Formação de saliências: Dobragem de chapa metálica de grande raio
Já alguma vez se perguntou como é que as estruturas de aço maciço das locomotivas conseguem as suas curvas exactas? Neste artigo, revelamos os segredos por detrás da criação de grandes raios de curvatura em peças de chapa metálica. Ficará a conhecer métodos inovadores como a dobragem por saliência e a dobragem por degraus, e como transformam chapas metálicas planas em obras-primas complexas e curvas. Prepare-se para descobrir a magia da engenharia que torna possíveis estas estruturas impressionantes!
As peças de arco de grandes dimensões são um tipo comum de produtos de chapa metálica com estrutura de aço para locomotivas. As suas estruturas são variáveis e a dificuldade de processamento é maior do que as peças de trabalho normais.
Nesta publicação, apresentamos um método de processo para obter um grande raio de curvatura em peças de chapa metálica e descrevemos em pormenor a utilização do método com uma peça de trabalho curvada específica. O método de dobragem por saliência também pode ser utilizado para fazer um cone numa prensa dobradeira.
Na produção prática de peças de trabalho com um grande raio, existem geralmente três métodos de moldagem:
Integralmente formado por uma única etapa matriz de formação: Este método é adequado para peças de trabalho com formas complicadas e tem as vantagens de um bom efeito de formação, uma superfície lisa e plana da peça de trabalho, sem indentação e alta eficiência de processamento. No entanto, o custo do molde é elevado e a versatilidade é reduzida. É normalmente utilizado quando o processo geral não pode ser formado, ou a peça de trabalho tem um elevado requisito para a superfície.
Punção personalizado com um grande raio para a máquina de prensagem: Este tipo de molde é geralmente aplicável quando a peça de trabalho tem um raio grande, mas não excede o limite da mesa da máquina de prensagem a frio. O custo é mais baixo do que o de um molde de formação de passo único e o punção tem uma certa versatilidade.
Método de formação de múltiplas dobras (dobragem por etapas): O princípio básico é converter o arco num segmento de linha, que pode ser formado utilizando os moldes e o equipamento existentes. Geralmente, podem ser utilizadas peças não expostas. A gama de aplicações é ampla, o custo é baixo, não é necessário um molde personalizado e a qualidade da conformação é boa.
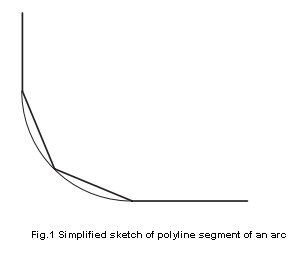
O princípio básico do processo de formação em várias etapas é dividir aproximadamente o segmento de arco em segmentos de polilinha, como mostra a Figura 1, para atingir o objetivo de dobragem de chapas metálicas com um raio grande utilizando um punção de raio pequeno.
Em comparação com o segmento de arco, o efeito de formação do segmento de polilinha está positivamente relacionado com o número de segmentos de polilinha.
Com este método de processamento, é difícil evitar uma estrutura prismática na superfície da peça de trabalho. No entanto, para peças não expostas, considerando o ciclo de produção e o custo de forma abrangente, este método de processo pode ser utilizado.
Aplicação de colisão flexão
Como determinar a segmentação da polilinha e ângulo de flexão de segmentos de arco circular:
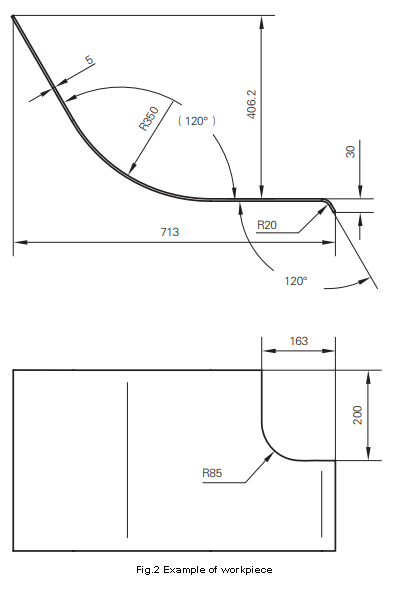
Como mostra a Figura 2, o raio interior do arco de curvatura desta peça de trabalho é R350, o ângulo de curvatura é 120° e a espessura da placa é 5mm.
Uma vez que o ambiente de utilização da peça de trabalho satisfaz as condições do método de dobragem por saliências acima mencionado, o método de formação de dobras em várias etapas é utilizado para o processamento.
Com base na experiência anterior e nas condições de molde existentes na oficina, o molde superior adopta um punção de raio R120.
Depois de analisar o grande segmento de arco da peça de trabalho na Figura 2, este segmento de arco R350 é dividido em 6 segmentos de polilinha.
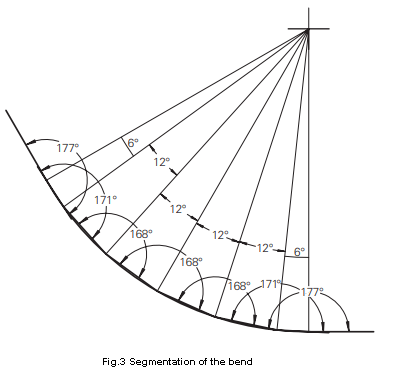
Note-se que, para assegurar uma transição suave entre o segmento de arco e o segmento reto da peça (ou seja, as duas extremidades do segmento de arco), o ângulo de segmentação deve ser definido como metade dos outros segmentos em que o segmento de arco é tangente ao segmento reto.
De acordo com a FIG. 3, pode ver-se que a peça de trabalho na FIG. 2 é formada por flexão 7 vezes.
