Calculadora de dedução de dobras, fórmulas e gráficos
Já se interrogou sobre a forma como as chapas metálicas são transformadas em formas complexas? A dedução de dobras, um conceito crucial no fabrico de chapas metálicas, é a chave. Nesta publicação do blogue, vamos mergulhar nos meandros da dedução de dobragem, explorando as suas fórmulas, calculadoras e aplicações práticas. Junte-se a nós enquanto desvendamos os segredos por trás da criação de componentes de chapa metálica precisos e bonitos.
A dedução de dobragem é um conceito crucial no domínio do fabrico de chapas metálicas, particularmente no processo de dobragem. É normalmente referido como o "valor de recuo" e desempenha um papel significativo na determinação das dimensões exactas de uma peça dobrada.
Definição
A dedução de dobragem (BD) é o valor subtraído ao comprimento total da chapa plana para obter as dimensões finais pretendidas após a dobragem. É responsável pelo material que é deslocado durante o processo de quinagem.
Importância na dobragem de chapas metálicas
A dedução de dobragem é essencial para calcular com precisão o padrão plano de uma peça de chapa metálica antes de ser dobrada. Garante que as dimensões finais da peça dobrada correspondem às especificações do projeto. Sem ter em conta a dedução de curvatura, a peça pode acabar com dimensões incorrectas, levando a potenciais problemas de montagem e funcionalidade.
Factores que influenciam a dedução de dobras
Vários factores podem influenciar o valor da dedução de dobragem, incluindo
Tipo de material: Diferentes materiais têm diferentes propriedades de flexão.
Espessura: Os materiais mais grossos requerem deduções diferentes dos materiais mais finos.
Ângulo de curvatura: O ângulo da curvatura afecta a quantidade de material deslocado.
Raio de curvatura: Um raio de curvatura maior requer uma dedução diferente em comparação com um raio mais pequeno.
Aplicação prática
Na prática, a dedução de curvatura é determinada através de dados empíricos, directrizes do fabricante ou software especializado que tem em conta as propriedades específicas do material e o processo de curvatura. Os cálculos exactos da dedução de curvatura são essenciais para garantir que o produto final cumpre os requisitos de conceção e funciona corretamente na aplicação pretendida.
3. Fórmula de dedução de dobras
A dedução de dobragem (BD) é um fator crítico no fabrico de chapas metálicas, utilizado para calcular o comprimento do padrão plano de uma peça de chapa metálica. É responsável pelo material que é deslocado durante o processo de dobragem. Este valor é essencial para garantir que as dimensões finais da peça dobrada são exactas.
