O punção de torre servo é um equipamento amplamente utilizado no processamento de chapas metálicas. No entanto, com o rápido desenvolvimento da indústria de fabrico mecânico, as máquinas de corte a laser substituíram a maior parte da quota de mercado dos punções de torre servo. Mesmo assim, o punção de servo-torre continua a ter funções que uma máquina de corte a laser não pode desempenhar.
Para chapa metálica produtos que precisam de ser formados, a máquina de corte a laser pode não ser totalmente competente. Processos como a laminagem de nervuras, a laminagem por etapas, o obturador, o flange, o casco convexo e outros requerem o processamento da matriz de formação da servo-torre soco.
Por conseguinte, para processamento de chapas metálicasO punção de torre servo e a matriz de formação continuam a ser uma peça indispensável.
O charme da chapa metálica reside na conformação, e as matrizes de conformação são amplamente utilizadas em processamento de chapas metálicas Os moldes para a produção de produtos de alta qualidade são utilizados em áreas com necessidades de conformação como elevadores, aparelhos de ar condicionado, portas antirroubo, chassis e placas anti-derrapantes. Estas matrizes têm as vantagens de flexibilidade, alta eficiência e baixo custo.
A estrutura das matrizes de conformação é complexa e o processo de fabrico é igualmente complexo.
A perfuração experimental inicial da matriz de conformação requer a depuração contínua da matriz em combinação com as condições de conformação da peça de trabalho até que a peça de trabalho cumpra os requisitos. Assim, o ciclo de fabrico da matriz de conformação é longo e os clientes precisam de ser informados com antecedência quando personalizam a matriz para evitar contradições desnecessárias durante a entrega da máquina-ferramenta.
Tipo de matriz de moldagem
As matrizes de formação no punção da servo-revólver incluem principalmente matrizes de rolos, matrizes de gravação e gravação em relevo, matrizes de desenho raso, matrizes de perfuração, matrizes de flangeamento, matrizes de orifício de eliminação, matrizes de extrusão, matrizes de cisalhamento de posicionamento e muito mais.
Matriz de rolos
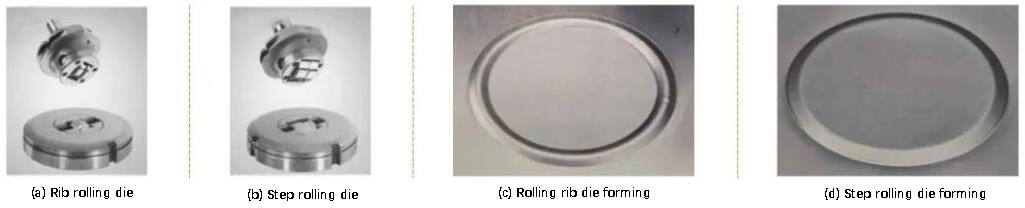
A matriz de rolos é composta por uma matriz de laminação de nervuras e uma matriz de laminação por etapas. Para satisfazer os requisitos de processamento de formas curvas arbitrárias, tem de ser colocada numa estação rotativa. Além disso, não deve haver qualquer marca de estampagem na placa.
Através dos rolos correspondentes instalados nas matrizes superior e inferior, o movimento para cima e para baixo do rolo e o movimento para a esquerda e para a direita da chapa metálica formam um movimento relativo no processo de estampagem. Este movimento ajuda a realizar o processamento de formação da nervura convexa longa. O comprimento da nervura convexa não é limitado pela matriz.
Para a matriz de laminação de nervuras e a matriz de laminação por etapas, a determinação de diferentes alturas e larguras de formação depende dos requisitos do cliente. Esta tipo de matriz oferece uma vasta gama de nervuras de estampagem, posicionamento exato e elevada precisão de processamento.
Ao mesmo tempo, existem requisitos especiais para o material e a espessura da peça de trabalho.
- O aço inoxidável tem geralmente 0,8 ~ 1,5 mm;
- O carbono chapa de aço é geralmente de 0,8 ~ 2,0 mm;
- O placa de alumínio é geralmente de 0,8 ~ 2,5 mm;
- A altura de formação é 2 ~ 3 vezes a espessura da placa;
- A largura é 2 vezes superior à altura, e a largura máxima é de 12,7 mm.
