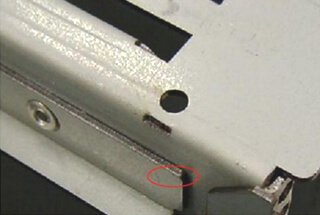
(1) Depois de dobrar a chapa metálica em ambos os lados do canto, haverá material metálico saliente devido à extrusão. Isto leva a um aumento da largura em comparação com o tamanho original, e o tamanho da saliência depende da espessura do material utilizado. Quanto mais espesso for o material, maior será o ponto saliente.
Para evitar este fenómeno, pode ser feito um semicírculo em ambos os lados do linha de dobra previamente. O diâmetro do semicírculo deve, de preferência, ser 1,5 vezes superior à espessura do material.
O mesmo método é aplicado quando se dobra o material restante.
(2) Quando se utiliza um máquina de prensagem para dobrar chapa metálica, é preferível que o ângulo R interno seja maior ou igual a 1/2 da espessura do material.
Se o ângulo R não for inicialmente formado, o ângulo reto desaparecerá gradualmente após vários golpes e o ângulo R formar-se-á naturalmente. Depois disso, o comprimento de um ou de ambos os lados do ângulo R tornar-se-á ligeiramente maior.
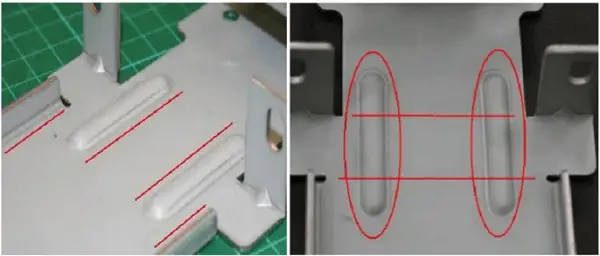
(3) As chapas metálicas são facilmente deformadas quando dobradas.
Para evitar a deformação, pode ser adicionada uma quantidade adequada de nervuras de reforço de 45 graus às curvas para aumentar a sua resistência, sem interferir com outras peças.
(4) De um modo geral, é difícil manter a retidão de uma peça de chapa metálica estreita e alongada, e é propensa a deformação sob tensão. Para manter a sua resistência e retidão, um lado pode ser dobrado em forma de L ou dois lados podem ser dobrados em forma de 冂.
No entanto, muitas vezes não é possível conectar as formas de L e 冂 do começo ao fim. Então, o que deve ser feito se elas forem interrompidas devido a alguns factores?
Nestes casos, a adição de uma quantidade adequada de nervuras pode ajudar a aumentar a resistência da peça de chapa metálica.
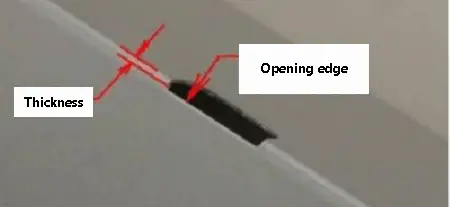
(5) É preferível ter aberturas estreitas na dobragem entre a superfície plana e a superfície de dobragem, ou o bordo da abertura deve ser retraído após a dobragem, caso contrário, podem ocorrer rebarbas.
A largura da abertura deve ser, pelo menos, 1,5 vezes superior à espessura da folha.
Além disso, é essencial marcar o canto R ao criar desenhos e evitar negligência ou preguiça a este respeito.
Os moldes macho e fêmea de ângulo reto ou agudo são susceptíveis de fissurar, o que pode levar a despesas adicionais de suspensão e reparação no futuro.
(6) A menos que exista um requisito específico para um ângulo de 90 graus, processar o canto do chapa metálica para um ângulo R adequado.
Um ângulo reto na extremidade da chapa metálica pode criar pontos afiados que podem cortar o pessoal.
A ponta em ângulo reto da matriz é propensa a fissuras devido à concentração de tensões.
A ponta do punção superior também é suscetível de rachar, levando à reparação do molde e a atrasos na produção.
Além disso, mesmo que o molde não se parta, com o tempo, o ângulo R irá desgastar-se, resultando em rebarbas no produto e em artigos defeituosos.
(7) Dobragem de arestas
Existem dois tipos de dobragem: unilateral e bilateral. Para uma maior precisão, recomenda-se a utilização da flexão bilateral, uma vez que proporciona uma melhor exatidão.
É aconselhável garantir que a altura do rebordo dobrado seja superior a 3 mm (com uma tolerância de T: 1,0 ~ 1,2 mm), uma vez que é insuficiente fixação pode resultar em dimensões instáveis.
Ao dobrar os bordos, certifique-se de que as peças das paredes laterais ou as saliências internas não estão demasiado próximas da superfície inferior. Recomenda-se que se mantenha uma distância superior a 10 mm. Isto porque, se a distância for demasiado pequena, a raio de curvatura dos cantos abaixo das saliências será maior do que o raio dos lados esquerdo e direito, uma vez que não haverá perfuração.
Isto pode resultar numa forma irregular, que afecta o aspeto geral. Por conseguinte, é crucial manter um ângulo R consistente durante todo o processo de dobragem.
Solução:
Antes da dobragem, pode ser efectuado um recuo adequado na linha de dobragem, o que melhorará o seu aspeto.
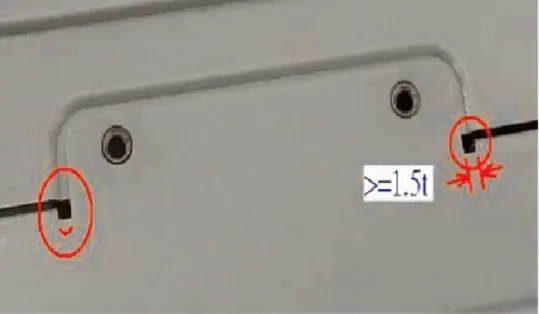
Ao dobrar os bordos, é importante garantir que as aberturas nas paredes laterais não estão demasiado próximas da superfície inferior. Idealmente, deve haver uma distância de 3 mm ou mais entre as duas para evitar qualquer deformação das aberturas durante o processo de dobragem.
Solução
Antes da dobragem, é efectuado um furo longo com um comprimento igual a 1,5 vezes a espessura do material ao longo da linha de dobragem. O objetivo deste furo é permitir a fácil remoção do material em excesso sem afetar o aspeto da abertura.