Como calcular o raio de curvatura da chapa metálica?
Atenção a todos os fabricantes e projectistas de chapas metálicas! Tem dificuldade em determinar o raio de curvatura ideal para os seus projectos? Não procure mais! Nesta publicação do blogue, iremos analisar os factores que influenciam o raio de curvatura e fornecer orientações práticas para o ajudar a obter curvas precisas e consistentes. Com base na experiência de profissionais experientes, obterá conhecimentos e técnicas valiosos para melhorar as suas competências de fabrico de chapas metálicas. Prepare-se para dobrar com confiança!
Como calcular o raio de curvatura de uma chapa metálica?
O raio de curvatura da chapa é um valor crítico no desenho de chapas metálicas que pode ser difícil de determinar durante o processamento efetivo.
Este raio depende da espessura do material, da pressão da máquina de prensagem e da largura da matriz de dobragem matriz inferior sulco.
Um método simples e aproximado para determinar o raio de curvatura é:
Se a espessura da placa for inferior a 6 mm, o raio de curvatura pode ser igual à espessura da placa.
Se a espessura da placa estiver entre 6 mm e 12 mm, o raio de curvatura é normalmente 1,25 a 1,5 vezes a espessura da placa.
Se a espessura da placa for maior ou igual a 12 mm, o raio de curvatura é normalmente 2 a 3 vezes a espessura da placa.
Experiência na prática chapa metálica O processamento mostra que quando a espessura da placa não é geralmente superior a 6mm, o raio interior da dobragem da chapa metálica pode utilizar diretamente a espessura da placa como raio.
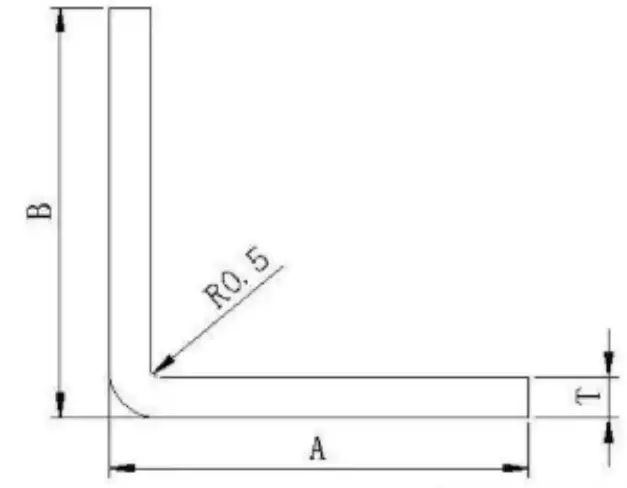
Quando o raio de curvatura é r = 0,5, a espessura geral da chapa metálica t é igual a 0,5 mm.
Se for necessário um raio de curvatura diferente da espessura da placa, deve ser utilizada uma matriz especial para o processamento.
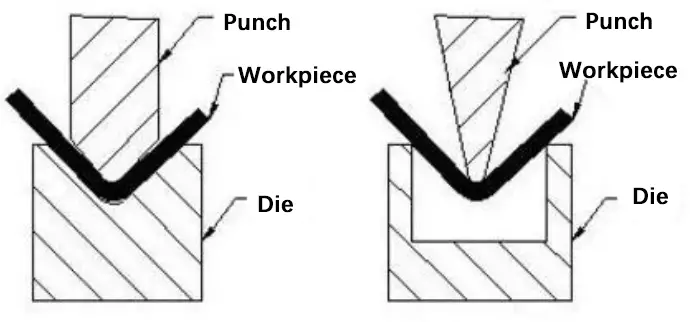
Quando o desenho de chapa metálica requer uma curvatura de 90 graus com um raio de curvatura particularmente pequeno, a chapa metálica deve ser primeiro ranhurada e depois dobrada.
Especial travão de prensa podem também ser utilizadas ferramentas, tais como punções e matrizes.
A relação entre o raio de curvatura da chapa metálica e a largura da ranhura inferior da matriz do matriz de dobragem foi estabelecida através de numerosas experiências no processamento de chapas metálicas.
Por exemplo, quando uma placa de 1,0 mm é dobrada com uma largura de ranhura de 8 mm, o raio de curvatura ideal é R1.
Se a largura da ranhura for aumentada para 20 mm, a profundidade da placa esticada aumenta, resultando numa maior área de tração e num maior ângulo R.
Para evitar danificar o travão de prensa e para manter o raio de curvatura desejado, recomenda-se a curvatura com uma ranhura estreita, seguindo a relação padrão de 1:8 entre a espessura da placa e a largura da ranhura.
O rácio mínimo recomendado é de 1:6 e não se recomenda a dobragem com um rácio inferior a 1:4.
Sugestão: Se a resistência o permitir, é preferível fazer primeiro a ranhura e depois a dobragem, de modo a obter uma pequena dobragem de chapa raio.
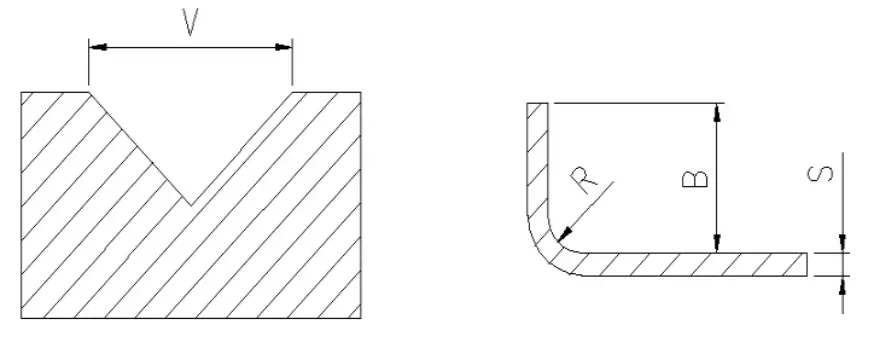
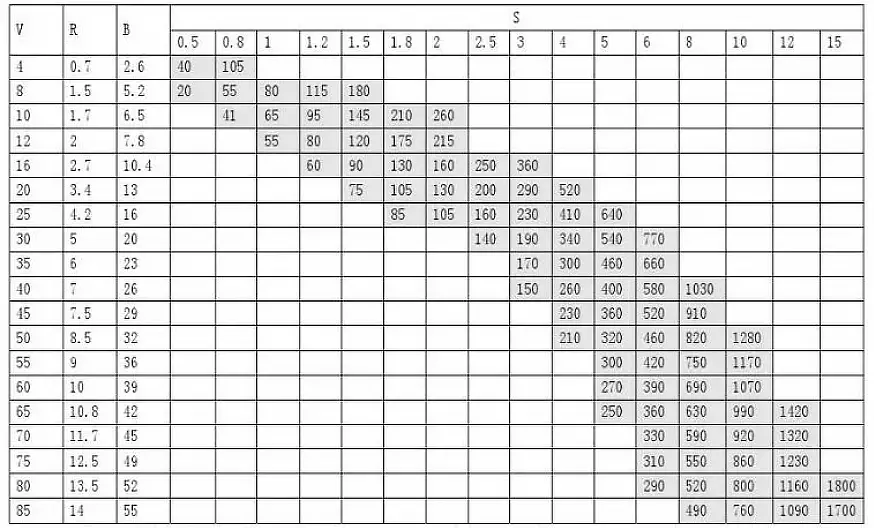
A figura seguinte é um quadro fornecido pelo fabricante de prensas de travagemque mostra a relação correspondente entre o raio de curvatura, a pressão e a altura mínima de curvatura.
V - largura do entalhe da dobra
R - raio de curvatura
B - altura mínima de flexão
S - espessura da folha
Nota: Os dados a cinzento no quadro representam a pressão de flexão necessária P (KN/m) e a pressão de flexão máxima força de flexão da máquina de prensa dobradeira é 1700KN. Existem cinco bordos de faca de dobragem disponíveis: V = 12, 16, 25, 40 e 50.
Consulte o gume da sua faca disponível e comprimento de flexão para determinar o raio de curvatura, que o ajudará a calcular o comprimento exato do material a ser desdobrado.
As informações acima referem-se aos parâmetros de pressão e à largura da matriz de dobragem de uma única prensa dobradeira.
Os cálculos efectivos devem basear-se na pressão e na matriz de flexão da sua própria processamento de chapas metálicas instalações.
Gráfico do raio de curvatura para aço macio, aço inoxidável e alumínio
Ao considerar conceção de chapas metálicasPor isso, é importante compreender como é que o raio de curvatura afecta a sua escolha de materiais. Nesta secção, abordaremos algumas opções de materiais populares, como o aço macio, o aço inoxidável e o ligas de alumínio.