Termos-chave e notações
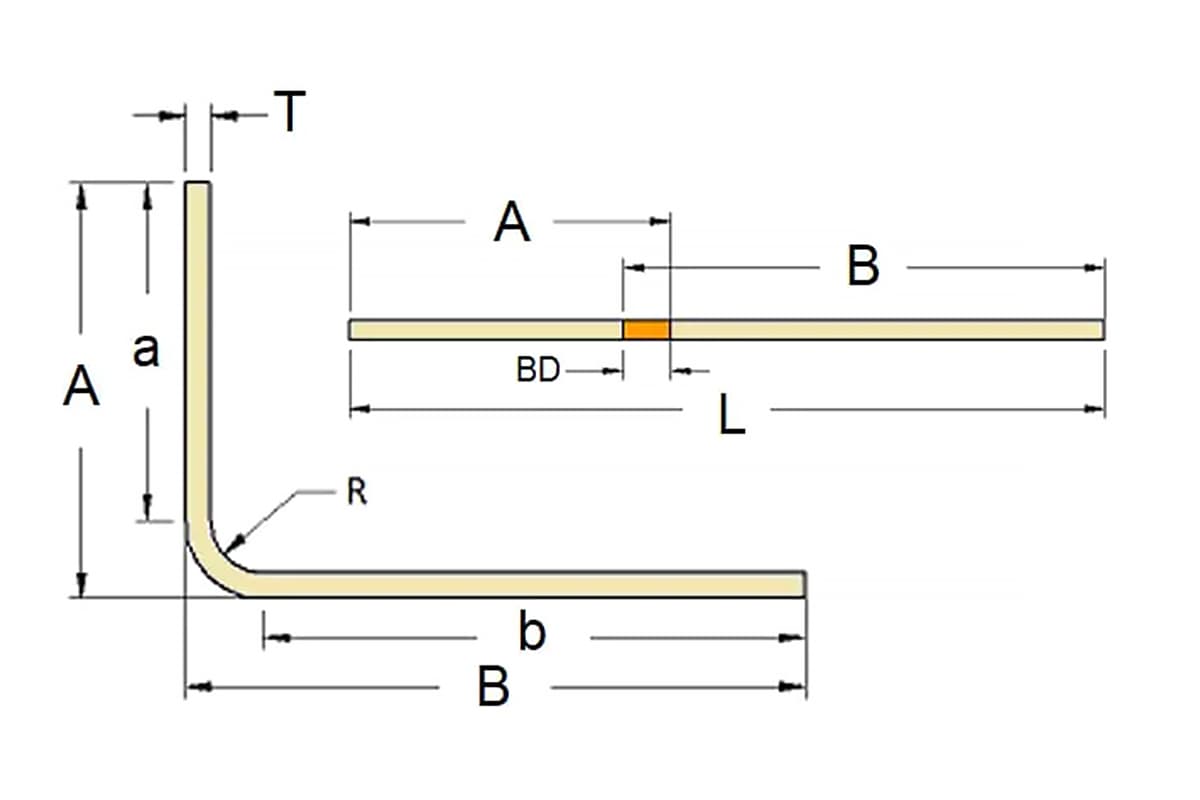
Tenente: Comprimento total desdobrado da peça de chapa metálica.
A e B: Comprimentos dos dois flanges adjacentes à dobra.
BD: Valor de dedução da curva.
Cálculo da dedução de dobra
A fórmula de dedução de dobragem é utilizada para determinar o comprimento plano de uma peça de chapa metálica antes de ser dobrada. A fórmula é a seguinte:
Lt=A+B-BD
Onde:
BD é o valor da dedução da curvatura, que é subtraído do comprimento total para ter em conta o material deslocado pela curvatura.
A e B são os comprimentos desde a aresta da peça até aos pontos tangentes da curvatura.
A dedução de dobragem no Solidworks só é utilizada para o cálculo de dobras de 90 graus em chapas metálicas.
No entanto, também pode ser utilizado para o cálculo do desdobramento de chapas metálicas sem 90 graus, mas o valor da dedução de flexão para a flexão sem 90 graus tem de ser utilizado de acordo com a tabela de coeficientes de flexão.
Cada fabricante tem uma tabela diferente e pode haver erros. Algumas fábricas de chapas metálicas podem não utilizar frequentemente a dobragem fora de 90 graus.
Hoje, vou partilhar o método de cálculo para a dedução de flexão de 90 graus que conheço.
A dedução de dobragem é um fator crucial no fabrico de chapas metálicas, particularmente quando se utilizam máquinas como travões de prensa. Representa a quantidade de material consumido durante o processo de quinagem. O cálculo exato das deduções de dobragem é essencial para obter dimensões precisas da peça e uma utilização eficiente do material. Este artigo aborda três métodos comuns para calcular as deduções de dobragem.
Método 1: Fator de multiplicação simples
O método mais simples utiliza um fator de multiplicação baseado na espessura do material:
Regra geral: Dedução de flexão = 1,7 × espessura do material
Para alumínio: dedução à flexão ≈ 1,6 × espessura do material
Para aço inoxidável: Dedução de flexão ≈ 1,8 × espessura do material
Este método é rápido e fácil, mas carece de precisão. É adequado para aplicações com requisitos de precisão mais baixos ou para estimativas iniciais.
Método 2: Fórmula padrão da indústria
Uma abordagem mais refinada desenvolvida pela indústria de chapas metálicas:
Dedução de flexão = 2 × espessura do material + 1/3 × espessura do material
Esta fórmula tem em conta o alongamento do material durante a flexão. É derivada de: Comprimento não dobrado = Comprimento A + Comprimento B - Dedução de flexão
Quando a dedução de flexão considera tanto a espessura do material como o alongamento.
