No fabrico de caldeiras e recipientes sob pressão, a tecnologia de conformação é um dos principais processos de fabrico.
No processo de conformação, a laminagem da secção cilíndrica é o método de conformação mais básico. Há muito trabalho envolvido na laminagem. A maior parte do processo de conformação é efectuada numa máquina de dobragem simétrica de três rolos. No entanto, devido ao facto de a espessura e o diâmetro da secção cilíndrica serem determinados de acordo com as diferentes condições do processo de produção, existe um número considerável de especificações e variedades.
A precisão da curvatura após a conformação depende do parâmetro "H", que é a distância central entre os rolos superior e inferior no final da laminagem.
Este parâmetro é geralmente determinado pela fórmula (1).
Pode parecer que esta fórmula não é complicada, mas para os fabricantes, a carga de trabalho acumulada é considerável devido às várias especificações e variedades de secções de cilindros.
Para simplificar e facilitar a determinação do valor de "H" em diferentes condições, este artigo utilizará os dois algoritmos gráficos seguintes.
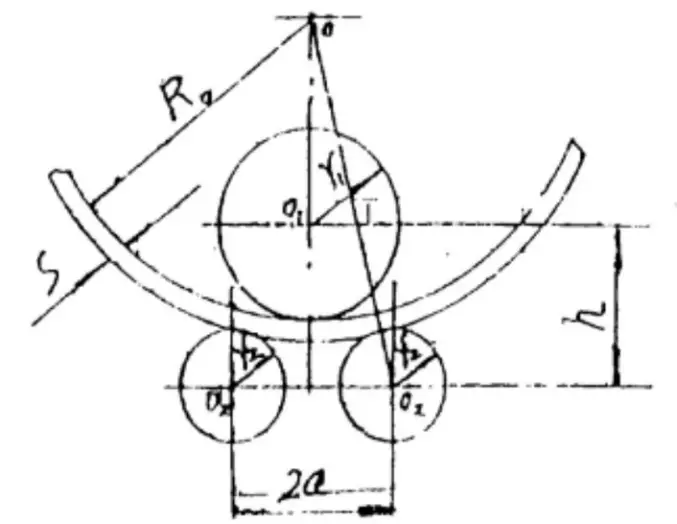
Fig. 1 Diagrama da posição final de três rolos simétricos máquina de dobrar chapas
1. Um algoritmo gráfico para calcular o parâmetro "H" através da "nomografia do cálculo da raiz quadrada da soma dos quadrados"
Quando um determinado tipo de máquina de laminagem de chapas são dados, os parâmetros a, r1 e r2 na fórmula acima são constantes, apenas s e R0 são variáveis.
Por conseguinte, quando um determinado tipo de máquina de dobrar chapas é utilizado para enrolar qualquer espessura e raio de curvatura, o parâmetro principal correspondente "h" pode ser obtido através do seguinte algoritmo gráfico.
Em primeiro lugar, é estabelecido um sistema de coordenadas rectangulares com a como ordenada e h como abcissa.
Em seguida, o seguinte desenho é efectuado no sistema de coordenadas (mostrado na Fig. 2)
Deve intercetar OP = a no eixo longitudinal, tomar o ponto P como centro da circunferência e tomar (R0 + S + r2) como raio para fazer um ponto positivo a no eixo transversal da intersecção do arco.
Deve tomar o ponto a como centro da circunferência, tomar R0 como o raio, e o inverso como um ponto B no eixo transversal do arco.
Em seguida, o ponto B é considerado o centro da circunferência e R1 é tomado como o raio da intersecção do arco, e é feito um ponto C na direção positiva do eixo transversal do arco.
Assim: OC = h.
Por exemplo,
As secções do tambor com S = 20 mm e d = 2 000 mm são laminadas numa máquina de dobrar chapas de três rolos simétricos 70 × 4000.
Para calcular o valor de h.
De acordo com os dados, R1 = 350mm, R2 = 330 mm, 2a = 800 mm.
De acordo com o algoritmo gráfico (mostrado na Fig. 2): h = 640mm, que é calculado pela fórmula:
O erro absoluto é de apenas 1 mm, representando 0,015% do valor real, o que é suficientemente exato.
Se (R + S + r) for transformado numa régua móvel, é mais conveniente.