(1) Gráfico do raio de curvatura para aço macio
O aço macio é um material versátil para o fabrico de chapas metálicas devido à sua maleabilidade e rentabilidade. Ao dobrar aço de baixo carbono, o objetivo deve ser um raio de curvatura mínimo igual ou superior à espessura da chapa. Algumas espessuras comuns e os respectivos raios de curvatura mínimos incluem:
Espessura
Curvatura mínima
Raio de curvatura
(0,02″ | 0,51mm )
0,75″ | 19,05mm
0,605″ | 15,37mm
(0,02″ | 0,51mm )
0,2″ | 5,08mm
0,05″ | 1,27mm
(0,03″ | 0,76mm )
0,2″ | 5,08mm
0,05″ | 1,27mm
(0,25″ | 6,35mm )
1.375″ | 34.92mm
0,17″ | 4,32mm
(0,25″ | 6,35mm )
1.375″ | 34.92mm
0,25″ | 6,35mm
(0,25″ | 6,35mm )
1,5″ | 38,10mm
0,35″ | 8,89mm
(0,25″ | 6,35mm )
1,5″ | 38,10mm
0,25″ | 6,35mm
Calibre 11 (0,12″ | 3,05mm )
1.375″ | 34.92mm
0,375″ | 9,52mm
Calibre 11 (0,12″ | 3,05mm )
0,75″ | 19,05mm
0,16″ | 4,06mm
Calibre 11 (0,12″ | 3,05mm )
0,5″ | 12,70mm
0,115″ | 2,92mm
Calibre 11 (0,12″ | 3,05mm )
0,5″ | 12,70mm
0,085″ | 2,16mm
Calibre 11 (0,12″ | 3,05mm )
0,5″ | 12,70mm
0,06″ | 1,52mm
Calibre 11 (0,12″ | 3,05mm )
0,5″ | 12,70mm
0,06″ | 1,52mm
Calibre 11 (0,12″ | 3,05mm )
0,5″ | 12,70mm
0,045″ | 1,14mm
Calibre 12 (0,105″ | 2,67mm )
0,5″ | 12,70mm
0,085″ | 2,16mm
Calibre 12 (0,105″ | 2,67mm )
0,5″ | 12,70mm
0,07″ | 1,78mm
Calibre 12 (0,105″ | 2,67mm )
0,5″ | 12,70mm
0,065″ | 1,65mm
Calibre 12 (0,105″ | 2,67mm )
0,5″ | 12,70mm
0,05″ | 1,27mm
Calibre 13 (0,09″ | 2,29mm )
0,375″ | 9,52mm
0,045″ | 1,14mm
Calibre 13 (0,09″ | 2,29mm )
0,375″ | 9,52mm
0,04″ | 1,02mm
Calibre 13 (0,09″ | 2,29mm )
1.375″ | 34.92mm
0,28″ | 7,11mm
Calibre 13 (0,09″ | 2,29mm )
0,375″ | 9,52mm
0,055″ | 1,40mm
Calibre 13 (0,09″ | 2,29mm )
0,5″ | 12,70mm
0,065″ | 1,65mm
Calibre 13 (0,09″ | 2,29mm )
0,5″ | 12,70mm
0,08″ | 2,03mm
Calibre 13 (0,09″ | 2,29mm )
0,5″ | 12,70mm
0,075″ | 1,90mm
Calibre 13 (0,09″ | 2,29mm )
0,375″ | 9,52mm
0,06″ | 1,52mm
Calibre 13 (0,09″ | 2,29mm )
0,375″ | 9,52mm
0,05″ | 1,27mm
Calibre 13 (0,09″ | 2,29mm )
1.375″ | 34.92mm
0,375″ | 9,52mm
Calibre 13 (0,09″ | 2,29mm )
0,5″ | 12,70mm
0,08″ | 2,03mm
Calibre 13 (0,09″ | 2,29mm )
0,5″ | 12,70mm
0,06″ | 1,52mm
Calibre 14 (0,075″ | 1,90mm )
0,375″ | 9,52mm
0,04″ | 1,02mm
Calibre 14 (0,075″ | 1,90mm )
0,3″ | 7,62mm
0,062″ | 1,57mm
Calibre 14 (0,075″ | 1,90mm )
1.375″ | 34.92mm
0,375″ | 9,52mm
Calibre 14 (0,075″ | 1,90mm )
0,275″ | 6,98mm
0,062″ | 1,57mm
Calibre 14 (0,075″ | 1,90mm )
0,3″ | 7,62mm
0,04″ | 1,02mm
Calibre 14 (0,075″ | 1,90mm )
0,3″ | 7,62mm
0,06″ | 1,52mm
Calibre 14 (0,075″ | 1,90mm )
0,5″ | 12,70mm
0,08″ | 2,03mm
Calibre 14 (0,075″ | 1,90mm )
0,375″ | 9,52mm
0,06″ | 1,52mm
Calibre 14 (0,075″ | 1,90mm )
0,3″ | 7,62mm
0,045″ | 1,14mm
Calibre 14 (0,075″ | 1,90mm )
0,3″ | 7,62mm
0,055″ | 1,40mm
Calibre 14 (0,075″ | 1,90mm )
0,5″ | 12,70mm
0,1″ | 2,54mm
Calibre 14 (0,075″ | 1,90mm )
0,5″ | 12,70mm
0,125″ | 3,18mm
Calibre 16 (0,06″ | 1,52mm )
0,2″ | 5,08mm
0,045″ | 1,14mm
Calibre 16 (0,06″ | 1,52mm )
0,3″ | 7,62mm
0,06″ | 1,52mm
Calibre 16 (0,06″ | 1,52mm )
1,5″ | 38,10mm
0,995″ | 25,27mm
Calibre 16 (0,06″ | 1,52mm )
0,375″ | 9,52mm
0,075″ | 1,90mm
Calibre 16 (0,06″ | 1,52mm )
0,2″ | 5,08mm
0,04″ | 1,02mm
Calibre 16 (0,06″ | 1,52mm )
0,265″ | 6,73mm
0,05″ | 1,27mm
Calibre 16 (0,06″ | 1,52mm )
0,5″ | 12,70mm
0,24″ | 6,10mm
Calibre 16 (0,06″ | 1,52mm )
0,265″ | 6,73mm
0,055″ | 1,40mm
Calibre 16 (0,06″ | 1,52mm )
0,265″ | 6,73mm
0,062″ | 1,57mm
Calibre 16 (0,06″ | 1,52mm )
0,375″ | 9,52mm
0,065″ | 1,65mm
Calibre 16 (0,06″ | 1,52mm )
0,5″ | 12,70mm
0,08″ | 2,03mm
Calibre 16 (0,06″ | 1,52mm )
0,3″ | 7,62mm
0,055″ | 1,40mm
Calibre 16 (0,06″ | 1,52mm )
0,5″ | 12,70mm
0,125″ | 3,18mm
Calibre 16 (0,06″ | 1,52mm )
1,5″ | 38,10mm
0,985″ | 25,02mm
Calibre 16 (0,06″ | 1,52mm )
0,55″ | 13,97mm
0,03″ | 0,76mm
Calibre 16 (0,06″ | 1,52mm )
0,3″ | 7,62mm
0,062″ | 1,57mm
Calibre 16 (0,06″ | 1,52mm )
1.375″ | 34.92mm
0,375″ | 9,52mm
Calibre 18 (0,048″ | 1,22mm )
0,3″ | 7,62mm
0,06″ | 1,52mm
Calibre 18 (0,048″ | 1,22mm )
0,265″ | 6,73mm
0,05″ | 1,27mm
Calibre 18 (0,048″ | 1,22mm )
0,2″ | 5,08mm
0,03″ | 0,76mm
Calibre 18 (0,048″ | 1,22mm )
0,375″ | 9,52mm
0,05″ | 1,27mm
Calibre 18 (0,048″ | 1,22mm )
0,265″ | 6,73mm
0,065″ | 1,65mm
Calibre 18 (0,048″ | 1,22mm )
0,2″ | 5,08mm