Quando o sistema electro-hidráulico prensa servo A máquina de travagem dobra peças de chapa metálica, sendo necessários três parâmetros básicos: a espessura da chapa, o ângulo de dobragem e a posição da linha de dobragem.
O primeiro e o segundo ângulos de fratura são calculados como 6° e os restantes como 12°. O ângulo de flexão após a divisão pode ser medido diretamente pelo software CAD. O ângulo de flexão específico é apresentado na Figura 3.
Confirmação do tamanho da posição da linha de dobragem e do tamanho desdobrado
Para garantir a exatidão das dimensões desdobradas do linha de dobraExistem geralmente dois métodos: o método de cálculo da expansão da camada neutra e o método de expansão assistido por software.
Para obter os dados de flexão de forma concisa, rápida e exacta, é utilizado o método de expansão assistida por software para o cálculo.
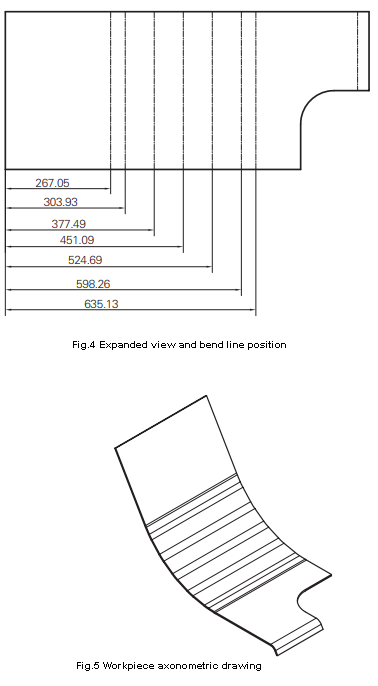
A secção transversal da peça dividida é importada diretamente para o Catia, e o software Generative Conceção de chapas metálicas é utilizado para gerar o modelo da peça de trabalho. Em seguida, o módulo linha de dobra e a vista desdobrada são exportadas, como mostra a Figura 4. O desenho axonométrico da peça de trabalho é apresentado na Figura 5.
Durante a produção, verificou-se que algumas peças de trabalho de pequena espessura (cerca de 2 mm) apresentam deformações graves durante o processamento, o que leva a uma diminuição significativa da precisão do processamento e ao não cumprimento dos requisitos do projeto. A razão para tal deve-se à insuficiente libertação de tensões na chapa.
Durante o corte a laser e o corte em bruto, observámos que a peça de trabalho deste lote se deformou devido a tensão interna. Isto também fornece um método preliminar para avaliar se uma chapa metálica fina com um raio grande pode ser diretamente dobrada utilizando o processo de dobragem múltipla, ou seja, observando a deformação da peça de trabalho durante corte a laser.
Se a deformação for grave, devem ser tomadas medidas para libertar o tensão internaCaso contrário, é difícil obter uma peça de trabalho qualificada. Se o ciclo de produção o permitir, o envelhecimento natural é um método económico e eficaz. No entanto, as peças separadas são submetidas a um tratamento de envelhecimento durante muito tempo, o que inevitavelmente produzirá ferrugem flutuante na superfície. Por conseguinte, têm de ser limpas ou jateadas com um removedor de ferrugem, o que aumenta os custos de mão de obra e de equipamento.
Por conseguinte, a utilização direta de chapas de aço que tenham sofrido um envelhecimento natural suficiente é a melhor escolha. Se o ciclo de produção não for permitido, após a separação da chapa, recozimento também pode ser utilizado para eliminar as tensões internas, mas a dureza do material é reduzida após o recozimento. Por conseguinte, é necessário considerar exaustivamente se o recozimento é efectuado de acordo com os requisitos de conceção da peça de trabalho.
Cálculo de wpeça de trabalho expansão diagrama em dobragem de saliências
É de notar que, ao utilizar o método de quinagem em várias etapas para processar chapas metálicas com um raio grande, as condições reais da peça de trabalho devem ser respeitadas.
Ou seja, a vista expandida é calculada utilizando o segmento de arco após a aproximação do segmento de polilinha. A vista expandida da peça de trabalho calculada de acordo com o arco não pode ser utilizada diretamente; caso contrário, a peça de trabalho ficará inevitavelmente fora de tolerância após o processamento.
Deteção da forma de uma peça de trabalho através da utilização de multipassoprocesso de dobragem
É importante notar que, ao utilizar uma folha de fósforo de comparação geral para detetar o tamanho do arco de uma peça de trabalho processada por flexão por impacto, a folha de fósforo deve ser concebida como um tipo de fixação exterior, e o exterior do arco da peça de trabalho deve ser utilizado como superfície de deteção.
Se a folha de fósforo de comparação for concebida com o lado interior como superfície de deteção, e a folha de fósforo interferir com o segmento de polilinha, isso levará inevitavelmente a que a folha de fósforo não esteja no lugar, resultando numa falha de deteção.
Considerações finais
Como método de processo engenhoso, a dobragem de grandes saliências em arco tem as suas características de flexibilidade e eficiência, mas também tem as suas limitações.
Os problemas específicos devem ser analisados de acordo com os requisitos de conceção e a aplicação da peça de trabalho.
É necessário considerar de forma abrangente o custo de produção e a qualidade da aparência da peça de trabalho para selecionar o método de processamento.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
I. Vantagens dos cabos com núcleo de cobre em relação aos cabos com núcleo de alumínio: 1. Baixa resistividade: A resistividade dos cabos com núcleo de alumínio é cerca de 1,68 vezes superior à dos cabos com núcleo de cobre....
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...