Método 3: Fórmula avançada considerando a largura da matriz
Uma fórmula mais sofisticada derivada de estudos empíricos:
Dedução de flexão = 2 × t - (0,72t - 0,075V - 0,01)
Onde:
t = Espessura real do material (medida, não nominal)
V = Largura da ranhura inferior da matriz (normalmente 6-8 vezes a espessura do material)
Esta fórmula tem em conta a influência da largura inferior da matriz na dedução da dobragem. É particularmente precisa para chapas de aço-carbono, mas tem mostrado bons resultados com outros materiais, como o alumínio, quando a largura da matriz é cerca de 4 vezes a espessura do material.
Considerações importantes
A espessura do material (t) deve ser a espessura efetivamente medida e não o valor nominal.
A largura da matriz (V) afecta significativamente a dedução da dobragem e deve ser determinada com precisão com base nas ferramentas específicas utilizadas.
Embora existam métodos mais complexos baseados na teoria do eixo neutro, os três métodos aqui apresentados oferecem um equilíbrio de praticidade e precisão para a maioria das aplicações de fabrico de chapas metálicas.
Conclusão
A escolha do método de cálculo da dedução de flexão adequado depende da precisão necessária, do tipo de material e da informação disponível sobre as ferramentas. Para trabalhos de alta precisão, recomenda-se a fórmula avançada (Método 3), enquanto os métodos mais simples podem ser úteis para estimativas rápidas ou aplicações menos críticas.
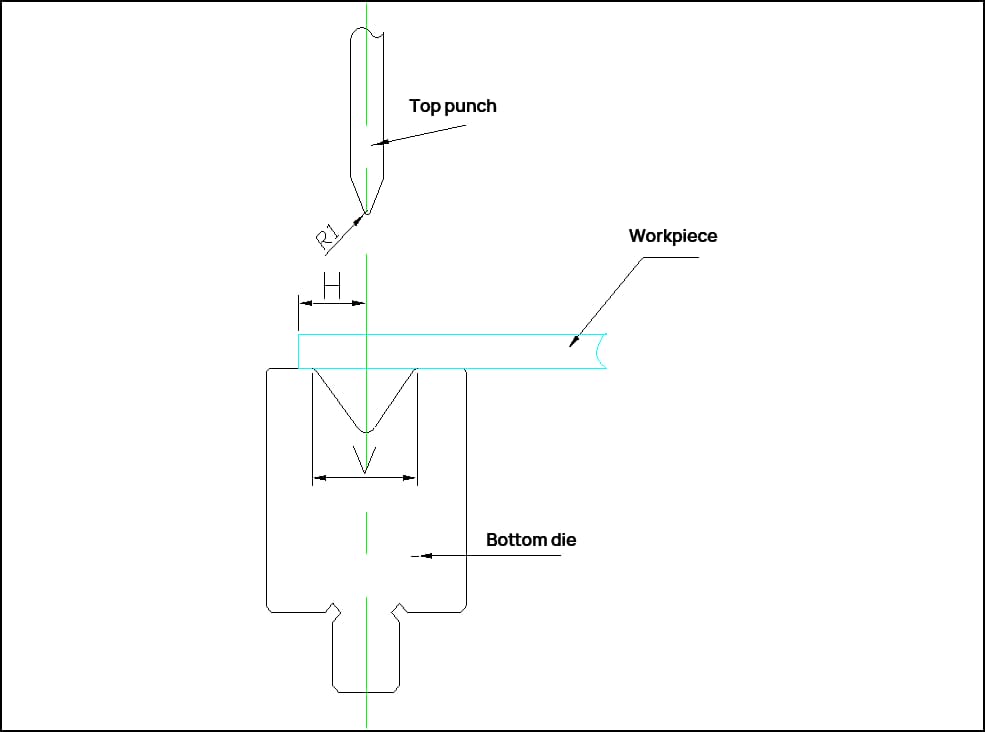
T: Espessura do material; V: Cunho inferior largura da ranhura; W: Largura inferior da matriz; α: Ângulo interno após a flexão; H: Distância mínima entre o centro de dobragem da matriz e o bordo do material; Z: Dimensão mínima da curva em Z.