0,04″ | 1,02mm
Calibre 18 (0,048″ | 1,22mm )
1,5″ | 38,10mm
1.1″ | 27.94mm
Calibre 18 (0,048″ | 1,22mm )
0,375″ | 9,52mm
0,125″ | 3,18mm
Calibre 18 (0,048″ | 1,22mm )
0,55″ | 13,97mm
0,03″ | 0,76mm
Calibre 18 (0,048″ | 1,22mm )
0,265″ | 6,73mm
0,062″ | 1,57mm
Calibre 18 (0,048″ | 1,22mm )
0,2″ | 5,08mm
0,045″ | 1,14mm
Calibre 18 (0,048″ | 1,22mm )
0,5″ | 12,70mm
0,12″ | 3,05mm
Calibre 18 (0,048″ | 1,22mm )
0,3″ | 7,62mm
0,04″ | 1,02mm
Calibre 18 (0,048″ | 1,22mm )
1.375″ | 34.92mm
0,375″ | 9,52mm
Calibre 18 (0,048″ | 1,22mm )
0,5″ | 12,70mm
0,105″ | 2,67mm
Calibre 20 (0,036″ | 0,91mm )
0,5″ | 12,70mm
0,11″ | 2,79mm
Calibre 20 (0,036″ | 0,91mm )
0,265″ | 6,73mm
0,055″ | 1,40mm
Calibre 20 (0,036″ | 0,91mm )
0,2″ | 5,08mm
0,05″ | 1,27mm
Calibre 20 (0,036″ | 0,91mm )
0,2″ | 5,08mm
0,04″ | 1,02mm
Calibre 20 (0,036″ | 0,91mm )
0,2″ | 5,08mm
0,035″ | 0,89mm
Calibre 20 (0,036″ | 0,91mm )
0,375″ | 9,52mm
0,07″ | 1,78mm
Calibre 20 (0,036″ | 0,91mm )
0,55″ | 13,97mm
0,03″ | 0,76mm
Calibre 20 (0,036″ | 0,91mm )
0,265″ | 6,73mm
0,065″ | 1,65mm
Calibre 20 (0,036″ | 0,91mm )
1.375″ | 34.92mm
0,375″ | 9,52mm
Calibre 22 (0,03″ | 0,76mm )
0,5″ | 12,70mm
0,09″ | 2,29mm
Calibre 22 (0,03″ | 0,76mm )
0,2″ | 5,08mm
0,05″ | 1,27mm
Calibre 22 (0,03″ | 0,76mm )
0,2″ | 5,08mm
0,04″ | 1,02mm
Calibre 22 (0,03″ | 0,76mm )
0,265″ | 6,73mm
0,055″ | 1,40mm
Calibre 22 (0,03″ | 0,76mm )
0,265″ | 6,73mm
0,065″ | 1,65mm
Calibre 22 (0,03″ | 0,76mm )
0″ | 0.00mm
0,025″ | 0,64mm
Calibre 22 (0,03″ | 0,76mm )
0,265″ | 6,73mm
0,07″ | 1,78mm
Calibre 22 (0,03″ | 0,76mm )
0,375″ | 9,52mm
0,085″ | 2,16mm
Tenha em atenção que as dobras mais apertadas podem provocar fissuras ou distorções no material. As chapas mais grossas também podem exigir mais força durante o processo de processo de dobragem.
(2) Gráfico do raio de curvatura para aço inoxidável
O aço inoxidável é conhecido pela sua resistência à corrosão e durabilidade. Para a maioria dos tipos de aço inoxidávelSe a chapa de aço inoxidável for de baixo carbono, será necessário um raio de curvatura maior do que o do aço de baixo carbono. A relação entre o raio de curvatura e a espessura da chapa varia normalmente entre 1:1 e 2:1, dependendo de factores como o tipo, a dureza e a espessura do aço inoxidável. Algumas directrizes para os raios de curvatura mínimos incluem:
Espessura
Curvatura mínima
Raio de curvatura
(0,12″ | 3,05mm )
0,75″ | 19,05mm
0,22″ | 5,59mm
(0,12″ | 3,05mm )
1,5″ | 38,10mm
1,05″ | 26,67mm
(0,12″ | 3,05mm )
0,75″ | 19,05mm
0,2″ | 5,08mm
(0,125″ | 3,18mm )
0,5″ | 12,70mm
0,09″ | 2,29mm
(0,125″ | 3,18mm )
0,5″ | 12,70mm
0,08″ | 2,03mm
(0,125″ | 3,18mm )
0,5″ | 12,70mm
0,125″ | 3,18mm
(0,125″ | 3,18mm )
0,5″ | 12,70mm
0,1″ | 2,54mm
Calibre 12 (0,109″ | 2,77mm )
0,5″ | 12,70mm
0,06″ | 1,52mm
Calibre 12 (0,109″ | 2,77mm )
0,5″ | 12,70mm
0,095″ | 2,41mm
Calibre 12 (0,109″ | 2,77mm )
0,75″ | 19,05mm
0,18″ | 4,57mm
Calibre 12 (0,109″ | 2,77mm )
0,5″ | 12,70mm
0,095″ | 2,41mm
Calibre 12 (0,109″ | 2,77mm )
0,75″ | 19,05mm
0,22″ | 5,59mm
Calibre 14 (0,078″ | 1,98mm )
0,275″ | 6,98mm
0,062″ | 1,57mm
Calibre 14 (0,078″ | 1,98mm )
1.375″ | 34.92mm
0,4″ | 10,16mm
Calibre 14 (0,078″ | 1,98mm )
0,3″ | 7,62mm
0,05″ | 1,27mm
Calibre 14 (0,078″ | 1,98mm )
0,275″ | 6,98mm
0,075″ | 1,90mm
Calibre 14 (0,078″ | 1,98mm )
0,375″ | 9,52mm
0,07″ | 1,78mm
Calibre 14 (0,078″ | 1,98mm )
0,5″ | 12,70mm
0,11″ | 2,79mm
Calibre 14 (0,078″ | 1,98mm )
0,5″ | 12,70mm
0,12″ | 3,05mm
Calibre 14 (0,078″ | 1,98mm )
0,5″ | 12,70mm
0,13″ | 3,30mm
Calibre 14 (0,078″ | 1,98mm )
0,5″ | 12,70mm
0,09″ | 2,29mm
Calibre 14 (0,078″ | 1,98mm )
0,275″ | 6,98mm
0,05″ | 1,27mm
Calibre 14 (0,078″ | 1,98mm )
0,5″ | 12,70mm
0,115″ | 2,92mm
Calibre 14 (0,078″ | 1,98mm )
0,75″ | 19,05mm
0,26″ | 6,60mm
Calibre 14 (0,078″ | 1,98mm )
0,375″ | 9,52mm
0,105″ | 2,67mm
Calibre 14 (0,078″ | 1,98mm )
1,5″ | 38,10mm
1.125″ | 28.58mm
Calibre 14 (0,078″ | 1,98mm )
0,3″ | 7,62mm
0,055″ | 1,40mm
Calibre 16 (0,063″ | 1,60mm )
0,5″ | 12,70mm
0,25″ | 6,35mm
Calibre 16 (0,063″ | 1,60mm )
0,5″ | 12,70mm
0,04″ | 1,02mm
Calibre 16 (0,063″ | 1,60mm )
0,2″ | 5,08mm
0,04″ | 1,02mm
Calibre 16 (0,063″ | 1,60mm )
0,3″ | 7,62mm
0,05″ | 1,27mm
Calibre 16 (0,063″ | 1,60mm )
0,5″ | 12,70mm
0,12″ | 3,05mm