Fig. 2 Normograma para calcular "h"
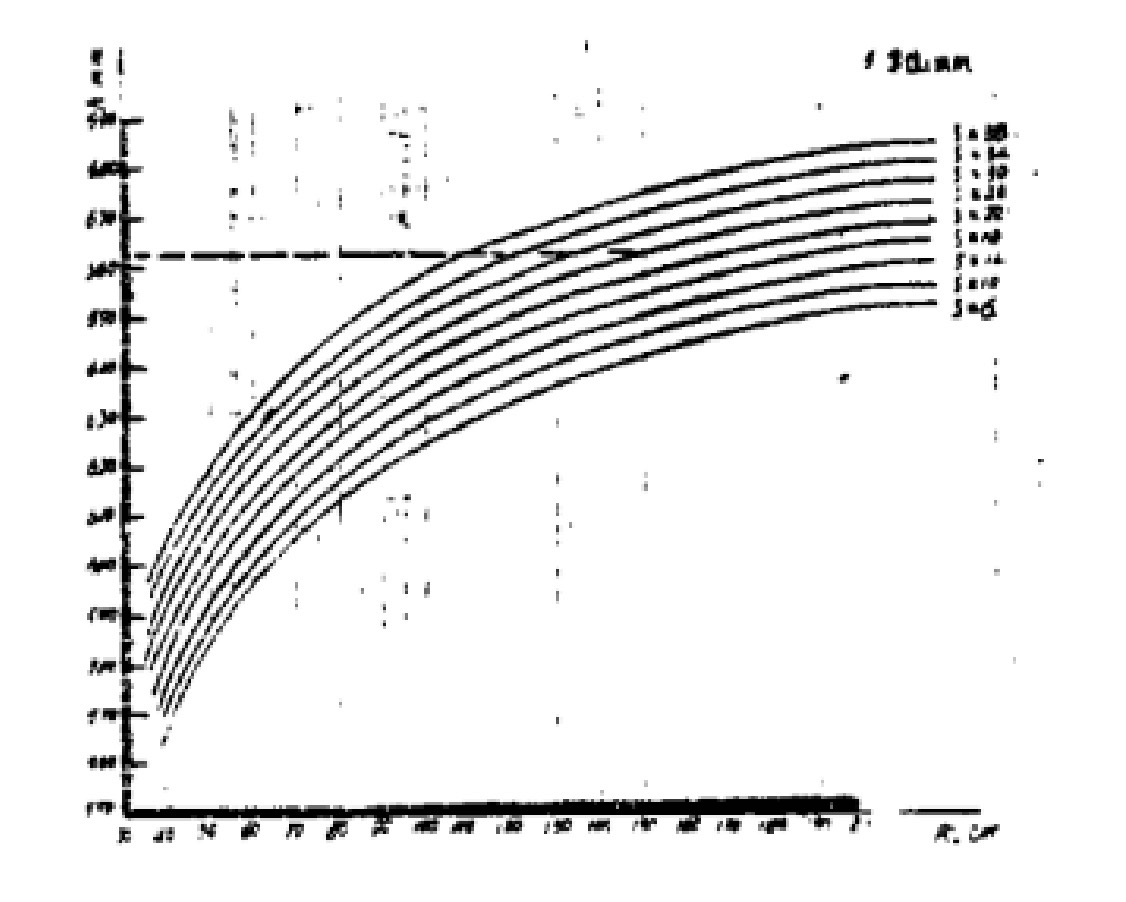
2. Um algoritmo gráfico para cálculo “h" de um certo tipo de máquina simétrica de dobragem de chapas com três rolos, que pode enrolar o gráfico de ponto comum com diferentes espessuras e raios de curvatura;
Como se sabe acima, quando um determinado tipo de flexão a máquina é dada, os seus parâmetros a, R1 e R2 são fixos.
Então, se a curva de relação de R0 e h sob diferentes espessuras de placa é desenhado em r0sistema de coordenadas -h, o gráfico do ponto comum de R0 e h de chapas de aço com diferentes espessuras neste tipo de máquina laminadora pode ser obtido.
É muito conveniente obter o valor do parâmetro principal "h" da secção do tambor neste tipo de máquina de dobrar chapa em todas as condições diferentes.
O diagrama de ponto comum de um triângulo simétrico 70 × 4000 é o seguinte placa de rolos máquina de dobrar.
