Uma peça de trabalho estreita e comprida é caracterizada pela sua grande relação comprimento/largura e é posicionada utilizando a sua aresta curta durante a dobragem.
O problema comum das peças de trabalho estarem fora de tolerância é frequentemente causado pelo tamanho limitado do contacto entre a borda de posicionamento da peça de trabalho e o posicionamento do encosto da máquina de prensagem.
Esta publicação apresenta uma estrutura de ferramentas concebida para otimizar a dobragem e o posicionamento de peças estreitas e compridas, respondendo eficazmente aos desafios do posicionamento difícil e da baixa precisão.
Com os avanços na tecnologia de deformação de chapas metálicas, o travão de prensa CNC tornou-se um equipamento de produção crucial para o processamento de deformação a frio de chapas metálicas, amplamente utilizado na indústria de processamento de chapas metálicas.
Para maior segurança e comodidade, a maioria dos travões de prensa utilizam atualmente os dedos do batente traseiro como dispositivo de posicionamento. Após uma programação simples, a articulação do batente traseiro, a ação única e outras funções podem ser alcançadas, satisfazendo os requisitos de processamento para peças de dobragem de várias formas.
No entanto, o posicionamento do batente traseiro utilizado nas prensas dobradeiras CNC também tem as suas limitações. Quando a largura da borda de posicionamento da peça a ser processada é muito estreita (como no caso de uma peça estreita e longa), o tamanho limitado do contacto entre a peça e o dedo do batente traseiro leva a problemas como tamanho de posicionamento impreciso, posição de flexão deslocada e conceção de dobragem resultando em produtos de baixa qualidade, retrabalho e reparação frequentes e desperdício significativo de materiais, energia e mão de obra.
Mecanismo de deformação por flexão
Na produção, é frequentemente necessário dobrar uma peça de trabalho (chapa de aço) num ângulo específico, em que a raio de curvatura na posição de flexão é pequena.
Este processo é conhecido como dobragem.
A dobragem é o processo de utilização de um punção e de uma matriz para aplicar uma força externa ao chapa metálica, moldando-o num ângulo ou forma específicos.
A deformação por flexão da peça de trabalho divide-se em várias fases.
Inicialmente, o material está num estado de flexão livre.
À medida que o punção superior é pressionado para baixo, o material aproxima-se gradualmente da superfície da matriz inferior.
Depois, à medida que o punção continua a pressionar para baixo, a área de flexão do material torna-se mais pequena até entrar em contacto com o punção em três pontos.
Quando o punção atinge o ponto mais baixo do seu curso, o material está completamente em contacto com o punção.
Durante a flexão livre, as fibras interiores do material encurtam devido à compressão longitudinal e as fibras exteriores alongam devido à tensão longitudinal, resultando num encurtamento transversal devido ao volume constante durante a deformação plástica.
Por conseguinte, para peças de trabalho com uma largura estreita, a secção transversal terá um ligeiro aspeto em forma de leque após a dobragem.
Para peças de chapa larga, a secção transversal de flexão não apresenta qualquer deformação percetível.
Posicionamento da dobra
Posicionamento básico da prensa dobradeira
O CNC travão de prensa utiliza normalmente dedos de paragem para o posicionamento da peça de trabalho.
O princípio básico é que, antes do processamento da dobragem, é preparado um programa de dobragem e a forma da peça de trabalho é introduzida no controlador da máquina. De seguida, a máquina calcula a posição da linha de quinagem da peça de trabalho e a Sistema CNC controla o servo motor para deslocar os dois batentes traseiros para a posição de posicionamento de dobragem necessária através do parafuso de avanço de alta precisão.
O operador só precisa de alinhar a borda de posicionamento da peça de trabalho com o dedo de paragem da prensa dobradeira para completar o processo de posicionamento.
Neste ponto, a linha central da matriz inferior da prensa dobradeira representa a posição da peça de trabalho. linha de dobragem.
O estado de posicionamento da peça de trabalho é ilustrado na Figura 1.