Calibre 16 (0,063″ | 1,60mm )
0,3″ | 7,62mm
0,055″ | 1,40mm
Calibre 16 (0,063″ | 1,60mm )
0,3″ | 7,62mm
0,08″ | 2,03mm
Calibre 16 (0,063″ | 1,60mm )
0,265″ | 6,73mm
0,055″ | 1,40mm
Calibre 16 (0,063″ | 1,60mm )
0,375″ | 9,52mm
0,07″ | 1,78mm
Calibre 16 (0,063″ | 1,60mm )
0,2″ | 5,08mm
0,05″ | 1,27mm
Calibre 16 (0,063″ | 1,60mm )
0,265″ | 6,73mm
0,075″ | 1,90mm
Calibre 16 (0,063″ | 1,60mm )
0,2″ | 5,08mm
0,05″ | 1,27mm
Calibre 16 (0,063″ | 1,60mm )
0,265″ | 6,73mm
0,08″ | 2,03mm
Calibre 16 (0,063″ | 1,60mm )
0,5″ | 12,70mm
0,1″ | 2,54mm
Calibre 16 (0,063″ | 1,60mm )
0,2″ | 5,08mm
0,035″ | 0,89mm
Calibre 16 (0,063″ | 1,60mm )
0,5″ | 12,70mm
0,105″ | 2,67mm
Calibre 18 (0,05″ | 1,27mm )
0,2″ | 5,08mm
0,05″ | 1,27mm
Calibre 18 (0,05″ | 1,27mm )
0,5″ | 12,70mm
0,04″ | 1,02mm
Calibre 18 (0,05″ | 1,27mm )
0,5″ | 12,70mm
0,12″ | 3,05mm
Calibre 18 (0,05″ | 1,27mm )
0,5″ | 12,70mm
0,115″ | 2,92mm
Calibre 18 (0,05″ | 1,27mm )
0,3″ | 7,62mm
0,07″ | 1,78mm
Calibre 18 (0,05″ | 1,27mm )
0,375″ | 9,52mm
0,1″ | 2,54mm
Calibre 18 (0,05″ | 1,27mm )
0,3″ | 7,62mm
0,06″ | 1,52mm
Calibre 18 (0,05″ | 1,27mm )
0,2″ | 5,08mm
0,045″ | 1,14mm
Calibre 18 (0,05″ | 1,27mm )
0,265″ | 6,73mm
0,08″ | 2,03mm
Calibre 18 (0,05″ | 1,27mm )
0,5″ | 12,70mm
0,12″ | 3,05mm
Calibre 18 (0,05″ | 1,27mm )
0,375″ | 9,52mm
0,125″ | 3,18mm
Calibre 18 (0,05″ | 1,27mm )
0,5″ | 12,70mm
0,24″ | 6,10mm
Calibre 18 (0,05″ | 1,27mm )
0,265″ | 6,73mm
0,085″ | 2,16mm
Calibre 18 (0,05″ | 1,27mm )
1.375″ | 34.92mm
0,4″ | 10,16mm
Calibre 18 (0,05″ | 1,27mm )
0,2″ | 5,08mm
0,04″ | 1,02mm
Calibre 18 (0,05″ | 1,27mm )
0,265″ | 6,73mm
0,06″ | 1,52mm
Calibre 18 (0,05″ | 1,27mm )
0,375″ | 9,52mm
0,09″ | 2,29mm
Calibre 18 (0,05″ | 1,27mm )
0,3″ | 7,62mm
0,08″ | 2,03mm
Calibre 20 (0,038″ | 0,97mm )
0,3″ | 7,62mm
0,06″ | 1,52mm
Calibre 20 (0,038″ | 0,97mm )
0,5″ | 12,70mm
0,125″ | 3,18mm
Calibre 20 (0,038″ | 0,97mm )
0,5″ | 12,70mm
0,11″ | 2,79mm
Calibre 20 (0,038″ | 0,97mm )
0,5″ | 12,70mm
0,1″ | 2,54mm
Calibre 20 (0,038″ | 0,97mm )
0,375″ | 9,52mm
0,095″ | 2,41mm
Calibre 20 (0,038″ | 0,97mm )
0,2″ | 5,08mm
0,05″ | 1,27mm
Calibre 20 (0,038″ | 0,97mm )
0,3″ | 7,62mm
0,07″ | 1,78mm
Calibre 20 (0,038″ | 0,97mm )
0,265″ | 6,73mm
0,07″ | 1,78mm
Calibre 20 (0,038″ | 0,97mm )
0,5″ | 12,70mm
0,4″ | 10,16mm
Calibre 22 (0,031″ | 0,79mm )
0,55″ | 13,97mm
0,03″ | 0,76mm
Calibre 22 (0,031″ | 0,79mm )
0,265″ | 6,73mm
0,08″ | 2,03mm
Calibre 22 (0,031″ | 0,79mm )
0,375″ | 9,52mm
0,08″ | 2,03mm
Calibre 22 (0,031″ | 0,79mm )
0,3″ | 7,62mm
0,08″ | 2,03mm
Calibre 22 (0,031″ | 0,79mm )
0,5″ | 12,70mm
0,09″ | 2,29mm
Calibre 22 (0,031″ | 0,79mm )
0,3″ | 7,62mm
0,075″ | 1,90mm
Calibre 22 (0,031″ | 0,79mm )
0,2″ | 5,08mm
0,04″ | 1,02mm
Calibre 22 (0,031″ | 0,79mm )
0,2″ | 5,08mm
0,05″ | 1,27mm
Calibre 24 (0,024″ | 0,61mm )
0,2″ | 5,08mm
0,04″ | 1,02mm
Calibre 24 (0,024″ | 0,61mm )
0,265″ | 6,73mm
0,08″ | 2,03mm
Calibre 24 (0,025″ | 0,64mm )
0,5″ | 12,70mm
0,1″ | 2,54mm
Não se esqueça de ter em conta o grau e as propriedades do aço inoxidável escolhido ao determinar o raio de curvatura adequado para a sua aplicação.
(3) Gráfico do raio de curvatura para ligas de alumínio
As ligas de alumínio oferecem opções leves, fortes e resistentes à corrosão para o fabrico de chapas metálicas. À semelhança do aço de baixo carbono, o raio de curvatura mínimo para as ligas de alumínio é normalmente igual à espessura da chapa. No entanto, algumas ligas específicas podem apresentar melhor ou pior formabilidade. Aqui está um guia geral dos raios de curvatura mínimos para algumas ligas de alumínio populares:
Espessura
Curvatura mínima
Raio de curvatura
(0,032″ | 0,81mm )
0,2″ | 5,08mm
0,04″ | 1,02mm
(0,032″ | 0,81mm )
0,2″ | 5,08mm
0,035″ | 0,89mm
(0,1285″ | 3,26mm )
1.375″ | 34.92mm
0,375″ | 9,52mm
(0,25″ | 6,35mm )
1.375″ | 34.92mm
0,16″ | 4,06mm
(0,25″ | 6,35mm )
1.375″ | 34.92mm
0,375″ | 9,52mm
(0,25″ | 6,35mm )
0,75″ | 19,05mm
0,125″ | 3,18mm
Calibre 10 (0,102″ | 2,59mm )
0,5″ | 12,70mm
0,078″ | 1,98mm
Calibre 10 (0,102″ | 2,59mm )
0,5″ | 12,70mm
0,045″ | 1,14mm
Calibre 10 (0,102″ | 2,59mm )
0,5″ | 12,70mm
0,125″ | 3,18mm
Calibre 10 (0,102″ | 2,59mm )
1,5″ | 38,10mm
1.063″ | 27.00mm
Calibre 10 (0,102″ | 2,59mm )
0,5″ | 12,70mm
0,04″ | 1,02mm