Fórmula de desdobramento: L = A + B - K; (A, B: Dimensões exteriores da peça; K: Coeficiente de flexão do material);
Tamanho expandido do achatado chapa de aço: L = A + B - 0,45T;
Tamanho alargado dos passos pressionados: L = A + B - 0,3T;
Dimensão mínima da curva em forma de Z: Z = W/2 + 2T + 1;
Os coeficientes de dedução para chapa de aço laminada a frio, chapa revestida de alumínio-zinco, chapa de aço inoxidável, chapa electrolítica e chapa de alumínio são os mesmos;
De acordo com as actuais condições da matriz superior da empresa, o coeficiente de flexão da matriz superior R1 é adequado para chapa de aço laminada a frio, chapa revestida a alumínio-zinco e chapa de aço inoxidável; o coeficiente de flexão da matriz superior R2 é adequado para chapa de alumínio, chapa de cobre, chapa electrolítica, etc.
A tabela seguinte mostra o fator de dedução para cada incremento angular de 5 graus a partir de 90 graus: (180°-n°)÷90°×(fator de dedução a 90°).
O interior raio de curvatura é uniformemente definido como R0,2 e a distância entre fendas é definida como G0,2.
Não.
Ângulo /Espessura
0.8
1.0
1.2
1.5
2.0
2.5
3.0
4.0
5.0
1
0
3.00
3.60
4.00
5.00
7.00
8.40
10.00
14.00
20.00
2
5
2.92
3.50
3.89
4.86
6.81
8.17
9.72
13.61
19.44
3
10
2.83
3.40
3.78
4.72
6.61
7.93
9.44
13.22
18.89
4
15
2.75
3.30
3.67
4.58
6.42
7.70
9.17
12.83
18.33
5
20
2.67
3.20
3.56
4.44
6.22
7.47
8.89
12.44
17.78
6
25
2.58
3.10
3.44
4.31
6.03
7.23
8.61
12.06
17.22
7
30
2.50
3.00
3.33
4.17
5.83
7.00
8.33
11.67
16.67
8
35
2.42
2.90
3.22
4.03
5.64
6.77
8.06
11.28
16.11
9
40
2.33
2.80
3.11
3.89
5.44
6.53
7.78
10.89
15.56
10
45
2.25
2.70
3.00
3.75
5.25
6.30
7.50
10.50
15.00
11
50
2.17
2.60
2.89
3.61
5.06
6.07
7.22
10.11
14.44
12
55
2.08
2.50
2.78
3.47
4.86
5.83
6.94
9.72
13.89
13
60
2.00
2.40
2.67
3.33
4.67
5.60
6.67
9.33
13.33
14
65
1.92
2.30
2.56
3.19
4.47
5.37
6.39
8.94
12.78
15
70
1.83
2.20
2.44
3.06
4.28
5.13
6.11
8.56
12.22
16
75
1.75
2.10
2.33
2.92
4.08
4.90
5.83
8.17
11.67
17
80
1.67
2.00
2.22
2.78
3.89
4.67
5.56
7.78
11.11
18
85
1.58
1.90
2.11
2.64
3.69
4.43
5.28
7.39
10.56
19
90
1.50
1.80
2.00
2.50
3.50
4.20
5.00
7.00
10.00
20
95
1.42
1.70
1.89
2.36
3.31
3.97
4.72
6.61
9.44
21
100
1.33
1.60
1.78
2.22
3.11
3.73
4.44
6.22
8.89
22
105
1.25
1.50
1.67
2.08
2.92
3.50
4.17
5.83
8.33
23
110
1.17
1.40
1.56
1.94
2.72
3.27
3.89
5.44
7.78
24
115
1.08
1.30
1.44
1.81
2.53
3.03
3.61
5.06
7.22
25
120
1.00
1.20
1.33
1.67
2.33
2.80
3.33
4.67
6.67
26
125
0.92
1.10
1.22
1.53
2.14
2.57
3.06
4.28
6.11
27
130
0.83
1.00
1.11
1.39
1.94
2.33
2.78
3.89
5.56
28
135
0.75
0.90
1.00
1.25
1.75
2.10
2.50
3.50
5.00
29
140
0.67
0.80
0.89
1.11
1.56
1.87
2.22