A matriz de rolos e a conformação são mostradas na Fig. 1.
Fig. 1 Matriz de rolos e moldagem
Matriz de estampagem e gravação
Os moldes para gravação e estampagem incluem moldes para códigos, moldes para gravação, moldes para palavras côncavo-convexas e moldes para gravação.
A estampagem com matrizes de relevo e matrizes côncavo-convexas pode criar relevo em chapa metálica, que pode ser elevada ou rebaixada.
A utilização de matrizes de gravação pode ajudar os clientes a eliminar a necessidade de reprocessamento de peças, tais como etiquetagem e pintura, poupando dinheiro e aumentando a eficiência.
A matriz de gravação é utilizada para gravar ou criar marcas de matriz de pontos na superfície de uma peça de trabalho. Não altera a forma das peças de chapa metálica nem provoca reentrâncias que possam afetar o seu aspeto.
Pode adaptar-se ao processamento de placas feitas de diferentes materiais, ajustando a mola.
A direção de formação é para baixo e tem de ser colocada na estação de rotação. A Figura 2 mostra o processo de estampagem, gravação e conformação.
Fig. 2 Matriz de estampagem e de representação e moldagem
Matriz de estiragem rasa
O raso matriz de desenho é essencialmente um molde de conformação de cascos convexos, constituído por um punção e um molde fêmea situado por baixo.
A altura e o ângulo de formação da matriz de conformação do casco convexo não devem ser demasiado grandes para evitar qualquer fratura na junta.
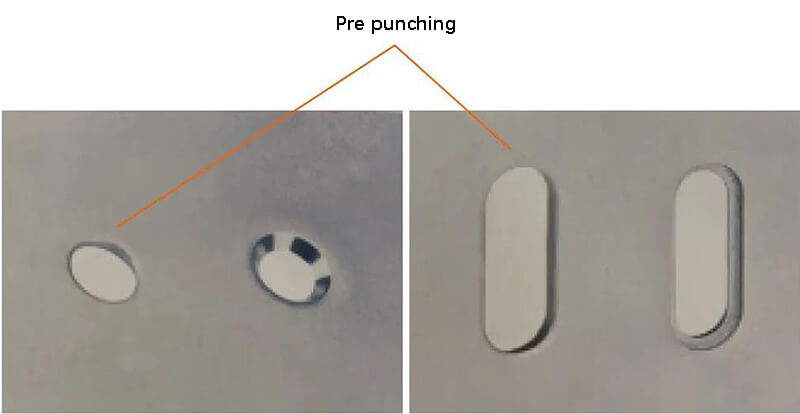
A matriz de formação de casco convexo pode trabalhar em conjunto com a matriz de pré-puncionamento para cumprir o requisito de formação de furos passantes no casco convexo.
A matriz de pré-puncionamento deve determinar o tamanho com base nos resultados da punção experimental dos furos.
A matriz de conformação de casco convexo é amplamente utilizada.
O dado da gota de água é semelhante ao dado do casco convexo.
O conjunto de cascos convexos em forma de gota de água tem um design requintado e pode processar uma espessura máxima de placa de 1,5 mm.
A matriz de tecelagem de bambu precisa de colaborar com a matriz de perfuração, e a espessura máxima da chapa para estampagem de chapa de aço-carbono média é também de 1,5 mm.
A formação da matriz de estiragem rasa é mostrada na Fig. 3.
Fig. 3 Moldagem por estiramento superficial
Matriz de moldagem por perfuração
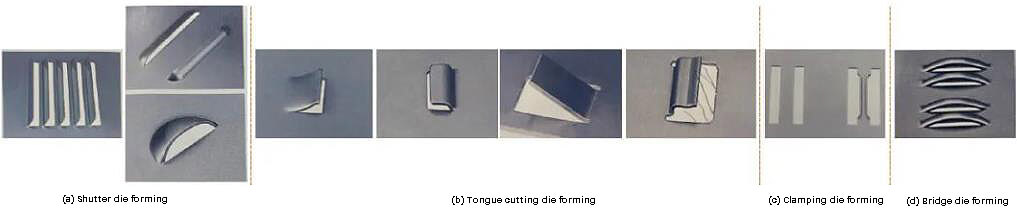
O molde de perfuração é composto por quatro componentes principais: molde de obturação, molde de corte de língua, molde de ponte e fixação morrer.