Calibre 10 (0,102″ | 2,59mm )
1,5″ | 38,10mm
1.125″ | 28.58mm
Calibre 10 (0,102″ | 2,59mm )
0,5″ | 12,70mm
0,04″ | 1,02mm
Calibre 10 (0,102″ | 2,59mm )
0,5″ | 12,70mm
0,07″ | 1,78mm
Calibre 11 (0,091″ | 2,31mm )
0,5″ | 12,70mm
0,05″ | 1,27mm
Calibre 11 (0,091″ | 2,31mm )
0,75″ | 19,05mm
0,24″ | 6,10mm
Calibre 11 (0,091″ | 2,31mm )
0,375″ | 9,52mm
0,04″ | 1,02mm
Calibre 11 (0,091″ | 2,31mm )
0,375″ | 9,52mm
0,04″ | 1,02mm
Calibre 11 (0,091″ | 2,31mm )
1.375″ | 34.92mm
0,24″ | 6,10mm
Calibre 11 (0,091″ | 2,31mm )
1.375″ | 34.92mm
0,375″ | 9,52mm
Calibre 11 (0,091″ | 2,31mm )
0,375″ | 9,52mm
0,05″ | 1,27mm
Calibre 11 (0,091″ | 2,31mm )
0,5″ | 12,70mm
0,045″ | 1,14mm
Calibre 11 (0,091″ | 2,31mm )
0,5″ | 12,70mm
0,125″ | 3,18mm
Calibre 11 (0,091″ | 2,31mm )
0,375″ | 9,52mm
0,062″ | 1,57mm
Calibre 11 (0,091″ | 2,31mm )
0,5″ | 12,70mm
0,05″ | 1,27mm
Calibre 11 (0,091″ | 2,31mm )
0,375″ | 9,52mm
0,045″ | 1,14mm
Calibre 11 (0,091″ | 2,31mm )
0,5″ | 12,70mm
0,04″ | 1,02mm
Calibre 11 (0,0914″ | 2,32mm )
0,375″ | 9,52mm
0,04″ | 1,02mm
Calibre 12 (0,081″ | 2,06mm )
0,3″ | 7,62mm
0,0622″ | 1,58mm
Calibre 12 (0,081″ | 2,06mm )
0,5″ | 12,70mm
0,045″ | 1,14mm
Calibre 12 (0,081″ | 2,06mm )
0,375″ | 9,52mm
0,04″ | 1,02mm
Calibre 12 (0,081″ | 2,06mm )
0,5″ | 12,70mm
0,04″ | 1,02mm
Calibre 12 (0,081″ | 2,06mm )
1.375″ | 34.92mm
0,375″ | 9,52mm
Calibre 12 (0,081″ | 2,06mm )
1,5″ | 38,10mm
1.1″ | 27.94mm
Calibre 12 (0,081″ | 2,06mm )
1,5″ | 38,10mm
1″ | 25.40mm
Calibre 12 (0,081″ | 2,06mm )
0,275″ | 6,98mm
0,04″ | 1,02mm
Calibre 12 (0,081″ | 2,06mm )
0,5″ | 12,70mm
0,125″ | 3,18mm
Calibre 12 (0,081″ | 2,06mm )
0,3″ | 7,62mm
0,04″ | 1,02mm
Calibre 12 (0,081″ | 2,06mm )
0,5″ | 12,70mm
0,055″ | 1,40mm
Calibre 12 (0,081″ | 2,06mm )
0,275″ | 6,98mm
0,062″ | 1,57mm
Calibre 12 (0,081″ | 2,06mm )
0,75″ | 19,05mm
0,24″ | 6,10mm
Calibre 14 (0,064″ | 1,63mm )
1,5″ | 38,10mm
1.2″ | 30.48mm
Calibre 14 (0,064″ | 1,63mm )
0,3″ | 7,62mm
0,035″ | 0,89mm
Calibre 14 (0,064″ | 1,63mm )
0,55″ | 13,97mm
0,03″ | 0,76mm
Calibre 14 (0,064″ | 1,63mm )
1.375″ | 34.92mm
0,375″ | 9,52mm
Calibre 14 (0,064″ | 1,63mm )
0,265″ | 6,73mm
0,04″ | 1,02mm
Calibre 14 (0,064″ | 1,63mm )
0,265″ | 6,73mm
0,035″ | 0,89mm
Calibre 14 (0,064″ | 1,63mm )
0,3″ | 7,62mm
0,04″ | 1,02mm
Calibre 14 (0,064″ | 1,63mm )
0,5″ | 12,70mm
0,125″ | 3,18mm
Calibre 14 (0,064″ | 1,63mm )
1,5″ | 38,10mm
0,7″ | 17,78mm
Calibre 14 (0,064″ | 1,63mm )
0,3″ | 7,62mm
0,062″ | 1,57mm
Calibre 14 (0,064″ | 1,63mm )
0,2″ | 5,08mm
0,045″ | 1,14mm
Calibre 14 (0,064″ | 1,63mm )
0,2″ | 5,08mm
0,035″ | 0,89mm
Calibre 14 (0,064″ | 1,63mm )
1,5″ | 38,10mm
1.225″ | 31.12mm
Calibre 14 (0,064″ | 1,63mm )
0,375″ | 9,52mm
0,06″ | 1,52mm
Calibre 14 (0,064″ | 1,63mm )
0,5″ | 12,70mm
0,22″ | 5,59mm
Calibre 14 (0,064″ | 1,63mm )
0,5″ | 12,70mm
0,045″ | 1,14mm
Calibre 14 (0,064″ | 1,63mm )
0,375″ | 9,52mm
0,04″ | 1,02mm
Calibre 14 (0,064″ | 1,63mm )
0,5″ | 12,70mm
0,05″ | 1,27mm
Calibre 14 (0,064″ | 1,63mm )
0,2″ | 5,08mm
0,04″ | 1,02mm
Calibre 14 (0,064″ | 1,63mm )
0,265″ | 6,73mm
0,062″ | 1,57mm
Calibre 14 (0,064″ | 1,63mm )
0,5″ | 12,70mm
0,04″ | 1,02mm
Calibre 14 (0,064″ | 1,63mm )
0,2″ | 5,08mm
0,035″ | 0,89mm
Calibre 14 (0,064″ | 1,63mm )
1,5″ | 38,10mm
1.13″ | 28.70mm
Calibre 16 (0,051″ | 1,30mm )
1,5″ | 38,10mm
1.2″ | 30.48mm
Calibre 16 (0,051″ | 1,30mm )
0,375″ | 9,52mm
0,04″ | 1,02mm
Calibre 16 (0,051″ | 1,30mm )
0,265″ | 6,73mm
0,035″ | 0,89mm
Calibre 16 (0,051″ | 1,30mm )
0,3″ | 7,62mm
0,04″ | 1,02mm
Calibre 16 (0,051″ | 1,30mm )
0,5″ | 12,70mm
0,125″ | 3,18mm
Calibre 16 (0,051″ | 1,30mm )
0,3″ | 7,62mm
0,062″ | 1,57mm
Calibre 16 (0,051″ | 1,30mm )
0,55″ | 13,97mm
0,03″ | 0,76mm
Calibre 16 (0,051″ | 1,30mm )
0,5″ | 12,70mm
0,23″ | 5,84mm
Calibre 16 (0,051″ | 1,30mm )
0,2″ | 5,08mm
0,035″ | 0,89mm
Calibre 16 (0,051″ | 1,30mm )
0,5″ | 12,70mm
0,04″ | 1,02mm
Calibre 16 (0,051″ | 1,30mm )
0,2″ | 5,08mm
0,045″ | 1,14mm
Calibre 16 (0,051″ | 1,30mm )
0,375″ | 9,52mm
0,05″ | 1,27mm
Calibre 16 (0,051″ | 1,30mm )
0,265″ | 6,73mm
0,05″ | 1,27mm
Calibre 16 (0,051″ | 1,30mm )
0,5″ | 12,70mm
0,05″ | 1,27mm
Calibre 16 (0,051″ | 1,30mm )
1.375″ | 34.92mm
0,4″ | 10,16mm
Calibre 16 (0,051″ | 1,30mm )
0,265″ | 6,73mm
0,062″ | 1,57mm
Calibre 16 (0,051″ | 1,30mm )