3.11
4.44
30
145
0.58
0.70
0.78
0.97
1.36
1.63
1.94
2.72
3.89
31
150
0.50
0.60
0.67
0.83
1.17
1.40
1.67
2.33
3.33
32
155
0.42
0.50
0.56
0.69
0.97
1.17
1.39
1.94
2.78
33
160
0.33
0.40
0.44
0.56
0.78
0.93
1.11
1.56
2.22
34
165
0.25
0.30
0.33
0.42
0.58
0.70
0.83
1.17
1.67
35
170
0.17
0.20
0.22
0.28
0.39
0.47
0.56
0.78
1.11
36
175
0.08
0.10
0.11
0.14
0.19
0.23
0.28
0.39
0.56
37
180
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
(5) Mesa de dedução de curvatura de chapa 0°-180°
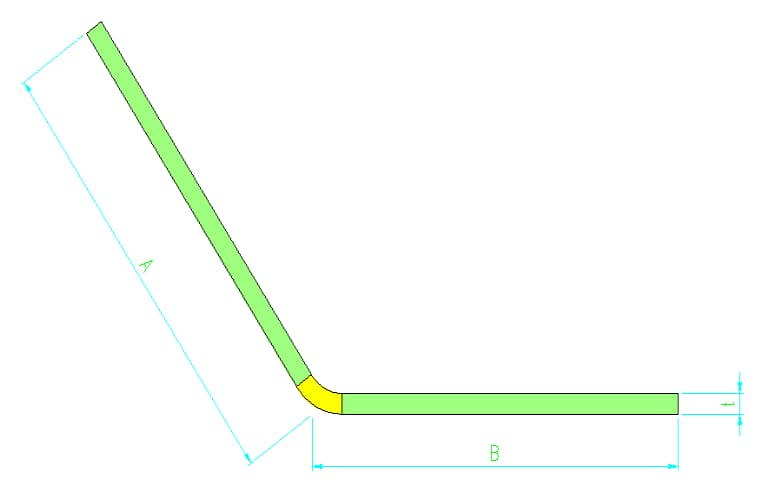
Cálculo do valor de dedução para a dimensão não dobrada de um bloco de peça de trabalho dobrado a) φ>90° b)≤90°
1) A tabela de dedução de dobragem é aplicável a processos de dobragem de chapas metálicas em que não é utilizada uma placa de prensagem e a largura da chapa é superior a três vezes a espessura (t). 2) Ao dobrar na máquina de dobragem, os cálculos podem ser efectuados de acordo com esta tabela. 3) De acordo com as dimensões indicadas no diagrama, a fórmula de cálculo para o tamanho desdobrado da peça de trabalho dobrada é a seguinte:
L=a+b-y
Onde:
L - Tamanho desdobrado da peça de trabalho dobrada;
a, b - Comprimentos indicados desde a aresta reta até ao vértice da peça dobrada no diagrama;
y - Valor de dedução de flexão da peça de trabalho dobrada (valor de correção para a parte R);
4) Devido aos inúmeros factores que influenciam a dobragem de chapas metálicas, esta tabela de valores de dedução de dobragem de chapas metálicas é fornecida apenas para referência.
A precisão dimensional das peças dobradas está relacionada com a precisão posicional do calibre traseiro da prensa dobradeira e com a precisão da folha máquina de corte de metal. A utilização de máquinas fiáveis para os processos de corte e dobragem pode resolver estes problemas.
Um fator crítico que afecta a precisão dimensional das peças de trabalho dobradas é a precisão do desenvolvimento do padrão plano da chapa metálica. Quando uma chapa plana é dobrada numa peça de trabalho com um ângulo específico, a medição das dimensões da peça de trabalho dobrada revela que estas não são iguais às dimensões da chapa plana, como mostra a ilustração.
Esta discrepância é conhecida como dedução de dobragem.
Se a dedução da dobragem for imprecisa, o tamanho do padrão plano será impreciso e, independentemente da precisão das operações subsequentes, a peça final não cumprirá a precisão dimensional exigida.
Esquema da dimensão da chapa metálica e da dimensão do padrão plano da peça de trabalho
A dedução da flexão é complexa e um método rudimentar consiste em utilizar simplesmente o dobro da espessura do material.