Este tipo de matriz é utilizado principalmente para ventilação, braçadeiras de tubos, decoração e outras aplicações.
Entre os quatro componentes, a matriz do obturador é a mais utilizada. É normalmente escolhido para chassis e outras peças que requerem dissipação de calor e um design atrativo.
O molde de corte de língua é utilizado principalmente para união de chapas metálicas partes juntas, semelhante a uma fivela.
O molde de ponte é utilizado para inserir tubos de arame, proporcionando uma solução simples e cómoda.
Por fim, a matriz de fixação foi concebida para a instalação de componentes eléctricos.
A matriz de perfuração e conformação é geralmente dividida em dois tipos: perfuração e conformação. A sua estrutura complexa permite-lhe satisfazer a maioria dos requisitos de produto do cliente.
O processo de conformação da matriz de conformação por perfuração é ilustrado na Figura 4.
Fig. 4 Matriz de perfuração
Matriz de formação de flanges
A matriz de formação de flanges deve ser emparelhada com a matriz de pré-puncionamento.
O molde responsável por virar para cima a borda do furo após a perfuração é conhecido como molde de flangeamento.
É utilizado principalmente para formar orifícios roscados e também pode ser utilizado para instalar tubos de dissipação de calor, encaminhamento de cabos e tubos de plástico roscados.
Depois de a matriz de formação de flanges moldar a aresta, esta fica lisa sem quaisquer rebarbas que possam riscar o tubo.
Apresenta numerosas vantagens para o puncionamento direto e a roscagem.
A figura 5 ilustra o processo de formação da matriz de flangeamento.
Fig. 5 Matriz de formação de flanges
Matriz de perfuração
Um molde de orifício de derrubada é também conhecido como um molde de orifício pré-fabricado e pode ser concebido como um molde de derrubada simples, dupla ou tripla.
Existe uma ligação parcial entre a sucata e o corpo principal da peça de trabalho, e o orifício de ligação necessário varia consoante a espessura e o tipo de chapa.
Este tipo de molde é utilizado principalmente para quadros de distribuição, entre outras aplicações.
A Figura 6 mostra o processo de formação de um molde de orifício de derrubada.
Fig. 6 Formação de uma matriz de furo de arrastamento
Matriz de extrusão
A matriz de extrusão é utilizada principalmente para a extrusão de escareadores, servindo como uma matriz de estampagem para o processamento de escareadores com base em pré-perfuração. Pode efetivamente substituir a necessidade de perfuração ao criar furos.
Esta matriz pode processar peças de trabalho de forma positiva e negativa, resultando em contra-furos extrudidos que podem ser utilizados como furos de instalação para parafusos escareados. Ao utilizar a matriz para furos de compressão, o processo de perfuração de uma broca pode ser omitido, garantindo uma elevada qualidade de processamento e eficiência.
A figura 7 mostra o processo de formação do molde para extrusão e abertura de furos.
Fig. 7 Formação da matriz de furos de extrusão
Posicionamento da matriz de corte
A matriz de posicionamento e de cisalhamento é constituída por uma matriz de punção de amostras, uma matriz de posicionamento triangular e uma matriz de semi-cisalhamento.
A matriz de perfuração de amostras permite o controlo da profundidade do ponto com base na altura da matriz.
A matriz de posicionamento triangular é utilizada para placas finas que são difíceis de processar utilizando a matriz de semi-cisalhamento.
É importante notar que o mínimo de distância do centro entre os pontos de posicionamento deve ser de 15 mm.
A matriz de semi-cisalhamento pode ligar o material e a placa, sendo a altura de formação inferior a 0,6 vezes a espessura da placa.
A matriz de posicionamento e de corte não é utilizada habitualmente e só é personalizada para necessidades especiais.