0,2″ | 5,08mm
0,04″ | 1,02mm
Calibre 18 (0,04″ | 1,02mm )
0,375″ | 9,52mm
0,045″ | 1,14mm
Calibre 18 (0,04″ | 1,02mm )
0,375″ | 9,52mm
0,04″ | 1,02mm
Calibre 18 (0,04″ | 1,02mm )
0,2″ | 5,08mm
0,04″ | 1,02mm
Calibre 18 (0,04″ | 1,02mm )
0,2″ | 5,08mm
0,035″ | 0,89mm
Calibre 18 (0,04″ | 1,02mm )
1.375″ | 34.92mm
0,45″ | 11,43mm
Calibre 18 (0,04″ | 1,02mm )
0,5″ | 12,70mm
0,125″ | 3,18mm
Calibre 18 (0,04″ | 1,02mm )
0,265″ | 6,73mm
0,04″ | 1,02mm
Calibre 18 (0,04″ | 1,02mm )
0,265″ | 6,73mm
0,05″ | 1,27mm
Calibre 18 (0,04″ | 1,02mm )
0,55″ | 13,97mm
0,04″ | 1,02mm
Calibre 18 (0,04″ | 1,02mm )
0,5″ | 12,70mm
0,06″ | 1,52mm
Calibre 18 (0,04″ | 1,02mm )
0,3″ | 7,62mm
0,07″ | 1,78mm
Calibre 18 (0,04″ | 1,02mm )
0,265″ | 6,73mm
0,062″ | 1,57mm
Calibre 18 (0,04″ | 1,02mm )
0,2″ | 5,08mm
0,045″ | 1,14mm
Calibre 18 (0,04″ | 1,02mm )
0,5″ | 12,70mm
0,04″ | 1,02mm
Calibre 18 (0,04″ | 1,02mm )
0,5″ | 12,70mm
0,24″ | 6,10mm
Calibre 18 (0,04″ | 1,02mm )
0,3″ | 7,62mm
0,04″ | 1,02mm
Calibre 20 (0,032″ | 0,81mm )
0,5″ | 12,70mm
0,06″ | 1,52mm
Calibre 20 (0,032″ | 0,81mm )
0,375″ | 9,52mm
0,055″ | 1,40mm
Calibre 20 (0,032″ | 0,81mm )
1.375″ | 34.92mm
0,4″ | 10,16mm
Calibre 20 (0,032″ | 0,81mm )
0,2″ | 5,08mm
0,035″ | 0,89mm
Calibre 20 (0,032″ | 0,81mm )
0,265″ | 6,73mm
0,062″ | 1,57mm
Calibre 20 (0,032″ | 0,81mm )
0,3″ | 7,62mm
0,045″ | 1,14mm
Calibre 20 (0,032″ | 0,81mm )
0,2″ | 5,08mm
0,04″ | 1,02mm
Calibre 20 (0,032″ | 0,81mm )
0,55″ | 13,97mm
0,03″ | 0,76mm
Calibre 20 (0,032″ | 0,81mm )
0,3″ | 7,62mm
0,07″ | 1,78mm
Calibre 20 (0,032″ | 0,81mm )
0,265″ | 6,73mm
0,05″ | 1,27mm
Calibre 20 (0,032″ | 0,81mm )
0,3″ | 7,62mm
0,04″ | 1,02mm
Calibre 20 (0,032″ | 0,81mm )
0,265″ | 6,73mm
0,04″ | 1,02mm
Calibre 20 (0,032″ | 0,81mm )
0,5″ | 12,70mm
0,04″ | 1,02mm
Calibre 5 (0,188″ | 4,78mm )
0,75″ | 19,05mm
0,12″ | 3,05mm
Calibre 5 (0,188″ | 4,78mm )
1.375″ | 34.92mm
0,355″ | 9,02mm
Calibre 5 (0,188″ | 4,78mm )
1,5″ | 38,10mm
0,375″ | 9,52mm
Calibre 5 (0,188″ | 4,78mm )
1.375″ | 34.92mm
0,125″ | 3,18mm
Calibre 5 (0,188″ | 4,78mm )
1.375″ | 34.92mm
0,22″ | 5,59mm
Calibre 5 (0,188″ | 4,78mm )
1.375″ | 34.92mm
0,16″ | 4,06mm
Calibre 5 (0,188″ | 4,78mm )
1.375″ | 34.92mm
0,375″ | 9,52mm
Calibre 8 (0,1285″ | 3,26mm )
1.375″ | 34.92mm
0,225″ | 5,72mm
Calibre 8 (0,1285″ | 3,26mm )
0,5″ | 12,70mm
0,06″ | 1,52mm
Calibre 8 (0,1285″ | 3,26mm )
0,5″ | 12,70mm
0,04″ | 1,02mm
Calibre 8 (0,1285″ | 3,26mm )
0,5″ | 12,70mm
0,065″ | 1,65mm
Calibre 8 (0,1285″ | 3,26mm )
0,75″ | 19,05mm
0,125″ | 3,18mm
Calibre 8 (0,1285″ | 3,26mm )
1.375″ | 34.92mm
0,375″ | 9,52mm
Calibre 8 (0,1285″ | 3,26mm )
0,5″ | 12,70mm
0,125″ | 3,18mm
Calibre 8 (0,1285″ | 3,26mm )
0,5″ | 12,70mm
0,045″ | 1,14mm
Calibre 8 (0,1285″ | 3,26mm )
1,5″ | 38,10mm
1″ | 25.40mm
Calibre 8 (0,1285″ | 3,26mm )
1,5″ | 38,10mm
1,05″ | 26,67mm
Tenha em atenção as propriedades específicas da liga ao planear o seu projeto. Um raio de curvatura inadequado pode resultar em danos no material ou na necessidade de processos adicionais de pós-dobragem para corrigir distorções.
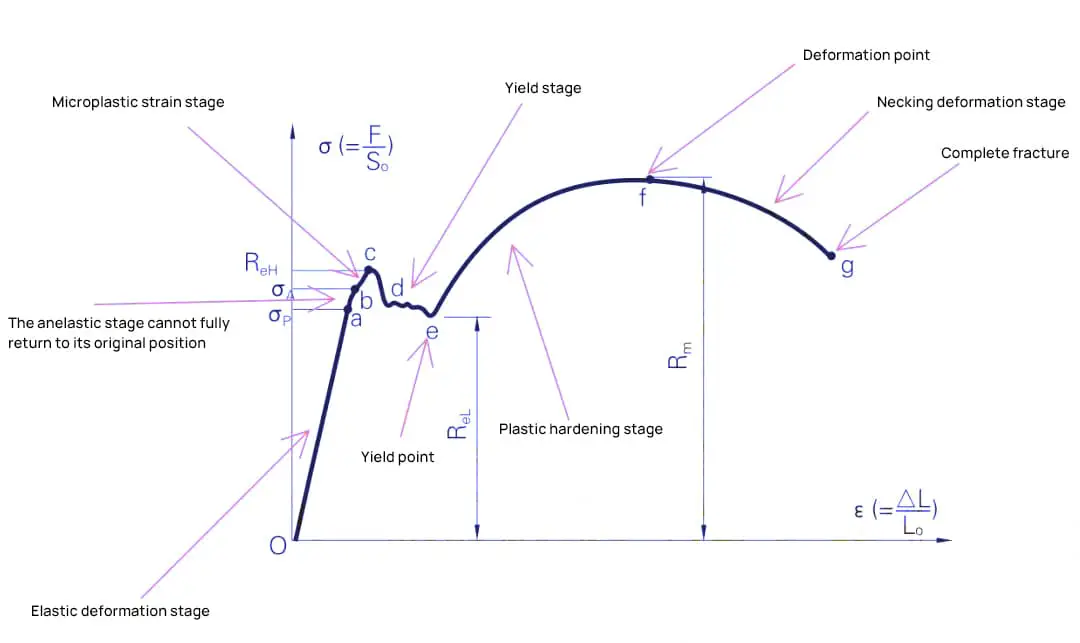
Raio interno da peça de trabalho
Antes de discutir os raios internos (ângulos R) das peças de trabalho, é benéfico compreender as características dos materiais metálicos.
Como ilustrado na curva tensão-deformação abaixo, a parte inicial representa a fase de deformação elástica, em que o material pode regressar à sua posição original depois de a força de tração ser libertada.
Ao continuar a aplicar força para além do ponto de cedência, o material entra na fase de endurecimento por deformação, onde a força de tração adicional provoca uma deformação plástica permanente. Para induzir uma maior deformação plástica, é necessário aumentar a força.
Depois de atingir o pico de tensão, a força de tração adicional leva ao estrangulamento e, eventualmente, à fratura completa. Durante o processo de flexão, a deformação da chapa metálica ocorre principalmente na fase de endurecimento por deformação, caracterizada por um aumento da necessidade de tensão à medida que a deformação aumenta.
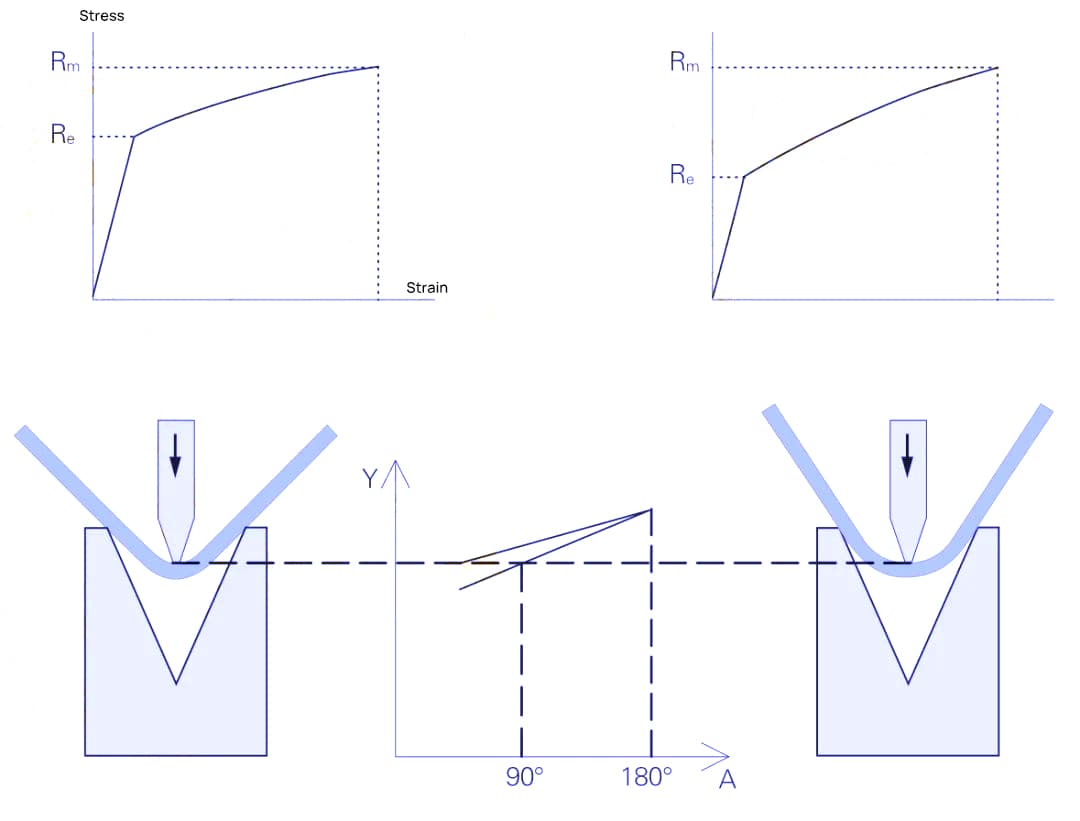
O ângulo R interno de uma peça de trabalho está relacionado com o material, como mostra o gráfico abaixo.