Fig. 1 Posicionamento da peça de trabalho
Limitações do dispositivo de posicionamento da prensa dobradeira
Durante o processo de produção, descobriu-se que a utilização do posicionamento típico do batente traseiro utilizado pela máquina de dobragem atual pode resultar em dificuldades de alinhamento da peça de trabalho com o batente traseiro, se o tamanho da aresta de posicionamento entre a peça de trabalho e o batente traseiro for demasiado curto.
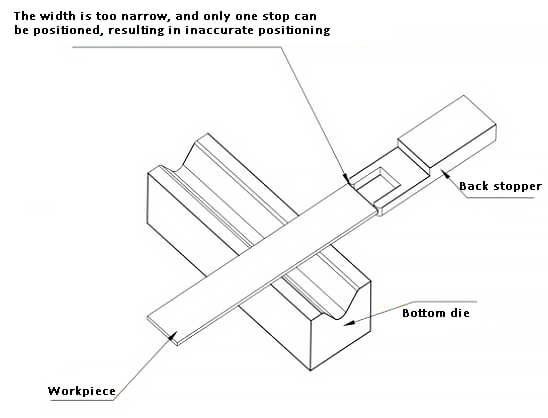
Tal como ilustrado na Figura 2, um pequeno desvio esquerda-direita da peça de trabalho pode causar um posicionamento incorreto, resultando quer na raspagem da peça de trabalho com tolerância excessiva, quer num tamanho de aresta irregular durante a dobragem.
Fig. 2 Posicionamento de peças estreitas e compridas
Os operadores são obrigados a alinhar repetidamente a peça de trabalho para obter o efeito de conformação primária desejado, no entanto, isto conduz frequentemente a resultados inferiores e tem um impacto negativo significativo tanto na eficiência da produção como na qualidade do produto.
Otimização do posicionamento na maquinagem de peças estreitas e longas
Estrutura do dispositivo de otimização do posicionamento
Tendo em conta as limitações do dispositivo de posicionamento da prensa dobradeira CNC, foi concebido um novo dispositivo de otimização do posicionamento, representado na figura 3.
Fig. 3 Dispositivo de otimização do posicionamento
A placa traseira é utilizada para fechar o lado da matriz inferior da máquina de dobragem. O bloco de bloqueio móvel é utilizado em conjunto para bloquear de forma segura o dispositivo no molde inferior da máquina de dobragem. A placa frontal serve de local para a instalação do parafuso, e o parafuso de bloqueio fixa o bloco de bloqueio móvel no molde inferior. A placa superior de posicionamento é utilizada com o objetivo de posicionar a peça de trabalho.
Utilização de um dispositivo de otimização do posicionamento
Para utilizar o dispositivo de otimização do posicionamento acima referido, é necessário, em primeiro lugar, alinhá-lo e fixá-lo na matriz inferior da máquina de dobragem e verificar o seu estado com um esquadro.
Ao posicionar a peça de trabalho, a extremidade da peça de trabalho deve ser posicionada perto do batente traseiro da máquina de dobragem, enquanto a parte lateral da peça de trabalho deve ser posicionada utilizando o dispositivo de otimização do posicionamento, resultando num posicionamento preciso e estável da peça de trabalho, como ilustrado na Figura 4.
Fig. 4 Correspondência entre o material de retenção da retaguarda e o dispositivo auxiliar de posicionamento
Efeito de aplicação do dispositivo auxiliar de posicionamento
(1) Melhoria da eficiência da produção:
Antes da utilização deste dispositivo, as peças de trabalho estreitas e compridas necessitavam frequentemente de medições repetidas para garantir um posicionamento exato, o que conduzia a grandes erros. No entanto, com a utilização deste dispositivo, o operador pode localizar facilmente a peça a ser processada, melhorando significativamente a eficiência da produção e reduzindo o tempo de produção e processamento de uma única peça em mais de metade.
(2) Melhoria da qualidade dos produtos:
Antes da implementação desta ferramenta, a taxa de defeitos de peças estreitas e compridas permanecia elevada, e prevaleciam problemas como o refugo por excesso de tolerância e o tamanho irregular da aresta de dobragem. No entanto, com a utilização do dispositivo de otimização, estes problemas causados pelo posicionamento incorreto durante a dobragem deixaram de ocorrer, conduzindo a uma melhoria significativa da qualidade do produto.