No entanto, esta abordagem é bastante rudimentar. Um método mais refinado consiste em aplicar a teoria do eixo neutro da norma DIN 6935, que consiste em calcular um fator "k" e combiná-lo com a espessura e o ângulo da chapa a dobrar.
Esta fórmula permite obter uma dedução de flexão mais exacta. No entanto, mesmo as deduções de flexão calculadas de acordo com a teoria do eixo neutro da norma DIN 6935 podem não ser suficientemente precisas, uma vez que as deduções efectivas também dependem das características do material, da espessura, da ângulo de flexãoe as ferramentas utilizadas.
Diferentes materiais, espessuras e métodos de cálculo produzem diferentes deduções de flexão, como mostra a tabela abaixo.
Tabela Valor de dedução para dimensões de flexão correspondentes a diferentes materiais, espessuras e métodos
Espessura da placa S/mm
Morrer
Material
-S × 2
DIN6935
Base de dados
1.5
V12/78
DC04
-3.00
-3.00
-2.90
1.5
V08/78
DC04
-3.00
-2.80
-2.70
1.5
V1278
X5CrNi1810
-3.00
-3.00
-3.10
4
V24/78
S235JRG2
-8.00
-7.60
-7.09
4
V30/78
S235JRG2
-8.00
-7.57
-7.26
4
V24/78
X5CrNi1810
-8.00
-8.01
-7.57
4
V30/78
X5CrNi1810
-8.00
-7.90
-8.01
6
V30/78
S235JRG2
-12.00
-11.20
-10.35
6
V4078
S235JRG2
-12.00
-11.60
-10.62
6
V30/78
X5CrNi1810
-12.00
-11.20
-10.89
6
V4078
X5CrNi1810
-12.00
-11.60
-11.60
Por exemplo, para uma placa S235JRG2 com 4 mm de espessura, utilizando um molde inferior V30, a dedução de flexão varia consoante o método: o dobro da espessura do material resulta em 8 mm, a fórmula DIN 6935 produz 7,57 mm e o valor empírico da base de dados dá 7,26 mm.
Existem discrepâncias entre os métodos, que se tornam ainda mais significativas quando as peças de trabalho requerem múltiplas curvas, levando a maiores desvios acumulados. Os valores empíricos da base de dados são derivados de testes práticos extensivos e são armazenados na base de dados, proporcionando a máxima precisão.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Alguma vez se perguntou como é que os designers de chapa metálica garantem a precisão dos seus projectos? Nesta publicação do blogue, vamos mergulhar no fascinante mundo do design de chapas metálicas e explorar...
Alguma vez se perguntou como é que as peças de chapa metálica são concebidas e fabricadas com precisão? Nesta publicação do blogue, vamos mergulhar no fascinante mundo da tolerância à curvatura - uma...
Já se interrogou sobre como calcular com precisão a força de flexão necessária para o fabrico de chapas metálicas? Nesta publicação perspicaz do blogue, vamos explorar os meandros do cálculo da força de flexão, desenho...
Já alguma vez se interrogou sobre a forma como os diferentes materiais afectam a dobragem de chapas metálicas? Neste artigo perspicaz, um engenheiro mecânico experiente partilha os seus conhecimentos sobre o impacto dos tipos de materiais, espessura e...
Alguma vez se debateu com o cálculo da margem de curvatura correcta para os seus projectos de chapa metálica? Nesta publicação do blogue, vamos mergulhar no mundo das tolerâncias de dobragem e explorar como...
Alguma vez se perguntou como calcular com precisão a tolerância à flexão para os seus projectos de fabrico de metal? Nesta publicação do blogue, vamos explorar o fascinante mundo das fórmulas de dobragem e...
Já se perguntou porque é que os seus projectos de chapa metálica nem sempre se encaixam perfeitamente? A chave está na compreensão da tolerância de dobragem. Este conceito garante uma dobragem precisa e reduz o desperdício de material. Neste...
Já alguma vez se perguntou como é que uma simples folha de metal se transforma num objeto complexo e tridimensional? A dobragem por prensa dobradeira, um processo crucial no fabrico de metal, é a chave para esta...
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...