A relação entre o raio interno de uma peça de trabalho e as propriedades do material
Os materiais com baixo endurecimento por deformação têm ângulos R internos menores, enquanto os materiais com alto endurecimento por deformação exibem ângulos R internos maiores. O ângulo R interno também é influenciado pela abertura da matriz do molde inferior; quanto menor a abertura, menor o ângulo R interno, conforme indicado na Tabela abaixo.
Tabela: Relação entre o raio interno da peça de trabalho e a abertura da matriz
A gama de seleção para a abertura da matriz inferior de dobragem é tipicamente:
Para chapas metálicas com menos de 4 mm de espessura, uma abertura da matriz de 6 a 8 vezes a espessura do material;
Para chapas metálicas com mais de 4 mm de espessura, uma abertura da matriz de 8 a 12 vezes a espessura do material.
Portanto, o ângulo R interno desejado para uma peça dobrada pode ser alcançado considerando as propriedades do material em conjunto com a escolha da abertura da matriz.
Requisitos para o molde superior: Desde que o ângulo R do molde superior não exceda o ângulo R padrão, quase não tem efeito sobre o ângulo R interno da peça de trabalho dobrada.
Se o ângulo R interno necessário da peça de trabalho for maior do que o padrão, o raio R da ponta do molde superior deve ser aumentado;
Se o ângulo R interno necessário for inferior ao padrão, pode ser utilizada a ranhura da chapa metálica ou a dobragem de fundo, e o raio R da ponta do molde superior deve ser diminuído.
Para alguns materiais com fraca ductilidade, um raio R maior na ponta do molde também pode ser necessário para dobrar um ângulo R interno maior para evitar a fratura do material.
Compreender o raio de curvatura da chapa metálica
O raio de curvatura da chapa metálica é um aspeto essencial a ter em conta no fabrico ou conceção de peças. Tem um impacto significativo na qualidade e funcionalidade do produto final.
Nesta secção, ficará a conhecer o raio de curvatura, os factores que o influenciam e as directrizes para selecionar o raio de curvatura mínimo adequado.
Factores que influenciam o raio de curvatura
O raio de curvatura depende de vários factores, tais como:
Material: Diferentes metais têm respostas diferentes à flexão. Por exemplo, o alumínio pode ser dobrado num raio mais apertado do que o aço devido à sua flexibilidade.
Espessura: À medida que a espessura da chapa aumenta, o raio de curvatura mínimo também aumenta.
Direção do grão: A flexão ao longo da direção do grão requer um raio maior do que a flexão transversal ao grão.
Ângulo de curvatura: À medida que o ângulo de curvatura aumenta, o raio de curvatura pode ter de ser maior para evitar a concentração de tensões ou fissuras.
Ferramentas: A matriz e o punção utilizados numa prensa dobradeira também influenciam o raio de curvatura.
A compreensão destes factores e do seu impacto no raio de curvatura pode ajudá-lo a tomar decisões informadas durante o processo de conceção e a melhorar a qualidade e a durabilidade das suas peças.
Directrizes para o raio de curvatura mínimo
Para evitar a formação de fissuras ou a deformação da peça durante a dobragem, é essencial cumprir as directrizes relativas ao raio de dobragem mínimo. Estas directrizes podem variar consoante o material e as suas propriedades:
Aço macio: Para materiais com uma espessura até 1,2 mm, recomenda-se um raio de curvatura mínimo de 0,8T (T = espessura do material).
Alumínio: Normalmente, sugere-se um raio de curvatura mínimo de 2T para materiais com espessura inferior a 4 mm.
Aço inoxidável: Para espessuras até 3 mm, é proposto um raio de curvatura mínimo de 1,5T.
Estas são directrizes gerais e é crucial consultar as recomendações específicas do material ou experimentar as suas combinações específicas de chapa metálica e ferramentas para obter o resultado pretendido. Ao seguir as directrizes adequadas para o raio de curvatura, pode garantir um produto final de alta qualidade com menos defeitos, menos desperdício e maior resistência.
Perguntas mais frequentes
Seguem-se as respostas a algumas perguntas frequentes:
Qual é o raio de curvatura mínimo para uma chapa metálica?
O raio de curvatura mínimo para chapas metálicas é influenciado por vários factores, incluindo a espessura do material, o tipo e a orientação da curvatura em relação ao grão. Geralmente, o raio de curvatura mínimo é, pelo menos, igual à espessura do material (1t). No entanto, isto pode variar com base nas propriedades e condições específicas do material.
Por exemplo, o aço com determinadas propriedades de tração pode exigir um raio de curvatura mínimo de 2 vezes a espessura do material. A orientação da curvatura também desempenha um papel importante; a curvatura transversal ao grão (transversal) permite normalmente um raio mais pequeno em comparação com a curvatura com o grão (longitudinal). Os materiais mais macios, como o aço com baixo teor de carbono ou o alumínio macio, podem atingir raios mais apertados, enquanto os materiais mais duros necessitam de raios maiores. Por exemplo, o alumínio 6061 na condição T4 pode necessitar de um raio de 3 a 4 vezes a espessura, enquanto que na condição O, pode necessitar apenas de 1 a 2 vezes a espessura.
Existe também uma distinção entre o raio de curvatura mínimo que pode ser produzido e o raio de curvatura recomendado. Enquanto que o raio de curvatura mínimo de produção é o mais pequeno que se pode obter sem falha do material, o raio recomendado é normalmente maior para garantir a estabilidade do material e reduzir a tensão no equipamento.
Na prática, as diretrizes gerais sugerem um raio de curvatura mínimo igual à espessura do material, mas para obter resultados óptimos e evitar defeitos, é frequentemente aconselhável utilizar um raio maior, como 10-12 vezes a espessura do material.
Como é que o tipo de material afecta o raio de curvatura?
O tipo de material tem um impacto significativo no raio de curvatura na curvatura de chapas metálicas devido a variações nas propriedades como a dureza, a ductilidade e a direção do grão. Os materiais mais duros, como o aço e o aço inoxidável, requerem normalmente raios de curvatura mínimos maiores para evitar fissuras, em comparação com materiais mais macios como o alumínio. Por exemplo, uma chapa de aço com 1 mm de espessura pode necessitar de um raio de curvatura mínimo de 1 mm, enquanto o alumínio pode frequentemente acomodar um raio mais pequeno.
A direção do grão também desempenha um papel crucial. A dobragem transversal ao grão (perpendicular) resulta normalmente em dobras mais fortes com menor risco de fissuração, enquanto a dobragem paralela ao grão aumenta a probabilidade de fissuração e reduz a resistência da dobragem. Além disso, a espessura do material e o ângulo de curvatura influenciam o raio de curvatura necessário, com materiais mais duros a necessitarem de raios maiores para o mesmo ângulo de curvatura.
O fator K, que afecta os cálculos da tolerância à flexão, varia com a dureza e a espessura do material. Os materiais mais duros têm factores K mais elevados, indicando uma maior deslocação do eixo neutro para a superfície interior durante a dobragem. Em termos práticos, a utilização de raios de curvatura maiores ou o recozimento de materiais antes da curvatura pode ajudar a atenuar a fissuração, especialmente para materiais com têmperas elevadas ou baixa ductilidade, como o alumínio T-6.
Compreender estes requisitos específicos do material é essencial para conceber e fabricar componentes de chapa metálica sem defeitos.
Que ferramentas são utilizadas para medir o raio de curvatura de uma chapa metálica?