A figura 8 ilustra o processo de formação da matriz de cisalhamento de posicionamento.
Fig. 8 Posicionamento e formação da matriz de corte
No caso de requisitos especiais, uma matriz de conformação pode também funcionar como uma matriz composta. Por exemplo, uma matriz composta de flangeamento convexo pode realizar o pré-puncionamento, o flangeamento e a conformação do casco convexo de uma só vez.
No entanto, ao programar a matriz composta, é crucial ter em conta o tempo de descarga adequado. Além disso, a direção de formação deve ser exclusivamente para cima, e é de notar que o custo de uma matriz composta é consideravelmente mais elevado do que o de uma matriz de formação normal.
Precauções para a utilização da ferramenta de moldagem
Ao utilizar a ferramenta de moldagem, devem ser tidos em conta os seguintes pontos
(1) Prestar sempre atenção ao aperto do parafuso de bloqueio do servo punção da torre quando utilizar a matriz de formação. Não puncionar sem chapa e evitar puncionar em vazio a matriz para evitar danificar a matriz de formação no punção da servo-torre.
(2) Geralmente, a direção de formação da matriz de formação deve ser ascendente para evitar a deformação causada por raspagem entre a parte de formação da peça de trabalho e a matriz inferior da mesa rotativa.
(3) A matriz inferior da matriz de formação ascendente é geralmente mais alta do que a matriz inferior padrão. Evitar a utilização da matriz de perfuração na estação seguinte para evitar a indentação da peça de trabalho. Quando a matriz de formação não estiver a ser utilizada, retire-a da máquina-ferramenta, cubra-a com antiferrugem óleo, e guardá-lo na caixa do molde para evitar danos no molde causados por ferrugem e poeira.
(4) O curso de estampagem de cada punção da servo-revólver é diferente. Quando utilizar a matriz de formação pela primeira vez, ajuste a matriz superior para o comprimento mais curto para evitar danos na matriz e falhas no punção. Afine a matriz de formação para obter uma formação completa.
(5) Para moldes com elevada altura de formação ou formação especial, lubrificar a placa, reforçar a fluidez da placa durante a formação e reduzir a probabilidade de danos e rasgões na placa.
(6) A peça de trabalho deve ser posicionada o mais longe possível das posições de fixação e perfuração durante a conformação, e a etapa de conformação da peça de trabalho deve ser concluída no final do processo de processamento.
(7) As matrizes com alturas de formação elevadas podem riscar e deformar as placas devido à colisão. Este problema pode ser evitado colocando moldes inferiores esféricos em ambos os lados do molde inferior do molde com altura de formação elevada. A utilização de outros moldes perto do molde com alta altura de formação para continuar o processamento pode levar à deformação da peça de trabalho.
(8) O programa de processamento da matriz de formação deve ser utilizado durante o processamento da formação. Deve ser reservado um tempo de descarga suficiente durante a programação e a velocidade de estampagem do punção deve ser reduzida para minimizar o impacto e dar tempo suficiente para que a peça de trabalho formada se separe da matriz de formação, evitando assim a deformação da peça de trabalho e o desvio da posição de formação.
Se seguirmos estas precauções de utilização e manutenção da matriz de moldagem, podemos reduzir significativamente os danos na matriz e produzir eficazmente produtos ideais utilizando a matriz de moldagem.
A utilização de matrizes de conformação torna o processamento de chapas metálicas mais eficiente e eficaz.
Conclusão
Ao selecionar a ferramenta de moldagem, devemos assegurar-nos de que todos os requisitos são claramente expressos.
Além disso, ao encomendar o punção de servo-revólver, devemos também considerar se o curso de estampagem do punção pode cumprir a altura de formação necessária para a peça de trabalho.
Apesar da crescente popularidade dos métodos de alta eficiência e de poupança de energia nas chapas conformação de metaisA punção de servo-torre continua a ocupar um lugar importante no domínio da mecânica.
Acredita-se que o desenvolvimento e a aplicação de matrizes de conformação em máquinas de perfuração de torre servo continuarão a crescer no futuro.