Conhecido: r1 = 350mm, r2 = 330mm, a = 400mm
Então:
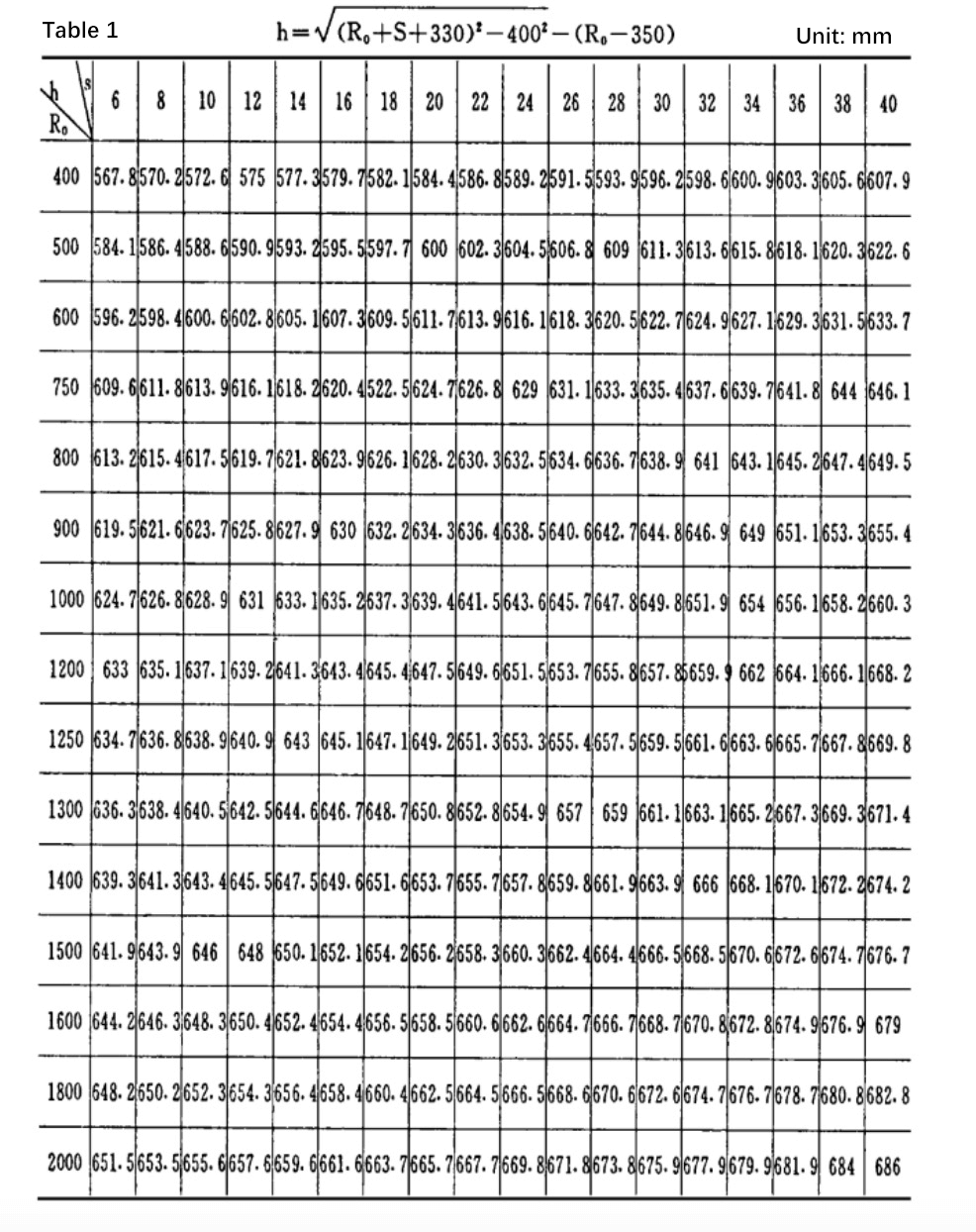
A tabela 1 é a tabela de dados de cálculo e desenho com um intervalo de 2 mm.
De acordo com a experiência prática, a espessura do máquina laminadora é geralmente 6 ≤ s ≤ 40 (mm).
Geralmente, o raio da secção do tambor de laminagem é de 400 ≤ R0 ≤ 200 (mm).
Por conseguinte, esta gama é utilizada como gama de desenho de cálculo.
Pode ver-se no quadro 1 que o valor de "n" é basicamente equivalente à espessura da chapa s quando um determinado tipo de máquina de dobragem de chapas é utilizado para enrolar uma determinada quantidade de R0.
O erro entre o valor real e o valor efetivo é inferior a 0,05%.
No entanto, quando a placa de cobre é dobrada, há tanto deformação plástica como deformação elástica.
Por conseguinte, haverá uma certa recuperação elástica após a descarga.
Por conseguinte, na produção efectiva, o valor deve ser ligeiramente inferior ao valor real.
Desta forma, se utilizarmos a lei da variação equivalente dos dois, o desenho será simplificado e o elástico dorso da mola após a flexão efectiva pode ser compensado.
Ao mesmo tempo, a linha do gráfico pode ser reduzida e o valor "h" correspondente a qualquer S pode ser determinado sob um determinado R0.
Conclusão
O primeiro algoritmo gráfico é universal, enquanto o segundo é para um determinado tipo de máquina de dobragem de chapas, cujo tipo de máquina de dobragem de chapas corresponde a um algoritmo especial (k-R0-S) gráfico de copontos.
Os resultados dos dois algoritmos de grafos no ensino são muito bons e esclarecem bastante os alunos.
Em particular, este último método tem uma certa viabilidade prática.
Sugere-se que o fabricante da máquina de dobragem de chapas configure o diagrama principal comum de (n-R0-S) no máquina laminadora ou no manual, o que trará grande comodidade à produção efectiva do fabricante.