A medição do raio de curvatura de uma chapa metálica requer precisão e as ferramentas certas para garantir a exatidão. Uma das ferramentas mais comuns utilizadas é o medidor de raio, que vem em várias formas, como metal ou plástico transparente, e é concebido para encaixar diretamente na dobra para determinar o seu raio. Também podem ser utilizados paquímetros para medir o raio da curva; no entanto, este método pode ser menos preciso, especialmente se o raio for achatado, uma vez que se baseia numa estimativa visual.
As ferramentas de transferência feitas de placas finas de calço inoxidável com um parafuso de polegar podem copiar e medir eficazmente o raio de curvatura. Estas ferramentas são colocadas na dobra, apertadas e depois trazidas de volta para verificação utilizando modelos de círculos ou outros dispositivos de medição. Para uma maior precisão, são utilizadas máquinas de medição por coordenadas (CMMs) e comparadores ópticos, embora possam ter limitações na captura de perfis detalhados.
O equipamento de medição avançado, como o perfilómetro ótico 3D da série KEYENCE VR, oferece uma medição sem contacto, captando a forma 3D da superfície com elevada precisão e eficiência, ultrapassando assim muitos desafios associados às ferramentas convencionais. Além disso, a inspeção do raio no punção ou a consulta do operador da prensa dobradeira podem fornecer informações valiosas, especialmente quando as peças são produzidas internamente. Ferramentas especializadas como o transferidor BendPro também podem ser utilizadas para medir e calcular raios de curvatura, particularmente para componentes tubulares, demonstrando a versatilidade dos princípios do transferidor em várias aplicações de curvatura de metal. Ao empregar estas ferramentas, os fabricantes podem garantir medições precisas e consistentes do raio de curvatura, o que é crucial para um trabalho em metal de alta qualidade.
Porque é que a margem de curvatura é importante na conceção de chapas metálicas?
A margem de curvatura é essencial na conceção e fabrico de chapas metálicas, uma vez que influencia diretamente a precisão das dimensões finais das peças curvadas. Ao contabilizar a margem de curvatura, os projectistas asseguram que as dimensões do produto acabado correspondem às especificações, o que ajuda a evitar problemas de montagem. Além disso, os cálculos corretos da margem de curvatura melhoram a utilização do material, reduzindo o desperdício, uma vez que asseguram que a chapa metálica é cortada com a dimensão correta antes de ser dobrada, promovendo, em última análise, a eficiência dos custos.
Além disso, a incorporação da margem de curvatura correta é crucial para conseguir um ajuste adequado durante a montagem. As peças que não são dobradas com as dimensões corretas podem não se alinhar corretamente, levando a desafios significativos nos processos de montagem. Uma tolerância de dobragem precisa também afecta a distribuição de tensões nos componentes dobrados, mantendo a sua integridade estrutural e evitando potenciais deformações ou fracturas.
Para calcular a tolerância de dobragem, uma fórmula específica tem em conta o ângulo de dobragem, o raio de dobragem interior, o fator K e a espessura do material. Este cálculo ajuda a evitar a distorção durante o processo de dobragem e assegura que o raio de dobragem mínimo é mantido, o que é fundamental para o desempenho do material. De um modo geral, a tolerância de dobragem contribui para a consistência do fabrico, permitindo aos fabricantes produzir peças de elevada qualidade que cumprem as especificações do projeto, minimizando os erros e a necessidade de retrabalho.
Como posso evitar fissuras ao dobrar chapas metálicas?
Para evitar fissuras ao dobrar chapas metálicas, é necessário ter em conta vários factores e técnicas fundamentais. Estes incluem a escolha do material correto com propriedades adequadas, o cumprimento do raio de curvatura mínimo recomendado, a curvatura transversal ao grão, a realização de recozimento pré-curvatura, a garantia de uma espessura uniforme, a colocação cuidadosa de orifícios e elementos, a aplicação de tensão de retorno durante a curvatura, a prevenção de zonas afectadas pelo calor e o investimento em equipamento e manutenção de qualidade. O cumprimento destas diretrizes pode reduzir significativamente o risco de fissuração e garantir que as suas peças cumprem as especificações exigidas e mantêm a sua integridade estrutural.
Quais são as regras de ouro comuns para a dobragem de chapas metálicas?
Quando se dobra uma chapa metálica, são normalmente seguidas várias regras de ouro para garantir a integridade e a qualidade das peças dobradas. Eis algumas das principais diretrizes:
Raio de curvatura mínimo: O raio de curvatura mínimo deve ser, em geral, pelo menos igual à espessura do material (1t) para evitar fissuras ou distorções. Para materiais mais duros, pode ser necessário um raio de curvatura maior, como 2t ou 3t, dependendo das propriedades específicas do material e da espessura.
Tipo e espessura do material: O raio de curvatura aumenta com a espessura e a dureza do material. Por exemplo, o aço com uma espessura entre 0,5 e 0,8 polegadas pode necessitar de um raio de curvatura mínimo de 2,5 a 3,75 vezes a espessura do material. Diferentes materiais, como o alumínio e o aço inoxidável, têm os seus próprios requisitos específicos de raio de curvatura.
Relação entre a abertura da matriz e o raio de curvatura: Uma regra típica é que o raio de curvatura interior deve ser cerca de 13 a 15 por cento da abertura da matriz. Recomenda-se a utilização de uma abertura de matriz que seja 8 a 12 vezes superior à espessura do material para evitar uma pressão excessiva e potenciais danos nas ferramentas.
Direção de dobragem e orientação dos grãos: A curvatura com o grão requer geralmente um raio de curvatura maior do que a curvatura através do grão para evitar a falha do material.
Tolerância de curvatura e geometria: A altura de dobragem deve ser maior ou igual ao raio de dobragem mais duas vezes a espessura do material (H ≥ 2t + R). Esta consideração ajuda a obter dimensões de dobra precisas.
Considerações sobre a conceção: Os entalhes e as dobras devem ter um espaçamento adequado; por exemplo, a distância entre o entalhe e a dobra deve ser, no mínimo, 3 vezes a espessura da chapa mais o raio da dobra. Os furos e as ranhuras devem ser colocados a uma distância de, pelo menos, 2,5 a 4 vezes a espessura do material em relação aos bordos da dobra, para evitar deformações. Adicionalmente, os escareadores e as curvas têm requisitos específicos de folga e tamanho relativamente à espessura do material e ao raio de curvatura.
Ferramentas e equipamentos: A utilização da prensa dobradeira e das ferramentas de dobragem de metal adequadas é essencial para obter o raio de dobragem correto. As ferramentas adequadas ajudam a garantir uma dobragem consistente e precisa, reduzindo o risco de danos materiais.
Ao respeitar estas regras, os fabricantes podem assegurar operações de dobragem de chapa metálica eficientes e de alta qualidade, minimizando o risco de defeitos e garantindo a integridade estrutural das peças dobradas.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Alguma vez se perguntou como é que as peças de chapa metálica são concebidas e fabricadas com precisão? Nesta publicação do blogue, vamos mergulhar no fascinante mundo da tolerância à curvatura - uma...
Já alguma vez se interrogou sobre a forma como os diferentes materiais afectam a dobragem de chapas metálicas? Neste artigo perspicaz, um engenheiro mecânico experiente partilha os seus conhecimentos sobre o impacto dos tipos de materiais, espessura e...
Já alguma vez se interrogou sobre a arte e a ciência por detrás da modelação de chapas metálicas em formas complexas? Nesta cativante publicação do blogue, mergulhamos profundamente no fascinante mundo das chapas...
Já se interrogou porque é que os seus projectos de chapa metálica por vezes se dobram de forma estranha ou racham? Este artigo desmistifica o papel crucial dos furos de fabrico na dobragem de chapas metálicas. Ficará a saber como estes furos...
Já se deparou com desafios na dobragem de chapas de aço inoxidável? Este artigo desvenda as complexidades da quinagem de aço inoxidável, desde a força necessária até ao impacto do retorno elástico. Aprender...
Já alguma vez se perguntou como é que as estruturas de aço maciço das locomotivas conseguem as suas curvas precisas? Neste artigo, revelamos os segredos por detrás da criação de grandes raios de curvatura em peças de chapa metálica....
Já se perguntou porque é que os seus projectos de chapa metálica nem sempre se encaixam perfeitamente? A chave está na compreensão da tolerância de dobragem. Este conceito garante uma dobragem precisa e reduz o desperdício de material. Neste...
Alguma vez se perguntou como é que os designers de chapa metálica garantem a precisão dos seus projectos? Nesta publicação do blogue, vamos mergulhar no fascinante mundo do design de chapas metálicas e explorar...
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...