que utiliza uma matriz em V, é geralmente menos precisa do que o embutimento ou a cunhagem, mas oferece uma maior produtividade e flexibilidade, uma vez que requer menos mudanças de ferramentas e pode produzir diferentes perfis com ferramentas ajustáveis.
A dobragem a ar pode ser utilizada para todos os tipos de materiais?
A dobragem a ar pode ser utilizada numa grande variedade de materiais, mas a sua adequação depende das propriedades específicas de cada material. É eficaz para materiais como o alumínio, aço inoxidável, aço carbono, cobre e alguns plásticos. Por exemplo, o alumínio é altamente maleável e moldável, o que o torna um bom candidato para a dobragem a ar. O aço inoxidável, embora também seja adequado, apresenta um grau mais elevado de retorno elástico, necessitando de ajustes no processo de quinagem. O aço carbono também pode ser dobrado ao ar, embora seja necessário ter em conta as variações de espessura e a direção do grão.
No entanto, há limitações a considerar. A dobragem por ar comprimido requer geralmente menos força do que outros métodos de dobragem, como a cunhagem, mas pode ser menos precisa. A escolha das ferramentas e da abertura da matriz é crucial para obter o ângulo e o raio de curvatura pretendidos. As variações na espessura do material podem afetar significativamente o ângulo de curvatura e o retorno elástico é um problema comum que varia consoante o material. Além disso, a dobragem perpendicular à direção do grão pode reduzir o risco de fissuras e deformação.
Em conclusão, embora a dobragem a ar seja versátil e possa acomodar uma gama de materiais, não é universalmente aplicável. O sucesso da dobragem por ar depende da seleção cuidadosa dos materiais, da utilização de ferramentas adequadas e de um conhecimento profundo das propriedades do material. Para aplicações que exigem alta precisão ou tolerâncias apertadas, outros métodos podem ser mais adequados.
Que precauções de segurança devem ser tomadas durante as operações de dobragem de ar?
Ao efetuar operações de dobragem a ar numa máquina de prensagem, devem ser tomadas várias precauções de segurança críticas para garantir a segurança dos operadores e a integridade do equipamento. Em primeiro lugar, os operadores devem usar sempre equipamento de proteção individual (EPI) adequado, incluindo óculos de segurança, luvas e botas de trabalho, para se protegerem contra ferimentos provocados por arestas metálicas afiadas e outros perigos.
Antes de colocar a máquina em funcionamento, é essencial inspeccioná-la cuidadosamente. Verifique as ligações eléctricas, os níveis de fluido hidráulico e verifique se existem danos, como fissuras ou rupturas. A manutenção regular do equipamento, incluindo os sistemas hidráulicos, é crucial para evitar acidentes. Os operadores devem ler e compreender o manual de instruções para se familiarizarem com o funcionamento e os princípios da máquina.
A área de trabalho deve ser mantida livre de pessoal e equipamento desnecessários para reduzir o risco de acidentes. A colocação correta da chapa metálica, paralela à máquina de dobragem, é crucial para uma operação segura. Uma colocação incorrecta pode levar a que a chapa atinja o operador e provoque ferimentos.
Recomenda-se a utilização de guarda-corpos para isolar a área de trabalho de dobragem e a implementação de uma gestão visual das condições de segurança. Os dispositivos de proteção modernos, como as cortinas de luz ou os dispositivos de proteção optoelectrónicos activos (AOPD), podem evitar que os operadores se aproximem demasiado da zona de perigo, parando a máquina, se necessário.
É essencial efetuar avaliações de risco regulares e garantir que os operadores recebem formação, de preferência por um engenheiro experiente, antes de utilizarem a máquina pela primeira vez. As medidas de segurança eléctrica, tais como garantir que o equipamento tem uma ligação à terra de proteção (PE) e evitar o contacto com o equipamento elétrico com as mãos molhadas, são fundamentais.
As precauções adicionais incluem evitar empilhar materiais demasiado altos, manter a superfície de trabalho limpa e manusear folhas de metal molhadas com cuidado devido à sua natureza escorregadia. Assegurar que a máquina está bem lubrificada antes da utilização também pode evitar danos nos rolos ou no material.
Ao seguir estas precauções de segurança, os operadores podem reduzir significativamente os riscos associados às operações de dobragem de ar e manter um ambiente de trabalho seguro e eficiente.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já se interrogou sobre como calcular com precisão a força de flexão necessária para o fabrico de chapas metálicas? Nesta publicação perspicaz do blogue, vamos explorar os meandros do cálculo da força de flexão, desenho...
Como é que o tamanho da abertura inferior da matriz afecta as dimensões finais das peças metálicas na dobragem a ar? Esta questão é crucial para garantir a precisão no fabrico de metais. A...
Já se interrogou porque é que o aço por vezes racha durante a dobragem? Neste artigo, exploramos o fascinante mundo da tecnologia de dobragem do aço, descobrindo as razões por detrás de defeitos comuns, como...
Já alguma vez se interrogou sobre a forma como os diferentes materiais afectam a dobragem de chapas metálicas? Neste artigo perspicaz, um engenheiro mecânico experiente partilha os seus conhecimentos sobre o impacto dos tipos de materiais, espessura e...
Atenção a todos os fabricantes e projectistas de chapas metálicas! Tem dificuldade em determinar o raio de curvatura ideal para os seus projectos? Não procure mais! Nesta publicação do blogue, vamos mergulhar no...
Já alguma vez se interrogou sobre a arte e a ciência por detrás da modelação de chapas metálicas em formas complexas? Nesta cativante publicação do blogue, mergulhamos profundamente no fascinante mundo das chapas...
Imagine dobrar chapa metálica sem deixar uma única marca ou risco. Neste artigo, exploramos técnicas inovadoras para dobragem de chapa metálica sem marcas, abordando desafios como a fricção, a dureza do material e...
Já se deparou com desafios na dobragem de chapas de aço inoxidável? Este artigo desvenda as complexidades da quinagem de aço inoxidável, desde a força necessária até ao impacto do retorno elástico. Aprender...
Alguma vez se perguntou como é que as peças metálicas são dobradas em várias formas? Neste artigo fascinante, vamos aprofundar a arte e a ciência da dobragem na estampagem de metais. O nosso especialista...